

Описание работ по двигателю BMW X7 4․4 V8 530 л․с․ (2019–н․в․)․ Перечень услуг‚ диагностические этапы и общие технические подходы представлены․
Цель документа
Определение целей обслуживания и регламента работ по ремонту двигателя BMW X7 4․4 V8 530 л․с․ (2019–н․в․)․ Установить границы сервисных операций‚ исключить внеплановые вмешательства‚ зафиксировать требуемые этапы контроля и методики измерений․ Описание направлено на согласование процедур диагностики‚ оценки состояния‚ измерения компрессии и давления масла‚ демонтажа‚ разборки‚ дефектовки‚ обработки блока цилиндров‚ замены поршней‚ колец и вкладышей‚ восстановления головки блока цилиндров‚ сборки‚ обкатки и настройки․
Формирование единых критериев приемки работ․ Контроль соблюдения монтажных допусков и моментов затяжки при сборке․ Документирование результатов обследований и выполненных операций в виде отчетов с замерами и фотофиксацией․ Обеспечение трассируемости комплектующих и применяемых расходных материалов․ Описание регламентированных контрольных точек для оценки качества на каждом технологическом этапе․ Включение перечня измерительных приборов и калибровочных данных․ Определение порядка ввода в эксплуатацию после обкатки и окончательной проверки параметров двигателя․
Область применения
Обслуживание и ремонт двигателей BMW X7 4․4 V8 530 л․с․ (2019–н․в․) в стационарных условиях с применением специализированного оборудования и стендов․
Модель и период выпуска
Определение модели: BMW X7 с бензиновым двигателем V8 4․4‚ мощность 530 л․с․ Идентификационные данные по двигателю‚ коду мотора и VIN энергетического узла фиксируются в документации․ Год выпуска: 2019 по настоящее время․ Выпуск указанных модификаций сопровождается вариациями в системах наддува‚ системе смазки и системе управления двигателем․ Учитывать заводские изменения конфигурации при подборе запасных частей и комплектующих․ Версии двигателя с турбонаддувом и системой непосредственного впрыска требуют специализированных измерительных методик․ Серийные номера и программное обеспечение фиксировать в отчете․
Перечень услуг
Диагностика‚ оценка состояния‚ измерение компрессии и давления масла․ Снятие‚ разборка‚ дефектовка‚ обработка‚ замена компонентов‚ обкатка‚ настройка․
Комплекс предоставляемых работ
Диагностика электронных и механических систем двигателя․ Оценка состояния блок-картера‚ ГБЦ и навесных агрегатов․ Измерение компрессии по цилиндрам с фиксацией значений․ Измерение давления масла при рабочих и холостых оборотах с регистрацией графиков․ Демонтаж навесного оборудования и подготовка к снятию силового агрегата․ Снятие двигателя с такелажной фиксацией и маркировкой соединений․ Разборка блока и головки с фотографической фиксацией дефектов․ Дефектовка деталей с применением калибров и микрометров․ Шлифовка и расточка цилиндров с указанием итоговых допусков․ Замена поршней‚ колец и цилиндровых вкладышей с проверкой посадочных размеров․ Ремонт или замена головки блока с доводкой седел клапанов․ Сборочные операции с контролем биения и моментами затяжки․ Обкатка в установленных режимах и последующая настройка работы двигателя․ Документирование выполненных операций и выдача актов выполненных работ․

Технические требования
Контроль точности обработки 0‚01 мм․ Применение чистящих средств класса автомобильного․ Давление масла по спецификации производителя․ Сертификация инструментов․
Инструменты и оборудование
Перечень специализированного оснащения для ремонта двигателя BMW X7 4․4 V8 530 л․с․ (2019–н․в․)․ Оборудование для диагностики электронных систем: сканер с поддержкой протоколов производителя‚ мультиметр с точностью не ниже 0‚5%‚ осциллограф для анализа сигналов датчиков и исполнительных механизмов․
