

Предмет документа: описание технологического объёма работ по диагностике и ремонту двигателя BMW M6 F12 4.4 V8 600 л.с. 2014–2018.
Цель документа
Определение объёма работ по восстановлению работоспособности двигателя BMW M6 F12 4.4 V8 600 л.с. 2014–2018 посредством выполнения комплексной диагностики‚ оценки состояния агрегата и последующих ремонтных операций. Установление последовательности процедур для измерения компрессии и давления масла‚ оценки утечек и износа видимых компонентов. Формирование требований к демонтажу‚ разборке и дефектовке с фиксацией дефектов и размеров деталей. Определение параметров для шлифовки и расточки цилиндров‚ восстановления коленчатого вала и подбора вкладышей. Регламентация подбора поршней‚ колец и маслосъёмных элементов по размерам. Определение объёма работ по ремонту головки блока цилиндров и клапанного механизма с указанием контроля герметичности. Формирование технологии послойной сборки‚ контроля моментных характеристик и этапов обкатки с мониторингом рабочих параметров. Фиксация требований к финальной проверке и настройке после завершения обкатки.

Область применения
Применение установлено для двигателей BMW M6 F12 4.4 V8 600 л.с. 2014–2018. Обслуживание‚ ремонт и восстановление объёмных узлов и систем.
Модель и годы выпуска
Обозначение силового агрегата: V8 4.4 бензиновый‚ турбонаддув‚ индекс S63. Заводская мощность указана 600 л.с; Серийная установка на кузов F12. Годы производства указаны 2014–2018. Эксплуатационные параметры и конструктивные особенности блока цилиндров‚ головки‚ коленвала и системы охлаждения должны учитываться при составлении ремонтной программы. Присутствие сложной системы управления впрыском и наддувом влияет на порядок выполнения диагностических процедур и на требования к измерительному оборудованию. Учет модификаций‚ кодов двигателя и программного обеспечения ЭБУ обязателен при подготовке к разборке.
Общие требования к безопасности
Использование защитного оборудования обязательно. Контроль рабочих зон и заземление электрооборудования. Хранение горючих материалов отдельно.
Меры при работе с двигателем
При выполнении операций с двигателем соблюдение безопасных границ рабочего пространства оформляется документально. Операции на двигателе выполняются в отсеке с вентиляцией‚ с организацией удаления паров топлива и масел. Электросеть должна быть обесточена‚ клеммы аккумулятора отключены‚ система запуска зафиксирована в состоянии блокировки. Применение подъемных механизмов допускается только с сертифицированным оборудованием‚ точки подвеса отмечены в технической документации. Рабочие зоны помечаются знаком и ограждаются. Защитное покрытие пола и поддон для слива применяются при демонтаже агрегатов. Готовность огнетушителя и аптечки регистрируется в журнале. Средства индивидуальной защиты для рук‚ глаз и слуха обязаны находится в доступе у персонала. Контроль фаз и синхронизации регистрируется перед запуском после ремонта. Утилизация отработанных жидкостей производится по нормативам.

Подготовка к работе
Подготовка рабочего места производится: очистка‚ обезжиривание‚ установка подъемного оборудования‚ маркировка компонентов‚ подготовка средств крепления.
Необходимое оборудование и инструменты
Перечень инструментов и оборудования‚ предназначенных для выполнения полного объёма работ по двигателю BMW M6 F12 4.4 V8 600 л.с. 2014–2018‚ представлен далее. Специальный подъемник грузоподъёмностью‚ достаточной для снятия блока двигателя с опор автомобиля‚ предусмотрен. Стенд для испытаний и обкатки со средствами мониторинга давления‚ температуры и оборотов включён. Диагностический сканер с поддержкой протоколов BMW и возможностью считывания расширенных параметров добавлен. Компрессометр с адаптерами для системы V8‚ манометр для масляной магистрали и насос для продувки цилиндров включены. Набор динамометрических ключей с калиброванными моментами‚ комплект съемников для шкивов и форсунок‚ пресс для запрессовки вкладышей и поршневых пальцев наличествует. Набор шлифовального и расточного оборудования для точной обработки цилиндров и шеек‚ микрометры и индикаторы для контрольных измерений‚ балансировочный станок для коленвала включены. Инструменты для ремонта головки блока: стенд для проверки герметичности‚ фрезерный стол для планирования плоскостей‚ набор притиров и приспособлений для регулировки клапанного механизма поставлены. Средства безопасности: экраны‚ вытяжки и маски для работы с абразивом и химией обеспечены.
