

Описание услуги по ремонту двигателя BMW X5 3.0L 340 л.с. (2018–н.в.). Перечень операций: диагностика, замеры компрессии и давления масла.

Область применения
Применение услуги ограничено двигателем BMW X5 3.0 L 340 л.с. модельного ряда с 2018 года по текущий период эксплуатации. Операции ориентированы на бензиновые силовые установки с конструктивными особенностями типа алюминиевого блока и комплексной системой управления двигателем. Обслуживание предполагает выполнение диагностических процедур, измерительных работ, демонтажных операций и капитального ремонта с восстановлением геометрии рабочих поверхностей. Работы распространяются на снятие агрегата и проведение разборки для дефектовки и последующей расточки блока. Включено обеспечение подбором ремонтных комплектов поршней, колец и вкладышей с соблюдением посадочных размеров. Контроль герметичности и состояния головки блока производится отдельно. Обкатка после сборки предусмотрена в составе технологического цикла. Завершающая стадия включает настройку электронных систем управления и подтверждение работ протоколом.
Оборудование и инструменты
Поставка стендов, компрессометров, манометров, подъёмников, пресс-фитингов. Набор слесарных и токарных инструментов для разборки и сборки двигателя.
Стенды и измерительные приборы
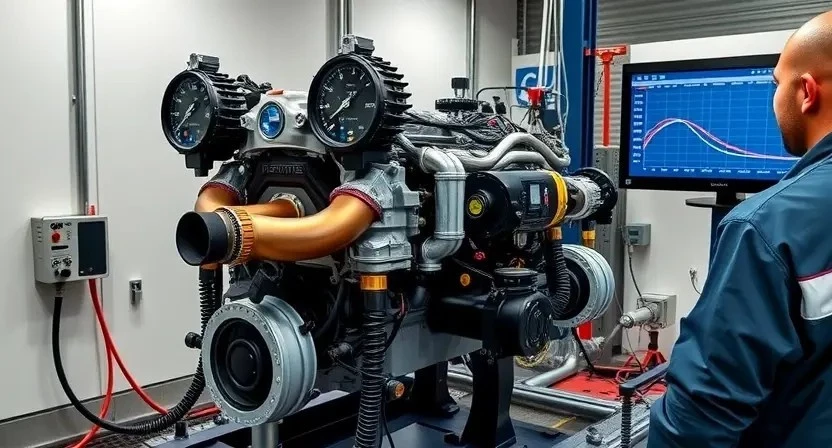
Использование испытательного стенда для контроля давления масла и оценки герметичности узлов. Испытание проводится на стенде с регулируемой подачей и манометром высокой точности. Применение компрессометрического стенда для определения степени износа цилиндров и плотности сжатия. Протоколирование результатов измерений в электронной форме. Применение диагностического сканера с доступом к кодам неисправностей и параметрам в режиме реального времени. Применение осциллографа для оценки сигналов датчиков и форсунок. Калиброванные манометры и датчики температуры используются при контрольных замерах. Калибровка приборов выполняется согласно регламенту изготовителя оборудования. Контроль допуска производится через метрологическую службу.
Слесарный и токарный инструмент
Перечень инструментов для работ по двигателю BMW X5 3.0L 340 л.с. (2018–н.в.). Набор ключей торцевых и накидных с метрическими размерами до 24 мм. Набор головок с трещоткой и карданным шарниром. Набор динамометрических ключей с диапазоном 5–200 Н·м и поверочной тарировкой. Подкладные опоры для двигателя с регулировкой высоты. Механические съёмники для шкивов и шестерён распредвала. Универсальные фиксаторы распредвала и коленвала, адаптированные к конструктиву двигателя.
