
Предоставление сервисной услуги по ремонту двигателя BMW M6 F12 4․4 V8 560 л․с․ включает диагностику состояния, измерения и плановые операции․
Назначение документа
Документ предназначен для формализации объема работ по ремонту двигателя BMW M6 F12 4․4 V8 560 л․с․ (2012–2018)․ Описание задачи включает перечень диагностических мероприятий, измерений эксплуатационных параметров и перечень восстановительных операций․ Указаны требования к оформлению приемочного протокола и к актам дефектовки․ Прописаны критерии оценки технического состояния агрегата до принятия решения о демонтаже и о проведении капитального ремонта․ Регламентированы методы инструментальной проверки, метрологические процедуры и нормативные величины, применяемые при контроле компрессии и давления масла․ Установлены правила маркировки и учета снятых деталей․ Схема согласования работ и порядок передачи отчётной документации изложены в разделе административных процедур․
Общие сведения о двигателе
Описание: бензиновый V8 4․4 л, турбонаддув, мощность 560 л․с․; рабочие обороты, система смазки и охлаждения задокументированы в сервисных материалах․
Техническая характеристика агрегата
Описание двигателя представлено в виде ключевых технических параметров для постановки диагноза и планирования ремонтных работ․ Объем рабочий 4395 см3․ Конфигурация V8․ Максимальная мощность 560 л․с․ Частота вращения для достижения максимальной мощности 6000 об/мин․ Максимальный крутящий момент 680 Н·м․ Система наддува двойной турбонаддув․ Тип впрыска прямой․ Степень сжатия 10,0:1․ Материал блока алюминиевый сплав․ Система масляная принудительная с сухим картером․ Расход масла в нормальных пределах указан производителем․ Рабочие допуски по компрессии и давлению масла регламентированы заводскими данными и применяются при инструментальной оценке․

Объем предоставляемых услуг
Перечень работ включает диагностику, измерения компрессии и давления масла, снятие, разборку, дефектовку, ремонт и настройку двигателя․
Перечень выполняемых операций
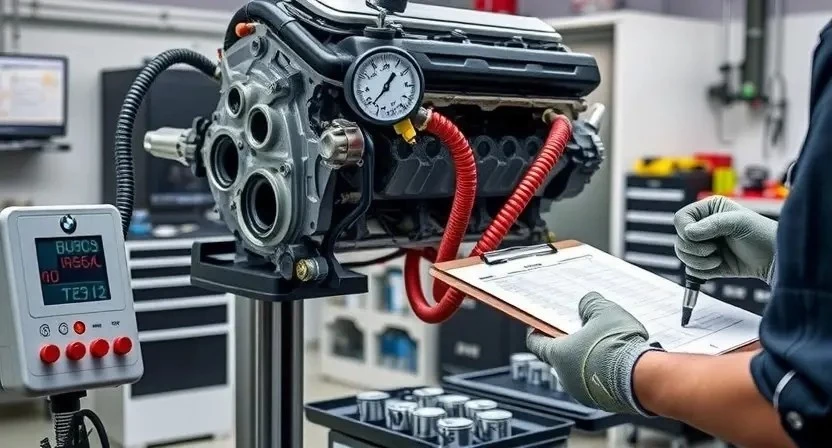
Диагностика состояния выполняется комплексно: визуальный осмотр, инструментальные замеры, оценка утечек и параметров работы․ Измерение компрессии производится по цилиндрам с фиксированием результатов и сравнением с нормативами․ Измерение давления масла выполняется при холодном и рабочем режимах с регистрацией перепадов и пиков․
Снятие двигателя с автомобиля осуществляется по технологической карте с маркировкой точек крепления․ Разборка производится по этапам с маркировкой деталей и пакетной упаковкой․ Дефектовка включает контроль размеров, изломов и коррозии с применением измерительных приборов․
Шлифовка и расточка блока проводятся по заданным допускам․ Замена поршней, колец и вкладышей выполняеться подбором по размеру и классу․ Работы по головке блока включают проверку седел клапанов и направляющих․ Сборочные мероприятия сопровождаются протоколированием усилий затяжки․ Обкатка после ремонта проводится по регламенту с записью контрольных параметров․ Настройка производится согласно заводским картам․
Подготовка к приему
Оформление приема производится документально: приемочный протокол заполняется, комплектность автомобиля фиксируется, наличие сервисной истории регистрируется․
Приемочный протокол и оформление наряда