Предварительная документация
Ведомость работ составлена. Серийные номера‚ пробег‚ история ТО и предыдущие ремонты внесены в акт приёма-ремонта для дальнейшего учета.
Фиксация серийных данных
Фиксация серийных данных производится при поступлении двигателя на ремонт. Заводские номера и коды модулей считываются специализированным диагностическим оборудованием. Электронные данные сохраняются в отчётном файле формата‚ совместимого с архивом предприятия. Визуальная регистрация номерных табличек выполняется фотосъёмкой с привязкой к дате и времени. Протоколы считывания подписываются записи о версии прошивки ЭБУ и прошивках вспомогательных блоков. Обозначение комплектующих элементов заносится в карточку ремонта с указанием состояния на момент приёма. Сведения о предыдущих ремонтах документируются из сервисной книжки и баз данных производителя.
Диагностика электронных систем
Считывание кодов неисправностей производится специализированным сканером. Анализ параметров двигателя выполняется по логам шины CAN.
Считывание кодов неисправностей и анализ
Подключение диагностического оборудования производится к электронному блоку управления двигателя через стандартный разъём. Считывание кодов осуществляется с использованием заводских протоколов и адаптеров‚ обеспечивающих работу с шиной CAN. Полученные коды сохраняются в журнале диагностики с указанием временных меток и условий работы при регистрации. Идентификация кодов производится по официальной расшифровке производителя. Анализ причин проводится на основе сопоставления кодов с данными параметров живого времени‚ логами работы турбонаддува‚ параметрами подачи топлива и показателями фаз газораспределения. Формирование отчёта включает перечень активных‚ сохранённых и зондовых кодов‚ предполагаемые причины и перечень последующих измерений для подтверждения.
Оценка состояния двигателя по внешним признакам
Визуальный осмотр выполняется для выявления масляных и охлаждающих утечек‚ деформаций компонентов‚ коррозии и следов перегрева.
Осмотр видимых утечек и повреждений
Визуальный осмотр выполняется по регламенту. Внешние поверхности двигателя очищаются от загрязнений для обеспечения объективности осмотра. Осматривать впускной и выпускной тракты‚ корпус масляного поддона‚ соединения маслопроводов‚ сальники коленвала и приводные элементы. Фиксация обнаруженных капельных и струйных течей производится с указанием места‚ направления‚ цвета и запаха рабочей жидкости. Фотофиксация и привязка к узлам проводится для отчётности. Оценка повреждений включает проверку трещин‚ деформаций крепёжных фланцев‚ состояния резьб и уплотнений. Замер остаточной влажности и контроль коррозионных следов проводятся по методике. Документирование результатов выполняется в акте осмотра.

Измерение компрессии
Подготовка: демонтаж свечей‚ освобождение системы питания. Измерение производится манометром на каждом цилиндре‚ фиксирование результатов.
Порядок проведения замеров
Подготовка агрегата: холодный двигатель размещается в рабочем положении. Электропитание настраивается на штатное напряжение. Подключение диагностического оборудования производится согласно заводской схеме. Сначала выполняется замер компрессии. Демонтаж свечей зажигания и установка манометра проводятся последовательно. Проведение запуска производится короткими проворотами для исключения нагрева. Фиксация показаний осуществляется после трёх последовательных прокруток коленвала. Далее выполняется измерение давления масла. Подключение манометра давления масла осуществляется к масляному каналу. Прогрев двигателя до рабочего температурного режима выполняется равномерно. Регистрация показаний давления производится при холостом ходе и при повышенных оборотах. Сопоставление результатов с нормативами производится по таблице завода-изготовителя. Запись протокола замеров выполняется в эксплуатационной документации.
