

Вhведение
Обслуживание двигателя Bowler Nemesis 5.0 V8 Supercharged 600 л.с. (2017): диагностика, оценка состояния, замеры компрессии и давления, документирование работ.
Описание объекта обслуживания
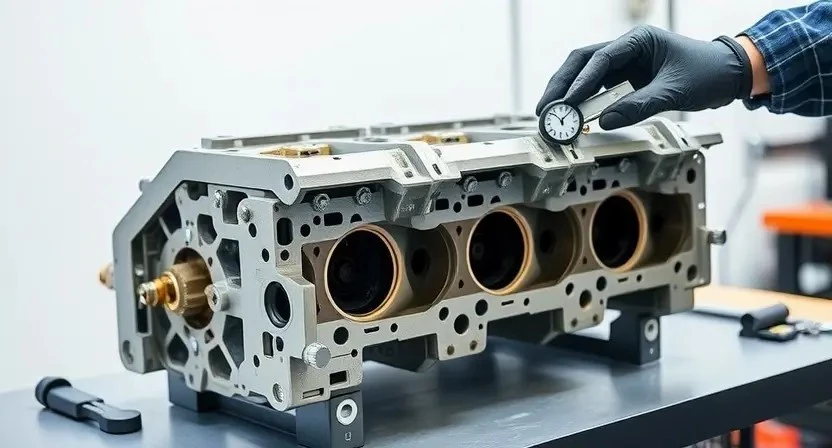
Объектом обслуживания является моторная установка Bowler Nemesis 5.0 V8 Supercharged 600 л.с. 2017 года выпуска. Конструкция включает алюминиевый блок цилиндров, нагнетатель Roots-тип, высоконапорную топливную систему и усиленные шатунно-поршневые узлы. Диапазон рабочей температуры и повышенные давления смазочной и наддувной систем учитываются при диагностике. Электронные блоки управления интегрированы с датчиками давления, температуры и угла опережения зажигания. Состояние окрасочных и уплотнительных поверхностей задокументировано при приеме.
Указанные работы по ремонту предполагают комплексную диагностику, замеры компрессии, измерение давления масла, демонтаж, разборку, дефектовку, шлифовку коленвала, расточку блока, замену поршней, колец, коренных и шатунных вкладышей, работу с головкой блока цилиндров, сборку, обкатку и финальную настройку. Комплектность узлов проверяется до начала работ. Подготовка документации включена в перечень операций.
Общие сведения о двигателе
Описание двигателя Bowler Nemesis 5.0 V8 Supercharged 600 л.с. (2017); конструктивные особенности, наддув, рабочий объём и основные узлы перечислены.
Технические характеристики Bowler Nemesis 5.0 V8 Supercharged 600 л.с. (2017)
Тип двигателя: бензиновый V8 с принудительной наддувной системой суперчарджер. Рабочий объем: 5,0 л. Мощность: 600 л.с. при указанном числе оборотов коленвала. Крутящий момент: паспортное значение указано производителем. Система питания: непосредственный впрыск топлива с электронной регулировкой. Система управления: электронный блок управления с адаптивными картами. Система смазки: сухой картер или комбинированная схема с масляным насосом высокого давления. Система охлаждения: закрытая с принудительной циркуляцией, электрическими вентиляторами. Газораспределение: DOHC, число клапанов на цилиндр указано изготовителем. Система выпуска: каталитическое нейтрализующее устройство с резонатором. Массовые и габаритные параметры регламентированы технической документацией.
Организация работ
Планирование операций включает последовательность этапов, распределение сроков, выделение оборудования и назначение ответственных за контроль качества.
Порядок проведения сервисного вмешательства
Предварительная фиксация состояния двигателя производится с использованием диагностической карты и фотографической документации. Снятие электрических и магистральных соединений выполняется по маркированной схеме. Обезвоживание и слив рабочих жидкостей осуществляется в герметичных емкостях с последующей утилизацией. Демонтаж вспомогательных агрегатов проводится по поэтапной инструкции с учётом моментов затяжки. Разборка агрегата производится на стенде с контролем размеров и сохранностью комплектующих. Дефектовка выполняется с применением неразрушающих методов и измерительных инструментов, результаты вносятся в акт. Ремонтные операции планируются на основании выявленных дефектов, последовательность операций документируется. Контроль натягов и допусков производится после каждой технологической операции, фиксация значений выполняется в протоколе. Сборка производится по обратной схеме с использованием новых уплотнений и регламентных моментов затяжки. Испытания работоспособности проводятся на холостом ходу и под нагрузкой с регистрацией параметров в электронном журнале.