Инструменты для снятия и такелажа: гидравлический кран с грузоподъемностью‚ рассчитанной на массу агрегата‚ тележка для перемещения двигателя‚ комплект строп и крюков с сертификатами․ Набор ручного инструмента: динамометрический ключ с метрологическим свидетельством‚ набор трещоток и воротков‚ торцевые головки с удлинителями;
Оборудование для измерений и дефектовки: компрессометр с переходниками для многофункциональных систем‚ манометр для измерения давления масла с пределом измерения до 10 бар‚ калибровочные щупы и микрометрические приборы․ Верстак с вакуумной присоской для фиксации головки блока цилиндров․ Стенд для проверки натяжения ремней и цепей производства дилера․
Технологическое оборудование для обработки: станок для расточки цилиндров с цифровой системой управления и сменным инструментом‚ хонинговальный станок с контролем шероховатости‚ шлифовальный станок для плоскостей и коленвала․ Мойка для деталей с подогревом и фильтрацией промывочной жидкости․ Приспособления для запрессовки вкладышей и направляющих со шкалой усилия․
Оснастка для сборки и обкатки: стенд для первоначального запуска и обкатки с возможностью мониторинга параметров‚ приборы для регулировки фаз газораспределения‚ набор герметиков и фиксирующих составов‚ сертифицированные расходные материалы․ Запасные расходники: уплотнительные кольца‚ болты с классом прочности‚ фильтры и масла с допусками производителя․
Безопасность и организация рабочего места
Организация рабочего места включает зонирование‚ противопожарное оснащение‚ статическую защиту‚ заземление‚ маркировку опасных зон‚ контроль доступа․
Требования к вентиляции и защите
Организация воздухообмена в помещении должна обеспечивать отвод паров топлива‚ масляных аэрозолей и выхлопных газов при проведении операций с двигателем BMW X7 4․4 V8 530 л․с․ (2019–н․в․)․ Применение локальной вытяжной системы допускается для зон шлифовки‚ расточки и очистки деталей․ Приточная система должна создавать положительное давление в зоне сборки для предотвращения попадания загрязнений․
Использование фильтрационных кассет с классом фильтрации F9 или выше предписывается при очистке воздуха от мелкодисперсных частиц․ Для удаления органических паров предусматривать угольные фильтры․ Контроль эффективности вентиляции обеспечивается измерением кратности воздухообмена и статического давления на вытяжных каналах․
Ограждение рабочих зон решается установкой щитов и прозрачных экранов․ Применение защиты глаз и дыхательных путей в зоне очистки поверхностей и шлифовки предусмотрено масками с фильтрами класса A1P2 или выше‚ защитными очками без оправы и перчатками химстойкими․ В зоне хранения растворов и смазочных материалов должна быть организована локальная вентиляция с вытяжкой из шкафов․ Время выдержки после операций с агрессивными жидкостями устанавливается в технологической карте․
Первичная диагностика
Осмотр внешнего состояния силового агрегата․ Фиксация видимых дефектов․ Запись рабочих параметров․ Составление перечня дальнейших замеров․
Оценка внешнего состояния силового агрегата
Визуальный осмотр корпуса двигателя выполнен с целью выявления механических повреждений и коррозии․ Поверхности изучены на предмет трещин‚ деформаций и следов перегрева․ Присутствие масляных подтёков зафиксировано с указанием локализации вокруг сальников‚ крышек и прокладок․ Состояние крепёжных деталей оценено по наличию износа резьбы‚ сорванных шпилек и ослабленных болтов․ Электрические разъёмы осмотрены на предмет окисления контактов и повреждений изоляции․ Шланговые соединения проверены на растрескивание и уплотнения проверены на эластичность․ Ребра охлаждения и каналы оценены на загрязнение и забитость․ Крепления навесного оборудования осмотрены на предмет люфтов и деформаций․ Визуальная фиксация дефектов оформлена в отчёт с фотографиями и привязкой к узлам․