Оформление приемочного протокола производится по установленной форме․ В документе указываются идентификационные данные автомобиля, тип двигателя, модельный год и пробег․ Фиксация внешних дефектов и утечек выполняется перед началом работ․ В протокол вносится перечень диагностических процедур: измерение компрессии и давления масла, инструментальная проверка систем․ Приоритет при формировании наряда отдается ограниченному набору операций с указанием кода работы и нормативного времени․ Утверждение наряда сопровождается подписанием ответственных лиц и проставлением даты․
Формирование сметы производится на основе дефектовки․ В смету включаются запасные части, расходные материалы и стоимость работ․ Сопроводительная документация прикладывается к наряду․ Контрольные отметки о передаче и принятии автомобиля проставляются в журнале приемки․ Регистрация операций в электронной системе обеспечивается сканированием протокола и загрузкой в базу данных с присвоением уникального номера․
Диагностика состояния двигателя
Проведение визуального осмотра и инструментальных замеров․ Фиксация неисправностей․ Составление отчета с перечнем необходимых работ․
Общий осмотр и инструментальная проверка
Визуальный осмотр корпуса двигателя и навесных компонентов производится перед инструментальной проверкой․ Фиксация дефектов выполняется в протоколе приемки․ Осмотр включает проверку состояния масляных магистралей, целостности крышек, наличие следов подтека, коррозионных поражений и механических повреждений․ Замеры люфтов на опорах и креплениях выполняются со снятием крышек при необходимости․ Электрические разъемы и датчики осматриваются на предмет повреждений и коррозии․ Состояние ремней и шкивов оценивается по износу и деформации․
Инструментальная проверка проводится с применением компрессометра, манометра давления масла и осциллографа․ Измерение компрессии проводится по цилиндрам с записью значений в протокол․ Давление масла замеряется при прогретом двигателе на холостом ходу и при повышенных оборотах с фиксацией минимального и максимального показателей․ Осциллограф используется для анализа сигналов датчиков коленвала и распредвала, а также для обнаружения пропусков зажигания и проблем с синхронизацией фаз․ Результаты инструментальной проверки вносятся в акт диагностики с указанием отклонений от заводских нормативов и предложениями по дальнейшим операциям․
Измерение компрессии
Измерение компрессии производится цилиндр за цилиндром․ Фиксация показаний манометра в протоколе․ Сравнение с нормативами заводского уровня․
Техническая методика и нормативы
Описание методики измерения компрессии и давления масла оформлено в виде регламента․ Применяемые приборы должны иметь калибровочные паспорта и допуски, установленные производителем оборудования․ Для измерения компрессии предусмотреть применение манометра с пределом измерений до 30 бар и соединительным адаптером, исключающим утечки․ Измерения выполняются при рабочей температуре двигателя 80-100 °C при снятой воздушной трубопроводной системе․ Запись результатов производится в таблицу с указанием цилиндра, значения, отклонения от среднего и состояния свечных отверстий․
Допустимый разброс по компрессии между цилиндрами установлен в пределах 10%․ Для давления масла фиксируется рабочая точка холостого хода и повышенной нагрузки, значения фиксируются в даталоге․ Применяемые нормативы соответствуют технической документации BMW для указанной модели мотора․
Измерение давления масла
Измерение давления масла производится манометром на прогретом двигателе․ Нормы фиксируются, отклонения регистрацией и последующей дефектовкой․