Подготовка к диагностике
Подготовка автомобиля: оборудование подключено, пробег и сервисная история внесены в журнал. Инструменты подготовлены, измерительные приборы калиброваны.
Технологическая карта и инструментарий
Состав технологической карты охватывает последовательность операций по диагностике и ремонту двигателя Bowler Nemesis 5.0 V8 Supercharged 600 л.с. (2017). Включены этапы: приемка и фиксация состояния, подготовка к диагностике, проведение измерений компрессии и давления масла, визуальный осмотр, принятие решения о демонтаже, методика разборки, дефектовка, подготовка к шлифовке и расточке, контрольные замеры после восстановления, сборка и обкатка. Оформление картирования процедур производится с указанием кодов операций, нормо-времени и контрольных точек.
Перечень инструмента и оборудования приведен в спецификации. Обязательное оснащение: динамометрические ключи с указанием крутящих моментов, компрессометр для бензиновых систем высокого давления, манометр масляной системы с минимальной точностью измерения 0,1 бар, набор щупов для измерения зазоров, стенд для шлифовки и балансировки коленвала, расточной станок с ЧПУ для точной обработки блока, токарный и фрезерный инструмент для работы с ГБЦ, наборы оправок и съемников для поршней и вкладышей, пресс для сборки шатунов. Оборудование для контроля геометрии и шероховатости поверхностей включено: микрометрический инструмент с калибровкой, индикаторы часового типа, профильный портативный лазерный измеритель. Материалы и расходники стандартизированы и перечислены в спецификации: герметики по каталогу, болты класса прочности, монтажные пасты, смазки для сборки, новые вкладыши, кольца и поршни по каталогу производителя. Документирование операций предусматривает использование бланков приемки, протоколов измерений и актов приемосдаточных испытаний. Контрольные значения и допуски включены в технологические карты с указанием методик измерений и последовательности применяемых инструментов.
Электронная диагностика
Считывание кодов ошибок выполняется специализированным сканером. Интерпретация ошибок проводится по базе данных производителя. Протокол сохраняется.
Визуальный осмотр
Осмотр наружных элементов двигателя: выявление течей, коррозии, повреждений креплений. Фотофиксация дефектов. Ведение протокола осмотра.
Осмотр наружных элементов и креплений
Визуальный осмотр внешних компонентов двигателя выполнен в соответствии со стандартизированной процедурой. Кожухи, крышки распределительных механизмов и коллекторы обследованы на наличие трещин, деформаций и механических повреждений. Крепежные элементы проверены на целостность и правильность затяжки по моментам, указанным заводской документацией. Резьбовые соединения при контакте с маслом или коррозией отмечены для последующей замены. Шланги и патрубки осмотрены на износ, растрескивание и уплотнения на утечки. Кронштейны под распорки и опоры двигателя проверены на биение и смещение относительно посадочных мест. Результаты осмотра занесены в акт с фотографиями и перечнем деталей, подлежащих ремонту или замене.
Измерение компрессии
Измерение компрессии производится цилиндрно: подключение манометра, проворачивание коленвала, фиксация пиковых значений и занесение в протокол.
Методика замера, контрольные значения
Подготовка к замеру компрессии производится при температуре двигателя 60-80°C. Система зажигания отключается, подача топлива прекращается. Для исключения погрешностей применяется манометр с пределом не менее 30 бар и адаптер для свечных колодцев. Замер выполняется при проворачивании коленвала стартером до установившегося показателя; фиксирование максимального значения производится на каждом цилиндре. Контрольные значения компрессии для модели заданы в диапазоне 11,5-13,5 бар с пределом отклонения между цилиндрами 0,5 бар. Измерение давления масла производится манометром с точностью 0,1 бар на холодном и рабочем режимах. Нормативы давления масла: при холостом ходе 0,8-1,2 бар, при 3000 об/мин 3,5-4,5 бар. Отклонение от нормативов документируется и сопровождается протоколом замеров.
Измерение давления масла
Измерение давления масла производится манометром на холодном и рабочем режиме. Фиксация значений в протоколе. Отклонения подлежат документированию.