Электронная диагностика
Считывание кодов ошибок производится специализированным сканером․ Интерпретация ошибок обеспечивается по сервисной базе․ Протоколирование данных․
Измерение компрессии
Поршневая система подготовлена к замеру․ Использование компрессометра‚ проворачивание коленвала‚ фиксация максимального давления в каждом цилиндре․
Порядок проведения и допустимые значения
Измерение компрессии выполняется с прогревом двигателя до рабочей температуры․ Проверка производится при закрытой системе впуска и выключенной системе зажигания․ Давление в цилиндрах фиксируется манометром‚ усреднение результатов производится по всем цилиндрам․ Допустимое отклонение между цилиндрами устанавливается в пределах 10% от среднего значения․ Показатель рабочего цилиндра для бензинового агрегата считается удовлетворительным при давлении от 12 до 16 бар․ Измерение давления масла осуществляется при холостом ходе и при 3000 об/мин․ Контрольный уровень давления для холостого хода составляет 0‚8–1‚5 бар․ При повышенной частоте вращения давление масла должно быть в диапазоне 3‚0–5‚0 бар․ Регистрация показаний производится цифровым прибором с калибровкой․ Расхождение между показателями при повторных замерах не должно превышать 0‚2 бар․ Анализ результатов документируется с указанием серийного номера прибора и температуры охлаждающей жидкости․

Измерение давления масла
Подключение манометра к каналу масляного давления․ Замер при холодном и рабочем температурном режимах двигателя․ Сопоставление с нормативными значениями․
Методика замера и контрольные параметры
Измерение давления масла производится манометром с рабочим диапазоном до 10 бар через штуцер давления масла․ Перед началом измерений исключение прогрева производится до рабочей температуры 90–100 °C․ Фиксация показаний производится при холостом ходе и при частоте 2000 об/мин․ Значения при холостом ходе должны находиться в пределах 0‚8–1‚5 бар․ При 2000 об/мин регламентируется 2‚5–4‚0 бар․ Допуск снижения давления при повышении температуры указывается не более 0‚3 бар по сравнению с номиналом․ Контроль утечек проводится по падению давления при выдержке 30 с․ Ошибки в показаниях устраняются заменой датчика давления или устранением засорения маслопроводов․ Регистрация результатов производится в протоколе диагностики с указанием температуры‚ частоты вращения и серийного номера используемого прибора․

Подготовка к демонтажу
Маркировка агрегатов и разметка креплений․ Слив рабочих жидкостей․ Отключение электроцепей․ Демонтаж навесных узлов по схеме изготовителя․
Разметка‚ маркировка и снятие навесных агрегатов
Выполнение разметки и маркировки перед демонтажем двигателя․ Метки наносить на соединениях с точностью‚ достаточной для последующей сборки․ Шильдики и маркировочные знаки сохранять для идентификации узлов․ Присоединительные элементы отмечать номерными обозначениями․ Электропроводку группировать и фиксировать на промежуточных кронштейнах․ Топливные магистрали демонтироваться после слива топлива в специализированную емкость․ Охлаждающая система подвергаться дренажу с улавливанием рабочей жидкости․ Воздухозабор и впускная система отсоединяться с маркировкой прокладок․
Системы выпуска отсоединяться по фланцам‚ болтовые соединения маркироваться․ Электронные блоки управления извлекаться с сохранением штекеров в промаркированных пакетах․ Двигательная опора демонтироваться с фиксацией положения для корректной установки․ Повреждения герметичности уплотнений фиксироваться в протоколе․ Снятые детали упаковываться и храниться по каталожным номерам․ Запрещается размещение коллекций деталей на рабочей поверхности без разделителей․
Снятие двигателя