Токарные приспособления для восстановления посадочных мест вкладышей цилиндров. Шаблоны и линейки для контроля биения и параллельности поверхностей. Набор щупов толщинных для калибровки зазоров вкладышей и поршневых колец. Установочные втулки для фиксации коленвала при расточке. Фрезерные резцы для обработки плоскостей головки блока и торца вала. Абразивные круги для шлифовки с зернистостью, соответствующей заводским допускам. Приспособления для запрессовки вкладышей и поршней с равномерным распределением усилия. Измерительные микрометры и нутромеры с погрешностью не более 0,01 мм. Манометр для контроля давления масла при стендовых испытаниях с диапазоном до 10 бар; Комплект инструментов для снятия и установки масляного насоса. Стендовые оправки для центровки блока при расточке. Набор оправок для запрессовки направляющих втулок клапанов и клапанных сёдел. Резьбонарезные инструменты для восстановления посадочных резьб. Комплект концевых фрез для зачистки каналов маслопроводов перед сборкой. Оборудование для очистки деталей ультразвуковое и термохимическое. Система вытяжной вентиляции рабочей зоны при шлифовке. Средства безопасной фиксации деталей при токарных операциях.
Подготовительные мероприятия
Осмотр автомобиля при приёмке. Оформление сервисной карты. Размещение на подъёмнике. Обеспечение инструментами и запчастями для работ.
Приёмка автомобиля
Фиксация данных автомобиля производится при поступлении: VIN, регистрационный знак, пробег, модификация двигателя, год выпуска. Описание внешних дефектов кузова и салона вносится в приёмный акт. Заполнение бланка приёмки выполняется с указанием контактных данных владельца и выбранных услуг. Диагностическая карта формируется с перечислением ожидаемых работ и требуемых замеров. Обозначение возможных рисков с технической стороны включается в документ. Протокол визуального осмотра прикладывается к заказ-наряду. Фотофиксация состояния агрегатов и коммуникаций выполняется с привязкой к номеру заказа. Проверка комплектации и наличия сопроводительной документации фиксируется в журнале приёма. Контроль состояния уровней рабочих жидкостей проводится в соответствии с регламентом.
Фиксация сервисной документации
Оформление входной документации производится при приёме автомобиля. Включение регистрационных данных, VIN, мотора, пробега и времени поступления в журнал. Сфотографировать идентификационные маркировки и текущие показатели приборов. Заполнение карточки ремонта с указанием заявленных неисправностей и сопровождающей электронной диагностики. Прописать перечень планируемых операций и этапов. Присвоение уникального номера заказа-наряда. Сопроводить документы экземплярами технических предписаний производителя и межсервисными требованиями. Указать применяемые комплектующие по кодам поставщика. Зафиксировать согласованные сроки выполнения и условия оплаты. Внести информацию о гарантийных ограничениях и специальных условиях на ремонт данного двигателя.

Диагностика общего состояния двигателя
Визуальный осмотр выполнен. Система запуска и зарядки протестирована. Присутствие посторонних звуков зафиксировано. Показатели на приборе зарегистрированы.
Электронная диагностика блоков управления
Взаимодействие с электронными блоками управления выполняется через диагностический интерфейс BMW-совместимого оборудования. Считывание кодов неисправностей производится перед началом механических вмешательств. Произвести экспорт журналов событий для последующего анализа. Проверка адаптаций и параметров в реальном времени проводится в рабочих режимах двигателя на холостых оборотах и под нагрузкой. Быть предусмотрено тестирование исполнительных механизмов через программную активацию для оценки функциональности. Выполнить мониторинг сигналов датчиков коленвала, распредвала, давления масла и температуры охлаждающей жидкости с фиксацией аномалий. Идентификация некорректных параметров проводится по расхождению с заводскими эталонами. Выписка рекомендаций по дальнейшим измерениям и работам оформляется в сервисный отчёт.
Визуальный осмотр узлов и коммуникаций
Проведение внешнего осмотра двигателя BMW X5 3.0L 340 л.с. (2018–н.в.) выполнено с фокусом на идентификацию видимых дефектов. Поверхности головки блока, коллекторов и крышек осмотрены на трещины, деформации и следы перегрева. Соединения топливной системы обследованы на признаки пропусков топлива и коррозии. Патрубки системы охлаждения исследованы на растрески, набухание и ослабление хомутов. Электрические разъемы и жгуты подвергнуты оценке на наличие оплавлений, повреждений изоляции и коррозионных контактов. Крепежные элементы проверены на отсутствие ослаблений и следов усталости металла. Шланги вакуума и воздуховоды обследованы на порезы, трещины и следы утечек воздуха. Масляные протечки локализованы по следам на корпусах и уплотнениях. Состояние ремней и цепей визуально оценено на износ, расслоение и признаки пробуксовки. Результаты зафиксированы в акте осмотра с указанием расположения повреждений и рекомендуемых исследований.