Методика контроля и допустимые значения
Измерение давления масла производится при прогретом двигателе на работающем холостом ходу и при повышенных оборотах․ Применение манометра с диапазоном до 10 бар и точностью 0,1 бар․ Фиксация показаний по центральному масляному каналу и по отдельным точкам подачи масла на подшипники․
Допустимые значения: холостой ход 1,0–2,0 бар; 3000 об/мин 4,0–6,0 бар․ Допуск по разбросу между цилиндрами и каналами -0,3/+0,3 бар․ Давление ниже нижнего предела признается признаком засора масляного фильтра, износа масляного насоса или повышенного люфта в подшипниках․
Протокол измерений оформляется с указанием температуры масла, частоты вращения, использованного оборудования и калибровочных данных․

Принятие решения о демонтаже
Оценка результатов диагностики проведена; критерии соответствия техническим нормативам применены; решение о демонтаже выносится на основании полученных параметров․
Критерии для разборки и ремонта
Определение необходимости разборки двигателя BMW M6 F12 4․4 V8 560 л․с․ производится на основании измерительных данных и визуальной оценки․ Фиксация показателей компрессии с распределением по цилиндрам․ Фиксация давления масла при рабочих и холостых оборотах․ Регистрация паразитных шумов и вибраций при прогретом агрегате․ Обнаружение попадания охлаждающей жидкости в полости цилиндров по признакам эмульсии на масле и следам коррозии․ Выявление повышенного потребления моторного масла при сопоставлении с нормативами․ Фиксация задира, задиров или задирового износа поршневых поверхностей․ Определение расслоения или трещин в блоке цилиндров․ Обнаружение износа шеек коленвала, превышающего предельные размеры․ Выявление износа направляющих клапанов и седел в пределах, превышающих ремонтные допуски․ Документирование утечек через прокладки и фланцы, подтверждающее необходимость демонтажа головки блока․ Рассмотрение результатов инструментальной диагностики для принятия решения о полном или частичном восстановлении агрегата․
Снятие двигателя с автомобиля
Подготовка автомобиля выполнена․ Демонтаж агрегата производится с использованием подъемника и грузозахватных приспособлений․ Крепления маркированы․
Технологическая последовательность операций
Подготовка рабочего места выполнена: освещение, подъемник, набор инструментов, чистая поверхность для разборки․ Электросистема обезврежена с отключением аккумулятора и блоков управления․ Жидкости слиты в промаркированную тару․ Двигатель зафиксирован на опоре для снятия․ Демонтаж вспомогательных агрегатов произведен: генератор, кондиционер, выпускной тракт․ Снятие мотора производится с опорного кронштейна при применении грузоподъемного механизма․ Разборка корпуса производится по этапам с маркировкой узлов․ Компоненты промаркированы и упакованы по зонам․ Контрольная дефектовка выполняется с применением измерительных приборов и технологических приспособлений․ Результаты фиксации вносятся в протокол с фотографиями и замерами․
Разборка двигателя
Последовательность разборки документируется․ Снятие узлов производится по каталожным меткам․ Части маркируются, упаковываются, сопроводительная ведомость формируется․
Порядок разборочных операций и маркировка деталей