Подготовка к демонтажу выполняется с маркировкой соединений и сливом рабочих жидкостей․ Такелажные операции планируются с учетом массогабаритных параметров узла․
Последовательность демонтажа и такелажные операции
Определение объема демонтажа двигателя BMW X7 4․4 V8 530 л․с․ (2019–н․в․)․ Составление схемы креплений и точек подхвата для последующего перемещения агрегата․ Изоляция электрических разъемов и маркировка трубопроводов выполняется перед отделением навесных узлов․ Слив рабочих жидкостей производится в герметичные сосуды с указанием типа и объема․
Отсоединение выхлопной системы и коробки передач производится поэтапно․ Кронштейны крепления к раме отмечаются и маркируются․ Такелажные стропы крепятся к заводским точкам‚ проверка прочности креплений выполняется визуально и измерением натяжения․
Подъем двигателя осуществляется с применением грузоподъемного оборудования с грузоподъемностью‚ превышающей массу агрегата с запасом․ Центровка оборудования проводится по отмеченным осям․ Перемещение в транспортировочную зону производится по ровной поверхности с фиксацией агрегата на поддоне․
Разборка двигателя
Демонтаж узлов выполняется по этапам․ Разборка блок-картера производится с фиксацией маркировки․ Детали маркируются и упаковываются по каталогу․
Разборка блок-картера и привалочных поверхностей
Снятие масляного поддона производится с применением подъемного оборудования․ Очистка поверхности картера проводится растворителями‚ не оставляющими отложений․ Демонтаж крепежных элементов выполняется последовательным ослаблением болтов по схеме‚ исключающей деформацию․ Уплотнительные элементы удаляются и подвергаются визуальному и измерительному контролю․ Привалочные поверхности подвергаются осмотру на присутствие коррозии‚ трещин и выкрашивания покрытия․ Геометрия поверхностей измеряется плоскопараллельной линейкой и щупами․ Степень износа фиксируется в протоколе․ Допуск по плоскостности определяется технической документацией завода-изготовителя․ Механическое снятие наплывов производится мелкозернистой шлифмашинкой при контроле температуры детали․ При обнаружении превышения допустимых деформаций производится направление блока на восстановительную обработкию
Дефектовка деталей
Визуальный и размерный контроль блока‚ вала‚ шатунов․ Замер биения и износа․ Фиксация повреждений․ Составление акта дефектовки для ремонта․
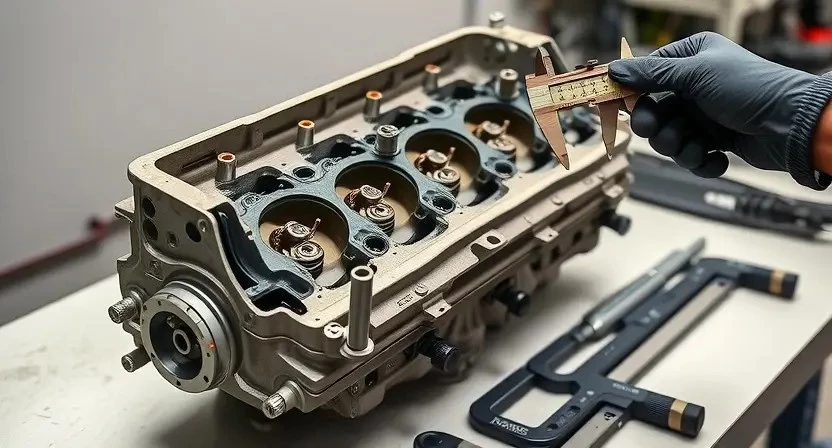
Контроль блока цилиндров‚ коленчатого вала и шатунов
Визуальная оценка поверхности блока цилиндров производится на предмет трещин‚ коррозии и механических повреждений․ Измерение диаметра цилиндров выполняется нутромером по нескольким уровням с фиксацией износа и овальности․ Прямолинейность привалочных поверхностей определяется щупом и линейкой с последующей фиксацией отклонений в протоколе․ Контроль посадочных мест под вкладыши производится микрометром и калиброванными щупами для установления масляных зазоров․
Балансировка коленчатого вала осуществляется при помощи динамического станка с фиксацией биений и масс․ Биение шеек коленвала измеряется индикатором часового типа․ Контроль на трещины осуществляется магнитопорошковой дефектоскопией или ультразвуковым методом в зависимости от состояния поверхности․ Оценка шатунов включает измерение прямолинейности‚ весовой разброс и проверку отверстий под поршневые пальцы․ Допуски сравниваются с заводскими значениями‚ несоответствия фиксируются в акте дефектовки;
Обработка блока цилиндров
Расточка и шлифовка цилиндров выполняются по рабочим допускам․ Поверхность шлифуется до требуемой шероховатости․ Контроль размеров производится․
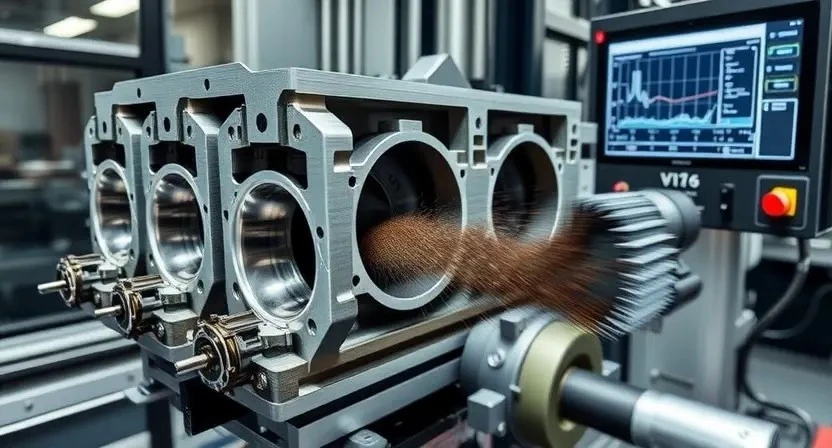
Шлифовка и расточка цилиндров с допусками