Измерение компрессии цилиндров
Подготовка двигателя к замеру: снять катушки, обеспечить закрытие впускных каналов. Замер выполняется компрессометром при проворачивании коленвала.
Подготовка к измерению
Подготовка двигателя к измерению компрессии и давления масла производится в строгой последовательности. Отключение отрицательной клеммы батареи выполняется перед снятием контрольных датчиков. Снятие декоративных крышек и воздушного короба выполняется при сохранении маркировки контуров. Доступ к свечным колодцам обеспечивается путем удаления катушек зажигания и проводов высокого напряжения, при этом смазочные поверхности остаются защищены от загрязнения. Подключение манометра компрессии осуществляется к свечному отверстию без применения герметизирующих составов, кроме предусмотренных инструкцией. Для измерений давления масла обеспечивается чистота масляной магистрали; применение адаптера для штатного датчика допускается при наличии переходника. Прогрев двигателя до рабочей температуры производится до стабилизации индикаторов, обороты фиксируются на холостом ходу. Для исключения пуска от системы зажигания выполняется блокировка подачи топлива или использование заглушек форсунок. Запись исходных параметров производится в контрольный протокол с указанием температуры охлаждающей жидкости, показаний вольтметра и серийных номеров применяемых приборов.
Процедура измерения и интерпретация результатов
Подготовка к замеру компрессии производится путем удаления свечей зажигания и отключения топливной системы, чтобы исключить подачу топлива в цилиндры. Ведомые приводы заглушаются, стартер задействуется для создания оборотов тестирования. Манометр высокого давления присоединяется к каждому цилиндру поочередно через резьбовое соединение свечного отверстия. Фиксация показаний производится при стандартных оборотах и температуре масла, с регистрацией максимального давления и времени нарастания. Сопоставление результатов с нормативами производителя выполняется с анализом разброса между цилиндрами и наличия утечек. При отклонениях от норм предусмотреть контроль клапанного механизма, герметичности поршневых колец и состояния гильз. Оценка признаков межцилиндрового взаимодействия делается по характеру падений давления и скорости нарастания. Дополнительная проверка компрессии после форсированного подсоса воздуха осуществляется для исключения ошибок измерения.
Измерение давления масла
Измерение давления масла выполняется манометром на холодном и рабочем режимах. Фиксация значений по цилиндровым каналам и анализ отклонений.
Контрольные точки и режимы замера
Определение каналов для измерения давления масла производится по руководству производителя. Контрольные точки включают выход масляного насоса, магистрали к турбокомпрессорам и подача к коренным и шатунным вкладышам. Замер давления на холодном двигателе выполняется после прогрева до рабочей температуры, снятие показателей производится при холостом ходе и при частоте вращения, эквивалентной 3000 об/мин. Величины фиксируются в динамическом режиме при открытой масляной крышке и при заблокированной системе вентиляции картера. Применение манометра с присоединением к датчику давления обеспечивает получение стабильной кривой. Повторные замеры выполняются после очистки фильтра и проверки перепускного клапана. Результаты заносятся в акт с указанием режима, температуры и частоты вращения.
Оценка утечек и турбулентности масла
Определение мест утечек производится визуальным и инструментальным методами. Применение промывочных жидкостей исключено при наличии несоответствий материалов. Контроль уровня и вязкости масла выполняется перед диагностикой. Давление масла фиксируется при холодном и рабочем режимах. Замеры проводятся через штатные и диагностические точки. Визуальная оценка уплотнений и прокладок проводится при освещении, с использованием увеличения и эндоскопии. Испытание на герметичность выполняется под давлением, с использованием монометров и манометров. Оценка турбулентности проводится по параметрам давления в масляной магистрали и по данным расхода. Фиксация результатов производится в отчётной форме с указанием времени, режима и используемого оборудования. Протокол включает допустимые отклонения и рекомендации по заменам узлов, с указанием артикулов и требуемых допусков, при необходимости — направление на дальнейшую разборку для выявления скрытых дефектов.