Разборка двигателя выполняется по последовательности, установленной технологической картой․ Снятие навесных агрегатов производится первичным этапом․ Демонтаж узлов осуществляется с фиксацией состояния и ориентации․ Маркировка деталей производится на каждом этапе для исключения ошибочной сборки․ Нанесение идентификаторов производится устойчивыми маркерами или этикетками с указанием номера цилиндра, положения приливов и направления вращения․ Упаковка мелких компонентов производится в индивидуальные контейнеры с протоколами․ Расположение болтов и гильз фиксируется в таблице․ Сопряженные пары оставляются комплектами с меткой․
Контроль комплектности выполняется перед транспортировкой в участок дефектовки․ Регистрация маркировки в электронной базе производится с присвоением штрихкода и ссылкой на наряд-замовление;
Дефектовка узлов и деталей
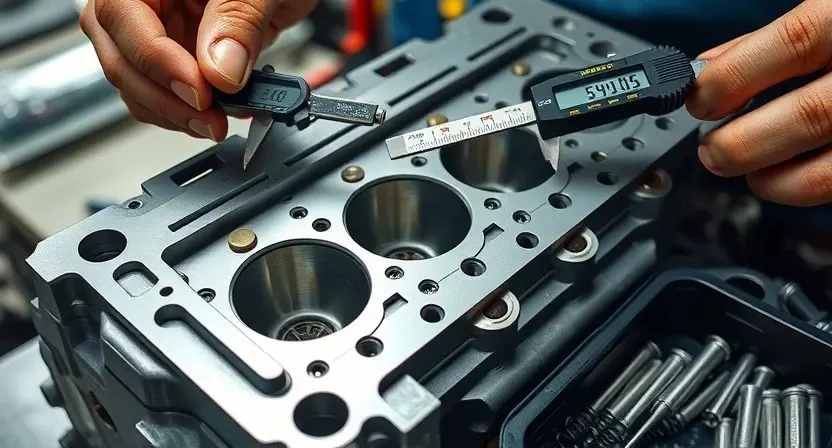
Визуальный осмотр проведён; Замеры износа выполнены․ Трещины, задиры, биение зафиксированы․ Составлен перечень подлежащих ремонту деталей․
Методы выявления износа и повреждений
Визуальный осмотр выполняется на отдельном стенде при хорошем освещении․ Осмотреть поверхность блока цилиндров, шеек коленвала, юбок поршней на наличие трещин, задиров, эрозии․ Инструментальная дефектовка проводится с применением толщиномера, индикатора часового, микрометра, нутромера и магнитного дефектоскопа для контроля трещинообразования․ Контроль зазоров производится в горячем и холодном состояниях для исключения температурных искажений․ Измерение шероховатости поверхности производится профилометром с протоколом замеров․
Герметичность цилиндропоршневой группы проверяется испытанием на компрессию и продувкой с применением манометра и компрессометра․ Давление масла контролируется манометром на рабочем стенде при различных оборотах для выявления локальных падений давления․ Испытание клапанного механизма проводится методом вакуумного тестирования седел и гидрокомпенсаторов с последующей фиксацией результатов․
Материал проведенных измерений документируется в отчете с указанием контрольных точек, инструментов и допусков․ Сопоставление измеренных значений с нормативами позволяет принять решение о последующей обработке деталей или замене узлов․
Шлифовка и расточка блоков
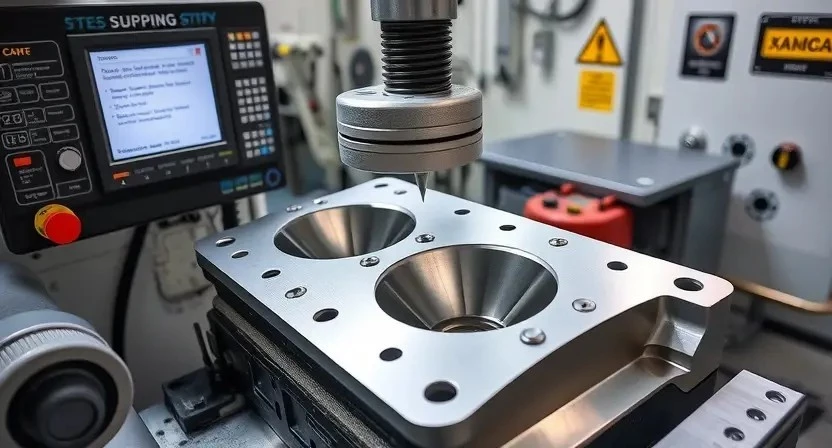
Шлифовка поверхности блока выполняется по размерам ремонта․ Расточка цилиндров производится с выдержкой допусков и контрольной обработкой после замера․
Технологические параметры обработки
Указаны основные параметры обработки блока цилиндров и деталей, применяемые при ремонте двигателя BMW M6 F12 4․4 V8 560 л․с․ Обработка блока предусматривает расточку под новые гильзы с допуском по диаметру +0,02 мм и круглостью не более 0,01 мм․ Планомерная шлифовка плоскостей выполняется с сошлифовкой не более 0,2 мм․ Контроль биения поверхности выполняется индикатором с пределом 0,03 мм․ Для шлифовки коленчатого вала применяются припуски на восстановление шеек 0,02–0,1 мм в зависимости от степени износа․ Подбор вкладышей производится по замерам шатунных шеек с шагом 0,01 мм․ Зазор масляного слоя после установки вкладышей допускаеться 0,02–0,06 мм․ Поршни подбираются по диаметру и компрессионной канавке в соответствии с заводскими номерами с допуском 0,015 мм․ Направляющие клапанов устанавливаются с посадочным натягом 0,02–0,05 мм․ Седла клапанов шлифуются с отклонением конуса не более 0,5° и прилеганием в кольцевой зоне не менее 60% поверхности․ Контрольная чистота поверхностей после обработки должна соответствовать Ra 0,8 для фланцев и Ra 0,4 для шеек вала․ Технологическая документация хранится в ведомости работ․
Работы с коленчатым валом и вкладышами