Последовательность измерений, нормативы давления
Подготовка стенда и аппарата измерения должна быть выполнена до начала работ. Отключение электропитания двигателя обеспечивается для безопасности. Прогрев двигателя до рабочей температуры производится в течение 10-15 минут. Снятие датчика давления или установка адаптера выполняется в соответствии с конструкцией маслопроводки. Измерение давления производится при холостом ходе, при 2000 об/мин и при максимальной нагрузке. Фиксация значений должна вестись по каждому цилиндру и общему маслонасосу. Нормативное давление при холодном двигателе: 1,5-2,5 бар. При прогретом двигателе: 1,0-1,8 бар на холостом ходу. При 2000 об/мин: 3,0-4,5 бар. Разница между цилиндрами должна быть не более 0,3 бар. Отклонения документируются с указанием места измерения, режима и показаний.
Оценка состояния системы охлаждения
Осмотр радиатора, термостатов и патрубков. Опрессовка системы выполнена. Уровень и состав охлаждающей жидкости задокументированы. Утечек не выявлено.
Проверка термостатов, радиатора и циркуляции
Визуальный осмотр радиатора выполнен для выявления внешних повреждений, коррозии и засоров. Давление в системе охлаждения измерено для установления герметичности. Испытание термостата проведено в контрольной бане с фиксацией температуры открытия и полного открытия. Замеры температуры на входе и выходе радиатора зафиксированы для оценки теплопередачи. Скорость потока охлаждающей жидкости измерена через диагностический канал. Контроль насоса охлаждения осуществлён по параметрам рабочего давления и акустическим характеристикам. Протечки в патрубках и фитингах задокументированы с указанием мест и степени повреждения. Рекомендуемая замена компонентов обозначена в отчёте; восстановление уплотнений и очистка теплообменника запланированы согласно регламенту.
Решение о демонтаже двигателя
Критерии демонтажа: снижение компрессии ниже нормативов, давление масла вне допуска, выявленные трещины, повторные отказы турбины и ГБЦ.
Критерии и документирование причин
Определение критериев производится по объективным параметрам. Измерения компрессии фиксируются с указанием давления по каждому цилиндру и отклонения от заводских значений. Давление масла регистрируется на холостом ходу и при рабочих оборотах с указанием величины в барах. Визуальная дефектовка оформляется перечнем обнаруженных повреждений: трещины, задиры, износ фасок, коррозия, следы перегрева. Диагностические коды, архивные логи и протоколы испытаний прилагаются к отчету. Причины поломок указываются с классификацией по механизму возникновения: масляное голодание, детонация, перегрев, износ уплотнений, заклинивание. Решение о демонтаже документируется с перечислением критериев: снижение компрессии более установленных допусков, расхождение показателей по давлению масла, повторяющиеся коды ошибок управления двигателем, наличие трещин в блоке или головке, критический износ вкладышей, невозможность восстановления функционала в сборе. В отчете приводятся ссылки на нормативы и примененные методики замеров, номера используемого оборудования, даты и время проведения процедур. Подписи ответственных лиц и печать предприятия включаются в комплект документов.

Снятие двигателя
Подготовка площади и стоек. Отсоединение электроразъёмов, трубопроводов и траспортационных креплений. Маркировка и упаковка снятого агрегата.
Технология отсоединения агрегатов и маркировка деталей
Отключение электрооборудования выполняется последовательным отключением клемм аккумулятора с фиксацией состояния цепей в журнале. Слив эксплуатационных жидкостей производится в подготовленную тару с указанием типа и объема. Демонтаж вспомогательных агрегатов выполняется с применением специализированного инструмента; винтовые соединения маркируются номером узла и направлением установки. Гибкие магистрали фиксируются заглушками после отсоединения для предотвращения загрязнения. Крепежные элементы группируются по длине и классу прочности в отдельных лотках с маркировочными этикетками. Электросхемы документируются с привязкой к серийным номерам разъемов. Маркировка осуществляется термоустойчивыми ярлыками с указанием позиции и порядкового номера снятия. Упаковка снятых компонентов производится в пронумерованные контейнеры с оформлением сопроводительной ведомости.