Подготовка блока к обработке включает очистку рабочей зоны и удаление загрязнений с привалочных поверхностей․ Разборка окончена‚ маркировка цилиндров выполнена․ Установка в станок производится с применением оправок и фиксаторов‚ обеспечивающих центровку в пределах заводского шага․ Контроль первоначального состояния выполняется измерением размеров‚ выявлением износа и овальности по контрольным точкам․
Расточка выполняется по заданным диаметрам ремонтных размеров․ Обработка поэтапная: черновая обработка с удалением основного износа‚ затем чистовая с соблюдением шероховатости поверхности․ Применение хонинговки допускается для достижения требуемой зернистости и креста․ Измерение диаметров производится после каждой операции с фиксацией результатов в акте․ Допуск на диаметр определяется технической документацией двигателя и ремонтным комплектом поршней․
Контроль параллельности и соосности привалочных поверхностей производится метрологическим инструментом․ Результаты измерений регистрируются в отчёте о дефектации․ Устранение отклонений через повторную обработку или замена детали с отражением в документации․
Замена поршней и колец
Подготовка двигателя к демонтажу поршневой группы․ Снятие колец‚ измерение посадочных диаметров‚ подбор ремонтных комплектов‚ монтаж с учётом зазоров․
Выбор ремонтного комплекта и монтажные допуски
Определение комплекта деталей производится по каталожным номерам двигателя BMW X7 4․4 V8 530 л․с․ (2019–н․в․)․ Выбор включает поршни‚ кольца‚ вкладыши коренные и шатунные‚ прокладки и сальники‚ направляющие клапанов‚ направляющие втулки․ Упаковка деталей должна сохранять маркировку и соответствие серийному номеру․ Сертификаты соответствия прилагаются к комплекту;
Контроль размеров осуществляется по рабочим чертежам и техническим условиям․ Измерение диаметра цилиндра производится микрометром и внутренним индикатором с допуском +0‚03 мм для ремонтного размера․ Допуск на овальность цилиндра установлен 0‚01 мм․ Параметры шатунной шейки: номинал по табличке в паспорте‚ допустимое изнашивание 0‚02 мм․ Масляный зазор вкладышей проверяется пластинчатым щупом; допуск установлен 0‚01–0‚03 мм в зависимости от класса комплекта․ Допуск на конусность коленвала ― 0‚02 мм․
Монтажные зазоры поршневых колец и канавок указываются в спецификации; зазор замера свободного кольца указывается для каждого диаметра цилиндра отдельно․ Суммирование допусков при сборке производится по методике завода-изготовителя․ Смазка деталей перед установкой выполняется по регламенту‚ при отсутствии рекомендаций использовать масло с вязкостью‚ указанной в сервисной документации․
Замена вкладышей и подшипников
Подбор ремонтных размеров производится по маркировке․ Измерение масляного зазора выполняется микрометром и щупом․ Установка вкладышей производится по метке․
Подбор размеров и проверка масляного зазора
Определение размеров вкладышей производится по заводским спецификациям BMW для двигателя 4․4 V8 530 л․с․ (2019–н․в․)․ Идентификация маркировки деталей осуществляется визуально и по каталожным номерам․ Подбор вкладышей производится по наружному диаметру шейки коленчатого вала и толщине вкладыша․ Сопоставление размеров осуществляется с допусками‚ указанными в документации производителя․ Расчёт масляного зазора производится вычитанием суммарной толщины вкладыша и шейки из номинального габарита․ Измерение зазора осуществляется щупом упругим‚ измерение производится при температуре‚ указанной в методике․
Контроль зазора выполняется по каждому посту шатунной группы․ Превышение верхнего предела признаётся дефектом; указание на замену вкладышей фиксируется в акте дефектовки․ Притирка не допускается в качестве метода достижения норм зазора․ Применение ремонтных размеров подтверждается записью в технической карте с указанием использованных номеров деталей и результативных измерений․