Снятие двигателя и подготовка к разборке
Подготовка рабочего места выполнена в соответствии с технологической картой. Обеспечение чистоты и организации инструментов произведено до начала работ. Обеспечение доступа к монтажным точкам и электрическим соединениям произведено. Снятие аккумулятора и отключение электрических цепей выполнены для исключения коротких замыканий. Слив эксплуатационных жидкостей произведён в специализированные ёмкости с маркировкой. Демонтаж навесного оборудования выполнен поэтапно: системы впуска, выхлопа и охлаждения отсоединены от корпуса двигателя. Гидроопоры и подъёмное оборудование установлены с учётом массы агрегата. Крепёжные элементы отмечены и уложены по группам. Снятие двигателя с рамы производится с применением грузоподъёмной траверсы, обеспечивающей фиксирование положения агрегата. Перемещение двигателя в ремонтную зону выполнено с использованием роликовых тележек. Фиксация агрегата на стенде произведена с применением штатных опор и крепежных планок. Опрессовка и визуальная оценка узлов перед разборкой произведены с оформлением акта. Маркировка соединений и шлангов выполнена по схеме, обеспечивающей однозначную сборку; Хранение снятых элементов производится на подпёртых стеллажах с поддонами для предотвращения повреждений и загрязнений.
Разборка агрегата и маркировка деталей
Разборка выполнена по этапам. Маркировка деталей произведена с указанием позиции, ориентации и стороны установки. Упаковка по комплектам;
Фиксация дефектов и фотодокументация
Фиксация дефектов производится при разборке двигателя. Повреждения поверхностей, трещины, следы коррозии, задиры и механические деформации регистрируются в акте дефектовки. Измерительные данные и отметки о размерах вносится в таблицу. Для каждого элемента создаётся отдельная запись с указанием позиции, номера детали и измеренного параметра. Фотодокументация выполняется последовательно: общие виды агрегата, крупные планы повреждённых посадочных и рабочие поверхности, контрольные отметки и шкалы измерений на фото. Формат снимков: высокое разрешение, нейтральный фон, равномерное освещение. Файлы маркируются по шаблону с указанием даты, номера заказа и позиции детали. Архивация осуществляется в структурированном каталоге с резервным копированием. Отчёт прикладывается к наряду-заказу и сохраняется в электронном журнале.
Дефектовка деталей и экспертная оценка
Дефектовка выполнена по установленной методике. Изношенные детали описаны. Протокол составлен. Оценка технического состояния зафиксирована.
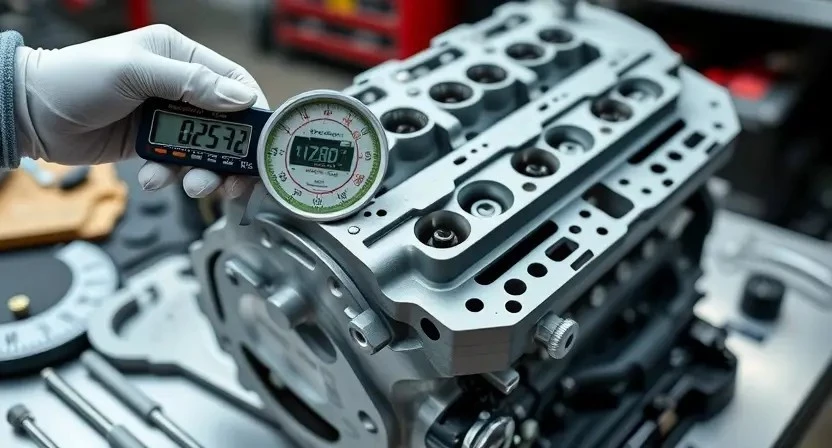
Оценка состояния блока цилиндров и гильз
Визуальный осмотр блока цилиндров включает оценку коррозионных пятен, трещин и следов выкрашивания рабочего слоя. Плоскостность верхней поверхности под головку измеряется индикатором с точностью до 0.01 мм. Измерение диаметров гильз осуществляется микрометром и нутромером по вертикали и горизонтали на трёх уровнях, фиксирование показаний в протоколе. Радиальное биение проверяется индикатором при вращении гильзы в приспособлении. Оценка износа производится по сравнению с заводскими допусками. Контроль наличия задиров и рисок выполняется лупой 10x. В случае превышения допустимых размеров предлагается расточка с подбором ремонтного диаметра. Запись дефектов ведётся в табличной форме, с указанием зоны и типа повреждения. Фотодокументация всех критических мест присоединяется к отчёту.