Измерение давления масла
Измерение давления масла производится манометром через порт давления; фиксирование значений при холостом ходе и на рабочих оборотах; сравнение с нормами.
Контроль рабочего давления
Измерение давления масла выполняется с использованием манометра с приспособлением для низкого и высокого диапазона. Подключение манометра производится к штатному протоку или через переходник на корпус фильтра. Двигатель прогрет до рабочей температуры. Фиксация показаний производится при холостом ходе‚ при 2000 об/мин и при нагрузке. Показатели сопоставляются с нормативными величинами производителя. Отклонения фиксируются в протоколе. При пониженном давлении проводится оценка состояния масляного насоса‚ чистоты фильтрующих элементов и наличия износа вкладышей.
Решение о снятии двигателя
Основание: выявлены компрессионные отклонения и давление масла вне допуска. Принятие решения проводится на основе измерений и дефектовки.
Критерии принятия решения
Оценка состояния двигателя проводится по объективным параметрам. Результаты измерений компрессии сопоставляются с нормативными значениями завода-изготовителя. Отклонение давления масла от рабочих пределов фиксируется как основание для углублённой диагностики масляной системы. Наличие видимых механических повреждений корпуса двигателя или головки блока фиксируется для принятия решения о восстановлении или замене соответствующих узлов. При выявлении износа шеек коленвала за пределами ремонтных допусков принимается решение о шлифовке или замене коленвала. Измерения зазоров в шатунных и коренных вкладышах используются для выбора ремонтных вкладышей. Признаки прогара или деформации клапанов в головке блока учитываются при принятии решения о капитальном ремонте ГБЦ. Результаты дефектовки поршней и цилиндров определяют необходимость расточки и подбора поршневой группы. Электронные коды неисправностей‚ связанные с датчиками давления или давлением топлива‚ учитываются отдельно при формировании перечня работ. Стоимостная оценка работ формируется на основе объёма операций и стоимости запасных частей; калькуляция проводится после завершения дефектовки.
Снятие двигателя
Демонтаж производится последовательным отключением магистралей‚ снятием навесного оборудования‚ отворачиванием креплений и подъёмом моторного агрегата с опор.
Технологическая последовательность демонтажа
Определение исходного состояния автомобиля и фиксация серийных данных двигателя производятся перед работой. Отключение аккумуляторной батареи и блоков питания выполняется для исключения подачи напряжения на электронные узлы. Слив технологических жидкостей осуществляется в ёмкости‚ соответствующие нормативам утилизации. Демонтаж элементов вспомогательных систем производится по этапам: выпускной тракт‚ впускной тракт‚ навесное оборудование. Сегментный демонтаж электропроводки и разъёмов выполняется по маркерам. Снятие агрегатов крепится протоколом и маркировкой. Отсоединение топливной магистрали производится с применением защитных колпачков. Опорожнение охлаждающей системы и резервуаров фиксируется в акте. Снятие двигателя с подрамника выполняется при помощи предназначенного подъёмного оборудования с применением балансировочных стропов. Демонтаж проводится по этапному плану‚ соблюдение моментов крепления фиксируется в журнале работ.
Разборка двигателя
Последовательность разборки документирована: демонтаж навесного оборудования‚ снятие ГБЦ‚ удаление поршневой группы‚ маркировка деталей для контроля.