Разборка двигателя
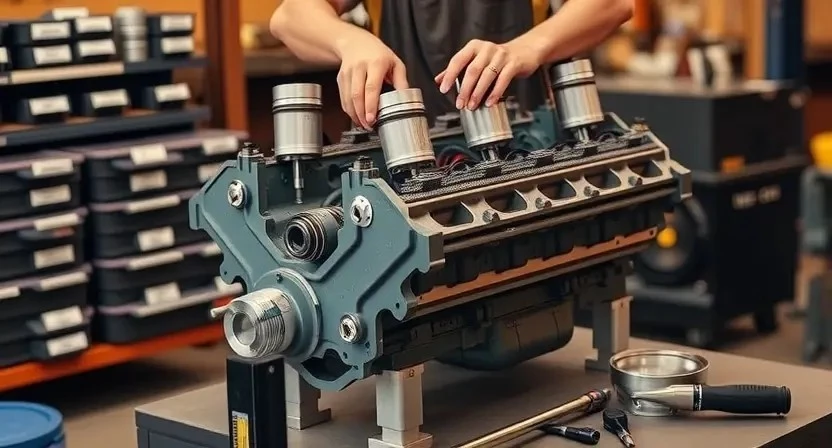
Разборка производится поэтапно: снятие навесного, демонтаж головки, извлечение поршней, маркировка компонентов, упаковка мелких деталей для сохранности.
Порядок разборки, хранение мелких компонентов
Разборка двигателя производится по узловой последовательности с фиксацией состояния соединений и маркировкой деталей. Демонтаж навесного оборудования оформляется протоколом с фотографированием. Болты и гайки сортируются по длине и шагу резьбы; разделение производится по контейнерам с маркировкой. Мелкие крепежные элементы укладываются в прозрачные пакеты с указанием позиции и номера детали. Подшипники и втулки помещаются на антиокислительную подложку с упаковкой. Сальники упаковываются индивидуально. Метки на деталях проставляются устойчивым маркером. Хранение осуществляется в стеллажах с указанием партии и даты извлечения. Ведомость состояния компонентов включается в общую карту работ. Контрольная проверка комплектации производится перед отправкой на дефектовку.
Дефектовка элементов
Оценка износа производится по измерениям деталей, выявление трещин и деформаций выполняется дефектоскопией, составление дефектного листа и решений по восстановлению.
Шлифовка коленвала
Шлифовка коленвала производится по замерам биения и износа. Задать допуски, обеспечить чистоту, выполнить балансировку и документировать результаты.
Контроль биения и восстановление поверхностей
Измерение биения коленвала производится на подшипниках при установке на приспособление. Допуск радиального биения установлен 0,02 мм. Зафиксированное отклонение свыше допуска подлежит оценке на восстановление.
Шлифовка шеек коленвала выполняется по замерам микрометром и индикатором. Снятие металла по шагам до достижения круглости с контролем шероховатости. Обработка выполняется до чистовой величины, обеспечивающей контактную поверхность с подшипником.
При наличии задиров и выработки цилиндрические поверхности подвергаются восстановлению наплавкой или хонингованию. Выбор способа обусловлен величиной дефекта и допусками на ремонтную величину.
После восстановления проводится повторный контроль биения и измерение диаметра. Документирование результатов производится в технологической карте.

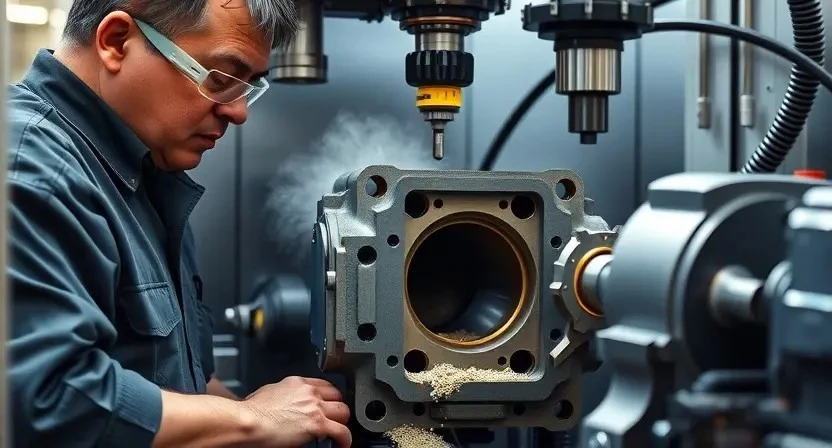
Расточка блока цилиндров
Расточка блока выполнена по допускам. Контрольный размер цилиндров зафиксирован. Протокол измерений добавлен в техническую документацию.