Контроль биения коленвала выполняется измерителем, определение износа вкладышей производится по зазорам, подбор комплектов по паспортным допускам․
Контроль биения, подбор и установка вкладышей
Измерение радиального и осевого биения производится на опоре в горизонтальном положении с применением индикатора часового типа и калиброванных оправок․ Допуск на биение устанавливается согласно заводской документации для модели двигателя․ Подбор вкладышей осуществляется по классификационным зонам из каталога оригинальных и допускаемых аналогов․ Контроль зазорности между шеей коленчатого вала и вкладышем проводится микрометрией и щуповой метрологией с фиксацией результатов в акте․
Установка вкладышей производится с применением монтажных оправок и пресс-адаптеров․ Фиксация крышек производится в чередующейся последовательности затяжки с указанными моментами, приведёнными в рабочей карте․ Смазка посадочных поверхностей осуществляется моторным маслом указанной вязкости․ Испытание под нагрузкой проводится на стенде при контролируемых параметрах давления масла и частоты вращения; регистрация параметров заводским прибором обязательна․

Замена поршней и колец
Замена поршневых комплектов производится по результатам дефектовки․ Подбор по маркировке․ Притирка и измерение зазоров фиксируются в протоколе․
Выбор комплектующих и соответствие допускам
Выбор комплектующих производится по каталожным номерам и заводским спецификациям двигателя BMW M6 F12 4․4 V8 560 л․с․ Отбор поршней осуществляется по внутреннему диаметру цилиндров и по степени сжатия, указанной в технической документации․ Подбор колец производится с указанием высоты и толщины с учётом тепловых зазоров․ Вкладыши подбираются по классу износа и по радиальной посадке․ Применение болтов головки допускается только оригинальными или эквивалентными по прочности․ Прокладки выбираются по материалу и по комплектности для герметичности․ Контроль размеров производится замерами микрометром и индикатором-раскладкой․ Документирование каждой позиции выполняется записью в актах и в спецификациях для последующей трассировки;
Работы по головке блока цилиндров (ГБЦ)
Разборка ГБЦ выполняется․ Проверка седел клапанов и направляющих выполняется инструментально․ Шлифовка поверхности производится по допуску․
Разборка, шлифовка, проверка седел и направляющих
Демонтаж головки блока цилиндров производится после маркировки позиций и фиксации рабочих промежутков․ Систематическая фиксация деталей в каталожной последовательности обеспечивается для сохранения взаимосвязей узлов․ Разборка клапанного механизма проводится с применением специализированного съемного оборудования․ Очистка поверхностей и промывка деталей выполняются растворителями, допустимыми к алюминиевым сплавам․ Шлифовка посадочных мест седел осуществляется абразивными кругами с контролем радиального биения․ Применение шаблонов и нутромеров обеспечивает измерение конусности и износа направляющих с точностью до сотых миллиметра․ Замер посадочной глубины седла производится микрометром и индикатором с магнитной базой․ Величины износа сопоставляются с нормативами производителя․ При выявлении дефектов засорение маслопроводов и трещины фиксируются протоколом дефектовки․ Восстановление производится путем запрессовки новых направляющих и наплавки седел с последующей притиркой с применением контрольных колодок․ Контроль герметичности вентилей проводится методом давления воздуха с жидкостным индикатором утечек․ Документирование операций и измерений в акт вносится с указанием инструментов и применяемых допусков․