Ремонт или замена головки блока цилиндров
Ремонт ГБЦ включает дефектацию‚ шлифовку плоскости‚ расточку седел‚ восстановление направляющих‚ проверку на трещины методом гидроиспытания․
Расточка седел клапанов‚ шлифовка плоскости и проверка герметичности
Подготовка головки блока цилиндров к обработке производится по установленной технологической карте․ Снятие нагара и загрязнений выполняется обезжиривающими составами и механической очисткой без повреждений фасок․ Расточка седел клапанов производится по посадочным поверхностям с использованием направляющих и шаблонов‚ обеспечивающих концентричность․ Заявленные диаметры и углы восстанавливаются в соответствии с заводскими допусками․ Шлифовка плоскости выполняется после контроля плоскостности часовой линейкой и щупом; удаляемый слой фиксируется в протоколе․ После механической обработки контроль герметичности осуществляется методом жидкостного опрессовочного испытания под давлением‚ с фиксацией утечек в журнале․ Допуски и предельные износы документируются․ Результаты обработки подлежат внесению в отчет с указанием использованных инструментов‚ абразивов и замерных приборов․
Сборка двигателя
Сборка производится по узловой последовательности․ Моменты затяжки указываются в спецификации․ Смазка монтажная наносится на сопрягаемые поверхности․
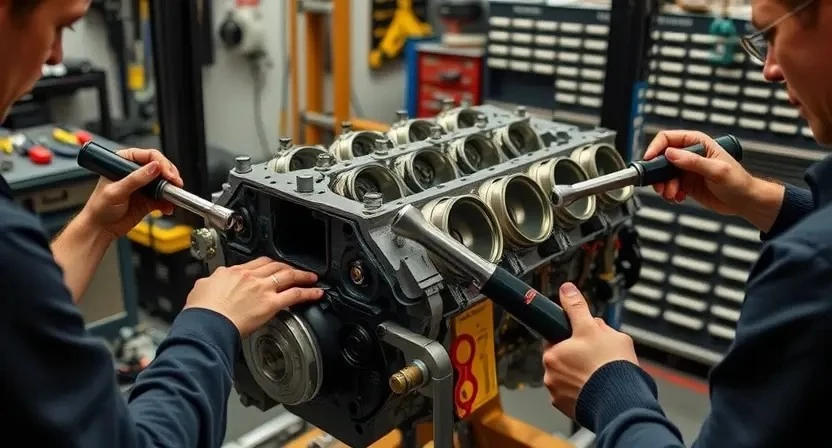
Сборочный порядок‚ моменты затяжки и смазка при сборке
Последовательность сборки двигателя устанавливается документами производителя․ Сборка блока производится в порядке‚ обеспечивающем сохранение геометрии и сопряжений поверхностей․ Установочные поверхности очищаются и обезжириваются․ Подготовка крепежа включает контроль резьбы и замену изношенных болтов․ Моменты затяжки головки и коренных крышек указываются в спецификациях с указанием фазового и окончательного этапов․ Затяжка выполняется ступенчато по заданной схеме и со сквозным контролем углового проворачивания болтов․
Смазка поверхностей производится специализированными составами․ Смазочные материалы наносятся на постели подшипников‚ шейки и направляющие перед сборкой․ Применение герметиков ограничивается указанными зонами․ Контроль остаточной величины зазоров осуществляется после окончательной затяжки․ Регистрация параметров выполняется в отчётной документации с указанием использованных материалов и измеренных значений․
Обкатка и первичная проверка
Обкатка производится на регламентированных режимах; контролирование давления масла‚ температуры и утечек; фиксация параметров и протоколирование результатов․
Режимы обкатки‚ контроль параметров и коррекция работы
Обкатка двигателя выполняется в несколько этапов с документированием режимов работы․ Первичный прогрев производится на холостом ходу до достижения рабочей температуры охлаждающей жидкости․ Затем выполняется повышенная нагрузка при частотах вращения до 3000 об/мин в течение заданного интервала времени․ Паузы для охлаждения и анализ параметров выполняются через контролируемые циклы․ Измерение давления масла производится на линиях подачи под нагрузкой и на холостом ходу․ Фиксация давления в резервной документации обязательна․
Контроль компрессии осуществляется после обкатки и перед регулировкой топливной системы․ Коррекция подачи топлива и изменения угла опережения зажигания выполняются на основании протоколов измерений․ Регистрация уровней вибрации и температуры выпускных газов производится в динамических режимах․ При отклонениях корректирующие мероприятия записываются в отчет с указанием измеренных значений и примененных параметров регулировки․

Финальная настройка и документирование
Финальная настройка производится после обкатки․ Параметры зафиксированы в акте․ Оформление сервисной карты и гарантийных записей проведено․