Точность обработки и допуски после расточки
Контроль диаметра цилиндров выполняется измерительным щупом и микрометром. Результат обработки фиксируется в протоколе с указанием фактического диаметра и овальности. Допуск на диаметр после расточки установлен в пределах +0,02 мм относительно номинала ремонтного размера. Конусность не должна превышать 0,03 мм на длине рабочей поверхности. Шероховатость поверхности поршневой канавки допускается не более Ra 0,8. Радиальные биения замеряются индикатором часового типа; допустимое значение биения на посадочном диаметре ― не более 0,02 мм. Объем удаления металла документируется. Ремонтные размеры отмечаются в карточке двигателя.
Замена поршней и колец
Демонтаж поршневой группы производится. Подбор поршней и колец по диаметру цилиндров. Монтаж с контролем зазоров и маркировкой деталей.
Подбор, установка и допуски зазоров
Подбор поршней и колец производится на основании рабочих размеров цилиндров после расточки. Измерение диаметра цилиндра и юбки поршня выполняется с применением микрометра и нутромера. Выбор комплекта производится по таблице допусков производителя. Установка поршневых колец проводится с ориентировкой замков по раскладке, зазор в замке определяется щупом. Контроль торцевого зазора шатунных и коренных вкладышей осуществляется измерением биения и снятием показаний микрометра; при несоответствии допусков выполняется замена. Притирка маслосъёмных канавок и установка новых направляющих проводится до сборки. Монтаж поршня с шатуном в цилиндр производится с применением оправки; осевой люфт и радиальный зазор фиксируются протоколом.
Замена коренных и шатунных вкладышей
Демонтаж крышек вкладышей. Измерение наружных диаметров. Подбор вкладышей по допускам. Контроль натягов масляных каналов. Сборка.
Контроль натягов и измерение масляных каналов
Контроль натягов коренных и шатунных вкладышей производится по технической карте двигателя Bowler Nemesis 5.0 V8 Supercharged 600 л.с. (2017). Измерение выполняется микрометром и нутромером для определения наружных и внутренних диаметров. Выявление отклонений фиксируется в протоколе. Измерение зазоров колец производится щупом через канавки цилиндров с указанием предельных величин. Давление масла при разных режимах фиксируется манометром на подаче и в магистралях после масляного насоса. Продувка каналов производится сжатым воздухом с маркировкой засоров и неметаллических отложений. Пропускная способность каналов оценивается расчётом расхода и сравнением с эталонными значениями. Протоколирование замеров и фотографирование участков, где обнаружены дефекты, выполняется для последующей дефектовки и принятия решения о восстановительной обработке.
Работы с головкой блока цилиндров
ГБЦ осматривается, шлифуется, заменяются направляющие и седла клапанов. Контроль плоскостности и герметичности выполняется документально.
Шлифовка ГБЦ, замена направляющих и седел клапанов
Подготовка головки блока цилиндров к обработке включает очистку рабочей поверхности и удаление старых прокладок. Измерение плоскостности выполняется микрометром и щупом; отклонения фиксируются в отчете. Шлифовка поверхности производится на специализированном станке с контролем шероховатости; допускаемые параметры указываются в технологической карте. Направляющие клапанов демонтируются с маркировкой посадочных мест. Подбор новых направляющих осуществляется по посадочному диаметру и твердости материала. Посадка направляющих производится прессовым способом с нагревом или охлаждением; допуски сверловки регистрируются. Седла клапанов выпрессовываются при необходимости; новые седла подбираются по профилю и твердости. Прирастачивание седел выполняется с применением оправок и режущих инструментов с измерением углов вала; контроль контакта производится индикатором и профильным шаблоном. После установки направляющих и седел производится расточка и притирка клапанов до достижения заданного контакта. Притирочные пасты применяются с записью времени обработки и числом циклов. Завершающий контроль включает измерение герметичности клапанов под давлением и фиксацию результатов в акте выполненных работ.
Сборка двигателя
Сборка производится по технологической карте. Применение моментов затяжки и герметиков фиксируется в журнале. Контроль крутящих моментов выполняется.
Последовательность сборки, применение герметиков и моментов затяжки
Сборка двигателя производится по этапам с документированием каждого шага. Контроль чистоты сопрягаемых поверхностей обязателен. Установочные поверхности обезжирены и просушены. Прокладки и сальники заменены на новые по спецификации. Фиксация компонентов выполнена в установленных позициях с маркировкой. Смазка подшипников и направляющих произведена специальными составами согласно паспорту деталей. Герметики применены по перечисленным зонам с указанными типами: анкерные фланцы, однокомпонентный силикон; резьбовые соединения — анаэробный состав средней прочности; плоскости корпусов — твердотельный герметик с высокой адгезией. Моменты затяжки распределены по этапам: предварительная последовательность выполняется крест-накрест с контролем угла; финальная затяжка производится динамометрическим ключом в два этапа по указанным значениям Н·м с контролем допусков. Заключительная проверка включает контроль биения и утечек под давлением.