Сборка двигателя
Сборка двигателя выполняется по регламенту․ Контроль за натягом цепей, моментами затяжки и зазорами производится по заводским значениям․
Технологическая последовательность и момент затяжки
Сборка деталей производится по установленной последовательности для предотвращения деформаций и обеспечения герметичности․ Установочные поверхности очищаются от отложений и покрытий․ Болты крепления фланцев и кронштейнов подлежат контролю резьбы и диаметра․ Применение новых крепежных элементов допускается при износе или деформации․ Смазка резьбовых соединений осуществляется специальными составами, указанные дозировки фиксируются в наряде․ Последовательность затяжки головки блока цилиндров выполняется в нескольких этапах: предварительная посадочная затяжка с моментом, указанным в нормативной документации; основной этап с увеличением момента до рабочего значения; контрольный этап с проверкой остаточного момента․
Момент затяжки коленчатого вала и крышек вкладышей указывается в паспортных данных и фиксируется протоколом․ Применение динамометрического ключа обязательно․ Протоколы затяжки подшиваются к исполнительной документации․
Обкатка после ремонта
Обкатка проводится по этапам: прогрев до рабочей температуры, плавное увеличение нагрузки, контроль давления масла и температуры, запись параметров․
Программа запуска, контрольные параметры и протоколы
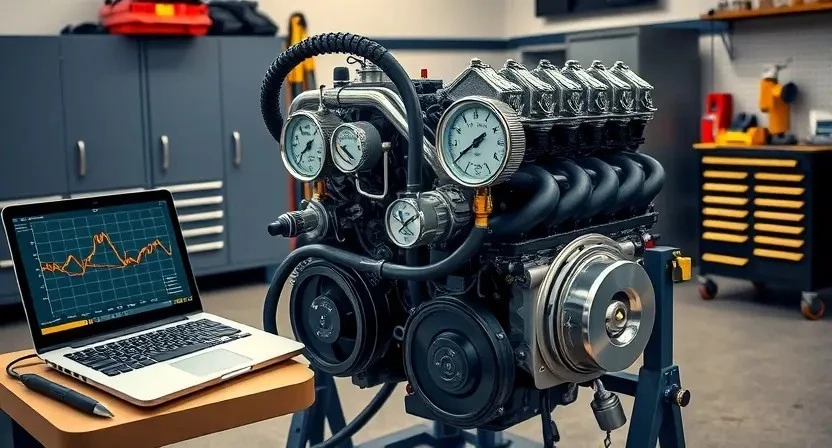
Запуск двигателя после ремонта производится по регламентированной процедуре с поэтапным увеличением оборотов и фиксированием параметров․ Программа запуска включает предварительное заполнение масляной системы, прогрев в статическом режиме, медленный набор холостых оборотов и выдержку рабочих температур․
Контрольные параметры фиксируются в протоколе․ Давление масла регистрируется в диапазоне 2,5–5,0 бар при рабочей температуре 90–110 °C и 900–1200 мин-1 холостых оборотов․ Температура охлаждающей жидкости фиксируется в 85–105 °C․ Уровень вибрации регистрируется по датчику в мм/с при 2000 мин-1․ Шум измеряется в дБ(A) на расстоянии 0,5 м от двигателя․
Протокол запуска содержит поля: дата, идентификатор агрегата, серийный номер, измеренные показатели, расхождения с нормой, принятые коррективы и подписи ответственных лиц․ Оформление протокола производится в двух экземплярах: для архива и для клиента․
Проверка параметров работы и оформление заключения
Проверка рабочих параметров двигателя проводится после обкатки и регулировок․ Измерение давления масла выполняется на прогретом двигателе при холостых оборотах и при 3000 об/мин; результаты фиксируются в протоколе․ Измерение компрессии производится на каждом цилиндре с использованием калиброванного компрессометра; измеренные значения сравниваются с нормативами производителя; понижение давления фиксируется как признак износа; Контроль дымности и утечек газов выполняется газоанализатором и манометром впускного коллектора; превышение пределов регистрируется․ Испытания на холостом ходу и при нагрузке выполняются с регистрацией оборотов, момента развала и температуры охлаждающей жидкости․ После завершения измерений составляется заключение, включающее перечень выполненных операций, выявленные дефекты, применённые детали с их спецификацией, измеренные значения и рекомендации по дальнейшей эксплуатации и срокам очередного контроля․ Протокол подписывается уполномоченным специалистом и прикладывается к накладной на выполненные работы․