Пооперационная разборка узлов
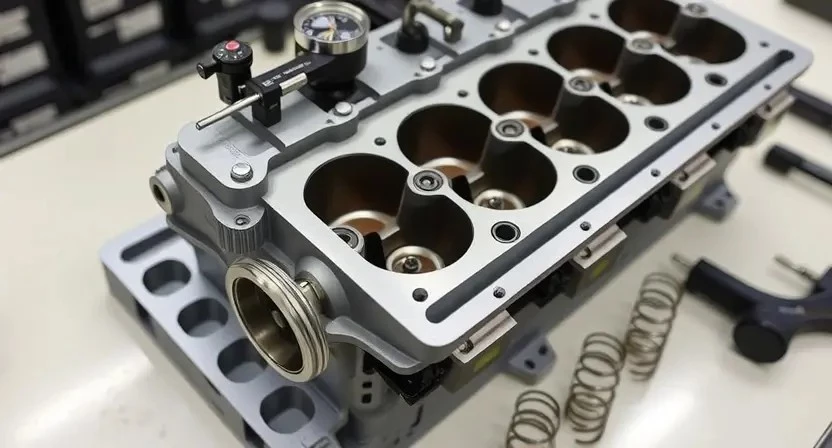
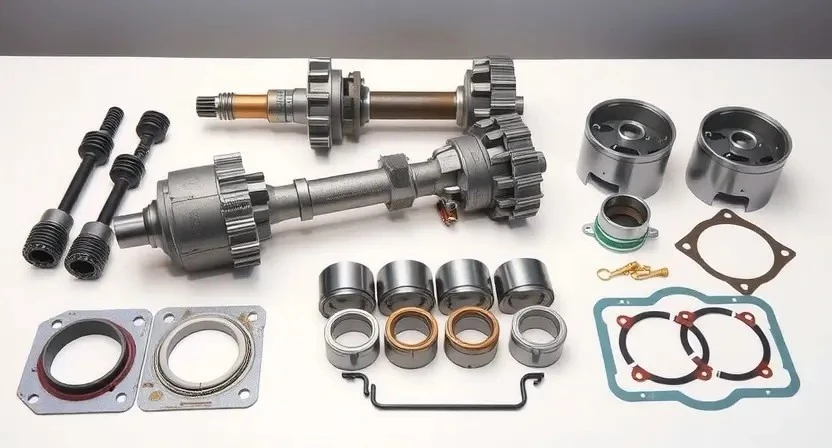
Последовательность демонтажа узлов устанавливается по технологической карте. Слив рабочих жидкостей обеспечивается через специализированные приёмы. Электрические соединения маркируются‚ зафиксированные позиции нумеруются. Воздуховоды и патрубки отсоединяются после снятия крышек и кожухов. Топливная система демонтируется в отдельной операции с применением оборудования для снижения давления. Турбокомпрессоры отсоединяются с сохранением положения в креплениях для последующей проверки геометрии. Газораспределительный механизм снимается послойно‚ шпильки и болты маркируются. Коллекторы и вспомогательные агрегаты извлекаются с фиксацией состояния уплотнений. Блок цилиндров подготавливается к следующей стадии разборки после удаления масляных магистралей и крепёжных элементов.

Дефектовка деталей
Осмотр выполнен пооперационно. Измерение износа шеек‚ торцевых плоскостей и канавок. Фиксация дефектов‚ классификация по степени ремонта.
Методы обнаружения дефектов
Применение визуального контроля для выявления трещин‚ коррозии и следов износа поверхностей. Использование эндоскопии для исследования труднодоступных полостей цилиндров и каналов охлаждения. Применение магнитопорошкового контроля для обнаружения поверхностных и подповерхностных трещин на деталях из ferrous-сплавов. Выполнение капиллярного контроля для деталей с мелкими поверхностными дефектами из негомогенных материалов. Контроль геометрии пластиковыми и металлическими калибрами при проверке седел клапанов и направляющих. Измерение шероховатости и шероховатостных параметров при оценке состояния рабочих поверхностей. Проведение ультразвукового контроля для обнаружения внутренних дефектов отливок и кованых заготовок. Применение магнитной дефектоскопии на шлифовальных и расточных поверхностях. Проведение адгезионных испытаний на покрытиях и герметиках. Документирование результатов с указанием методики и допуска.