Шлифовка и расточка блока цилиндров
Расточка выполняется по замерам износа. Шлифование поверхности плоскости производится с контролем параллельности и шероховатости. Замеры записаны.
Технологические допуски и контроль размеров
Установление габаритных параметров блока и сопрягаемых деталей. Допуск на диаметры цилиндров указывается в технической документации производителя. Измерение выполняется по нескольким диаметрам и высотам для выявления овальности и конусности. Предельные значения износа поршней, колец и вкладышей сопоставляются с нормативными таблицами. Контроль биения коленвала производится в посадочных шейках шатуна. Зазоры между шатунными вкладышами и шейками контролируются с применением пластинчатых щупов и микрометров. Параллельность плоскостей ГБЦ и блока фиксируется индикатором часового типа. Прямолинейность направляющих втулок клапанов сверяется наблюдением по калибру и микрометрическим измерениям. Регистрация параметров проводится в формализованном бланке с указанием места измерения, метода и применяемого прибора.
Замена поршней, колец и вкладышей
Замена поршней проводится комплектно. Подбор колец по коду. Вкладыши подбираются по посадочным размерам. Контроль зазоров измерением.
Выбор комплектующих и калибровка зазоров
Подбор компонентов выполняется по каталожным номерам и техническим характеристикам двигателя BMW X5 3.0L 340 л.с. (2018–н.в.). Оригинальные и сертифицированные альтернативы сопоставляются по материалам, тепловому расширению и предельным износам. Поршни и кольца подбираются по диаметру цилиндра и классу расточки. Вкладыши подбираются по толщине и маркировке посадочных мест. Зазоры между поршнем и цилиндром калиброваться в пределах заводских допусков, с учётом бокового и осевого люфтов. Кольцевые зазоры устанавливаются по рекомендациям производителя комплектующих. Зазор шатунного подшипника контролироваться микрометрическими методами с применением щупов и индикаторов. Фиксация результатов в протоколе на каждую деталь. Консервация заменённых элементов маркировкой и упаковкой.

Ремонт или замена головки блока цилиндров (ГБЦ)
Разборка ГБЦ. Осмотр плоскостей и седел клапанов. Выполнение дефектации трещин и коррозии. Ремонт фасок и уплотнительных мест. Замена прокладки.
Проверка плоскостей и посадочных мест
Визуальная и инструментальная оценка плоскостей головки блока цилиндров и блока производится перед восстановлением. Измерение плоскостей выполняется с использованием щупов и линейной поверочной рейки для определения отклонений по плоскости и наибольшего прогиба. Контрольный замер осуществляется по сетке точек с шагом для равномерного распределения данных. Зачистка рабочих поверхностей производится абразивом зернистостью, соответствующей рабочим инструкциям производителя, с последующей очисткой от абразивной пыли и смазочных остатков. Отклонения, превышающие паспортные допуски, регистрируются в акте дефектации. Прямолинейность посадочных мест и состояние торцевых кромок фиксируются путем нанесения контрольной разметки и фотографирования с масштабом. При обнаружении задиров или коррозии производится оценка возможности восстановления путем шлифования; фиксирование результатов измерений и принятых решений производится в отчёте о дефектации.