Обкатка и первый пуск
Запуск двигателя производится поэтапно. Мониторинг оборотов, давления и температуры. Фиксация параметров в протоколе обслуживания.
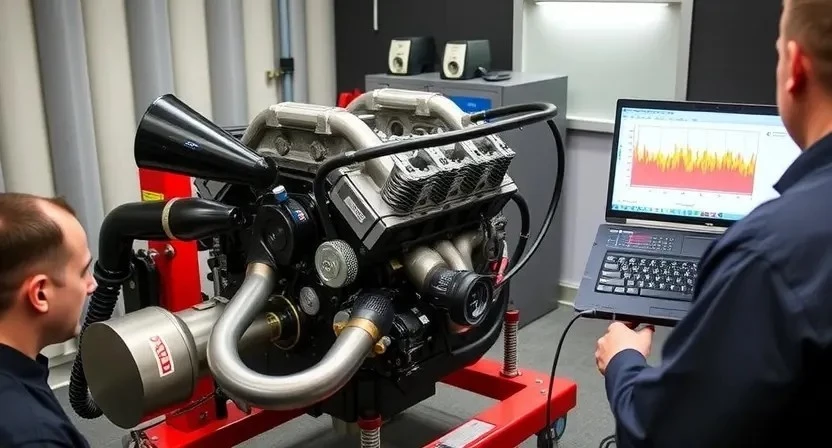
Режимы обкатки, мониторинг параметров в процессе
Обкатка выполняется на стенде или при установке в транспортное средство с целью стабилизации рабочих параметров после капитального ремонта. Первичный режим предусматривает холодный запуск и прогрев до рабочей температуры при холостом ходе в пределах 10-15 минут. Вторичный режим включает ступенчатую нагрузку: плавное увеличение оборотов до 3000 мин-1 с удержанием в течение 5 минут, последующая пауза для контроля утечек и температур.
Мониторинг производится непрерывно. Контролируемые параметры: давление масла, температура охлаждающей жидкости, частота вращения, состав выхлопных газов, показания датчиков детонации. Запись параметров выполняется в лог с интервалом не более 1 с. При фиксировании отклонений производится остановка и документирование неисправности. Восстановление допускается после устранения причин и повторной проверки параметров в тех же режимах.
Финальная настройка и регулировка
Настройка системы впрыска производится по заводским картам. Регулировка холостого хода и угла опережения зажигания выполняется по параметрам.
Настройка системы впрыска и проверка дымности
Настройка системы впрыска производится через калибровку ЭБУ с применением заводских карт и диагностического оборудования. Первичный этап включает считывание текущих параметров топлива, угла опережения зажигания и данных лямбда-зондов. Коррекция подачи топлива выполняется на основании динамических показателей при нагрузке и холостом ходе. Параметры форсунок подлежат оценке по времени открытия и равномерности распределения топлива между цилиндрами.
Проверка дымности осуществляется методом измерения оптической плотности выхлопа и анализом состава при помощи газоанализатора. Отбор проб производится при прогретом двигателе на регламентированных оборотах и при максимальной нагрузке. Результаты сопоставляются с нормативами производителя и фиксируются в протоколе. Исправление обнаруженных отклонений документируется с указанием внесённых корректировок в карты ЭБУ.
Докумтация и передача автомобиля
Составление отчёта о проведённых работах, фиксация измерений компрессии и давления, указание выполненных операций и гарантийных условий.
Составление отчета о работах и гарантийные условия
Оформление отчета производится по завершении сервисного вмешательства. В документ включаются перечень выполненных операций, примененные узлы и детали, номера серийных компонентов, значения измерений компрессии и давления масла, показания диагностического сканера, выявленные дефекты и выполненные ремонтные операции. Фотографическая фиксация критических этапов работ прилагается. Отметки о применении герметиков, смазочных материалов и моментных характеристик болтов фиксируются отдельно. Условия гарантии формализуются в виде срока по узлам и работам, перечня исключений и условий потери гарантии. Гарантийные обязательства оформляются в договоре, который содержит сроки вступления гарантии в силу, пределы ответственности и порядок претензионного рассмотрения. Требования к документированию возврата или рекламации включают описательные акты, протоколы замеров и акты передачи автомобиля после обкатки.