Шлифовка и расточка цилиндров
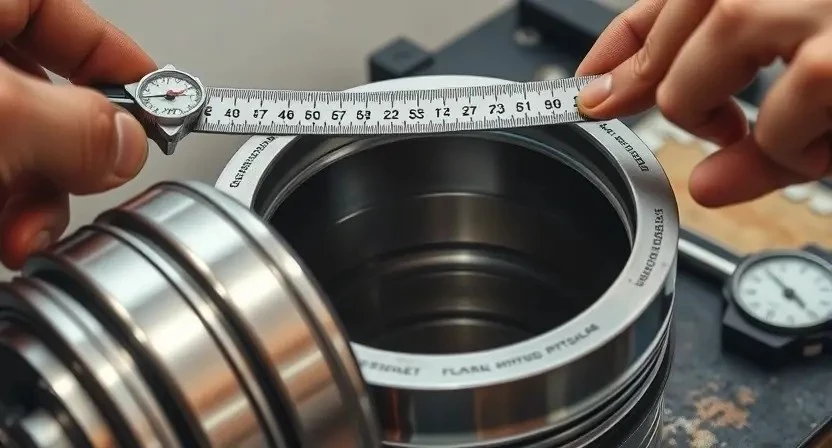
Определение размеров посадочных мест. Шлифование и расточка по чертежным допускам. Контроль круглости и соосности. Отчёт о замерах прилагается.
Точность и допуски обработки
Установлены контрольные размеры и допуски для цилиндров‚ шеек коленвала‚ посадочных мест вкладышей и седел клапанов. Принята методика измерения с применением микрометров‚ нутромеров‚ индикаторов и приборов для оценки биения. Предусмотрены предельные износы и интервал допустимых отклонений по диаметру‚ круглости‚ конусности и степени овальности. Описание операций включает калибровку измерительных приборов‚ протоколирование снятых значений и сравнение с нормативами производителя. Установлена очередность обработки поверхностей; задана чистота поверхностей и шероховатость после финишной обработки. Контроль натягов поршневой группы и зазоров маслосъёмных элементов документируется.
Ремонт коленчатого вала и вкладышей
Восстановление шеек валов проводится по технологической карте. Подбор вкладышей выполняется по замерам биений и масляных зазоров.
Восстановление шеек и подбор вкладышей
Операция направлена на восстановление геометрии шеек коленчатого вала и подбор вкладышей с заданными зазорами. Измерение биения выполняется микрометром и индикатором часового типа. Контроль диаметра шеек производится микрометром с измерением подшлифованных участков. По результатам измерений определяется необходимость шлифовки. Шлифовка производится на специализированном станке с применением охлаждающей жидкости и абразивных кругов‚ соответствующих твёрдости материала.
После обработки поверхности подвергаются притирке для удаления заусенцев. Подбор вкладышей основывается на классификации ремонтных размеров и снятых размерных данных коленвала. Подбор производится по каталожным нормам зазора масляной плёнки. Сборка вкладышей в шатунные и коренные опоры осуществляется с учётом моментных характеристик крепёжных элементов и последовательности затяжки. Контроль выполняется измерением бокового люфта и контрольным проворотом вала на холостом ходу в стенде без нагрузки.
Замена поршней‚ колец и маслосъемных элементов
Подбор компонентов по каталогу. Замена выполняется поэтапно: снятие‚ очистка посадочных мест‚ установка новых деталей с контролем зазоров;
Подбор и установка поршневой группы
Подбор поршневой группы выполняется на основе измерений цилиндров и шейки коленчатого вала. Измерения диаметра в трех точках по высоте и на нескольких уровнях по окружности фиксируются в отчётной форме. Подбор осуществляется по таблице допусков производителя с указанием класса посадки поршня и размера вкладышей; Установка поршней производится с применением оправок и специального инструмента для сжатия колец. Маслоотражающие канавки и каналы вентиляции проверяются на проходимость. Моменты затяжки шатунных и головных болтов указываются согласно технологической карте. Контроль зазоров между пальцем и шатуном выполняется измерением щупом. Притирка седел колец исключается в случаях применения новых комплектующих.