Сборка двигателя и применение герметиков
Сборка выполнена по технологической карте. Применение герметика выполняется по обозначенным швам. Затяжки производятся по моментам в схеме.
Крутящие моменты и порядок затяжки
Указание по моментам затяжки головки блока цилиндров для двигателя BMW X5 3.0L 340 л.с. (2018–н.в.). Приводится последовательность операций и значения усилий для каждого этапа. Выбор номеров болтов производится по заводской схеме. Сначала применять предварительный момент малой величины для центровки деталей. Затем выполняется основной этап с увеличением усилия по шагам. Заключительный этап предусматривает контроль винтовых соединений методом углового докручивания. Для крепежа компонентов закрытого типа допускается применение одноразовых болтов согласно спецификации производителя. Значения моментов и углов вносить в сервисную документацию. Запись результатов проверки сохраняется в отчётной форме с указанием даты, калибровки динамометра и идентификаторов использованного крепежа.
Обкатка двигателя после ремонта
Обкатка двигателя производится в три этапа: холостой прогрев до рабочей температуры, постепенное увеличение нагрузки, контроль параметров давления и температуры.
Режимы прогрева и нагрузочные циклы
Прогрев двигателя после сборки производится в несколько этапов с фиксированием температурного профиля и оборотов. Начальный этап включает запуск на холостых оборотах до достижения рабочей температуры охлаждающей жидкости 80–90 °C. Далее выдержка при стабильных оборотах производится для равномерного распределения смазки и усадки уплотнений. Затем выполняется чередование коротких нагрузочных циклов с постепенным увеличением нагрузки до 50% максимальной мощности при контроле температуры масла и давления в магистрали. Интенсивный цикл включает интервалы высоких оборотов с удержанием не более 30 с для исключения перегрева. Завершающий этап состоит в плавном снижении оборотов и последующей статической выдержке двигателя при отключённом нагрузочном воздействии для стабилизации параметров и визуального осмотра на предмет внешних утечек. Протоколирование параметров и фиксация отклонений в ведомости.
Калибровка датчиков и адаптация ЭБУ
Настройка датчиков давления топлива, давления масла и положения коленчатого вала производится с применением диагностического оборудования, совместимого с автомобилями BMW X5 3.0L 340 л.с. (2018–н.в.). Калибровка датчиков температуры охлаждающей жидкости и положения распредвала выполняется после сборки двигательного отсека и перед первой подачей топлива. Адаптация блока управления двигателем проводится с использованием фирменного программного обеспечения для считывания текущих параметров, записи обновленных значений и сохранения калибровочных таблиц в энергонезависимой памяти; Параметры регенерации топливной карты и угла опережения зажигания подгоняются по эталонным значениям производителя. Контроль успешности операции фиксируется протоколом с перечнем изменённых параметров и цифровыми показателями до и после вмешательства. Испытание проводится на холостом ходу и при заданных нагрузочных режимах двигателя, измеренные значения заносятся в сервисный отчёт.
Отчёт о выполненных работах и гарантийные условия
Состав отчёта включает перечень проведённых операций по ремонту двигателя BMW X5 3.0L 340 л.с. (2018–н.в.). Выполнены диагностика ЭБУ, измерения компрессии и давления масла, демонтаж агрегата, разборка, дефектовка и фотодокументация. Выполнены шлифовка и расточка блока цилиндров в соответствии с технологическими картами. Проведена замена поршней, колец и вкладышей с калибровкой зазоров. Головка блока отремонтирована с восстановлением плоскостей и заменой направляющих седел клапанов. Сборка произведена с применением герметиков, обеспечены крутящие моменты и порядок затяжки. Обкатка двигателя выполнена по режимам прогрева и нагрузочных циклов. Настройка управления и адаптация ЭБУ произведены. Гарантийные условия оформлены документально: гарантийный срок указан в сервисном бланке, перечень покрываемых узлов и исключений указан отдельно. Контрольный протокол измерений и фотографические материалы прилагаются к отчёту.