Ремонт и установка головки блока цилиндров (ГБЦ)
Демонтаж головки применяется для дефектации. Плоскость проверена на биение. Притирка клапанов выполняеться по размерным расчетам.
Работы по ГБЦ и клапанному механизму
Объем работ описывает последовательность операций по разборке‚ дефектации‚ ремонту и сборке головки блока цилиндров (ГБЦ) двигателя BMW M6 F12 4.4 V8 600 л.с; 2014–2018.
Демонтаж навесного оборудования выполняется для обеспечения доступа к ГБЦ. Снятие головки производится при соблюдении технологической схемы последовательности болтовых соединений и момента затяжки в обратном порядке.
Фиксация маркировки и серийных номеров производится до демонтажа компонентов. Замер плоскостности производится на контролирующем столе с использованием индикатора и шаблонов.
Дефектовка включает проверку трещин методом красителя‚ измерение коробления и износа седел клапанов. Измерения посадочных мест выполняются микрометром и нутромером.
Шлифовка седел и притирка клапанов выполняется с применением приспособлений и абразивных паст с контролем углов и размеров. Наплавка участков с потерей металла допускается при восстановлении геометрии до заводских параметров.
Замена направляющих и направляющих втулок производится подбором по посадочным размерам. Подбор пружин клапанов и сжатие по характеристикам динамического теста фиксируется в отчете. Сборка головки производится с использованием новых уплотнительных элементов и затяжкой в несколько этапов с контролем углового поворота болтов.
Сборка двигателя
Сборка производится послойно. Контроль моментов затяжки выполняется по таблице. Применение чистых комплектующих подтверждается документом.
Технология послойной сборки и контроль моментов
Послойная сборка проводится по этапам: установка коленчатого вала‚ шатунных вкладышей‚ поршневых групп‚ головки блока‚ навесного оборудования. Последовательность фиксируется протоколом. Каждая соединительная поверхность очищается от загрязнений и старого герметика. Применение новых уплотнений и крепёжных элементов регламентировано заводскими спецификациями. Контроль моментов выполняется динамометрическим ключом с протоколированием значений. Прокрутка вала после затяжки производится для снятия зазоров. Заполнение масляной системы и первоначальная циркуляция выполняется до запуска. Завершающая проверка включает контроль давления масла и отсутствие течей.
Обкатка и начальная наладка после ремонта
Программа обкатки составлена. Контроль давления и температур производится. Мониторинг ошибок ЭБУ выполняется. Регулировка момента зажигания проводится.
Программа обкатки и мониторинг параметров
Установить программу обкатки‚ ориентированную на восстановленную цилиндропоршневую группу и клапанный механизм. Программа включает этапы прогрева‚ холостого хода и динамической нагрузки с контролируемым диапазоном оборотов. Контроль параметров производится по датчикам давления масла‚ температуры охладителя‚ давления наддува и сигналам датчиков детонации. Фиксация параметров должна вестис� в журнале с интервалом записи каждые 5 минут и при переходах режима. Оценка соответствия выполняется по допустимым значениям завода-изготовителя. При отклонениях выполняеться диагностика и коррекция. Завершение обкатки осуществляется после достижения стабильных значений давления масла‚ температуры и отсутствия кодов неисправностей.
Финальная проверка и настройка
Контрольные измерения выполнены. Параметры давления и смеси сравниваются с нормативами. Корректировка управляющих таблиц проводится при расхождении данных.
Контрольные измерения и регулировки
Контроль параметров двигателя проводится после сборки и обкатки. Измерение компрессии фиксируется с указанием давления по каждому цилиндру в кПа и бар. Измерение давления масла выполняется при прогретом двигателе на холостом ходу и под нагрузкой с записью минимального и максимального значений‚ сопоставленных с нормативом производителя. Углы опережения зажигания и фазы газораспределения подлежат верификации с применением синхронизатора и шаблонов. Быть указана последовательность снятия и установки датчиков при повторном подключении. Роботизированная регулировка холостого хода производится через диагностический интерфейс. Крутящий момент затяжки фиксируется протоколом.