

Описание услуги по ремонту двигателя Buick Enclave 3.6 V6 310 л.с. предоставлено документально.
Назначение документа
Описать содержание и объем услуг по ремонту двигателя Buick Enclave 3.6 V6 310 л.с. (2007–2017). Предоставление каталога операций: диагностика, оценка состояния, измерение компрессии, измерение давления масла, снятие, разборка, дефектовка, шлифовка, расточка, замена поршней, колец и вкладышей, ремонт или замена ГБЦ, обкатка, настройка. Установить границы ответственности сервиса. Определить критерии приёмки работ и перечень отчётной документации.
Область применения
Оказание комплексной услуги по ремонту двигателя Buick Enclave 3.6 V6 310 л.с. (2007–2017) направлено на устранение механических и функциональных неисправностей, возникших в результате естественного износа, гидроудара, перегрева, недостаточного давления масла или загрязнений. Обслуживание распространяется на этапы диагностики, оценивания состояния, измерения компрессии и давления масла, демонтажа, разборки, дефектовки, шлифовальных и расточных работ, замены поршней, колец, вкладышей и головки блока, последующей обкатки и окончательной настройки.
Общие сведения о двигателе
Описание мотора 3.6 V6 310 л.с. представлено: алюминиевый блок, SOHC, фазовращатели.
Краткая характеристика мотора 3.6 V6 310 л.с.
Конструкция V6 с алюминиевым блоком цилиндров и головками. Объём 3.6 л, мощность 310 л.с., система непосредственного впрыска топлива. Турбонаддув отсутствует. Привод газораспределения ременной. Рабочие параметры: повышенная тепловая нагрузка, критичность чистоты масла и охлаждающей жидкости. Распределённый впрыск заменён на непосредственный в ряде модификаций. Система управления двигателем электронная, интегрированная с бортовой сетью.
Типичные конструктивные особенности и слабые места
Конфигурация V6 с алюминиевым блоком цилиндров и чугунными гильзами. Система ГРМ с гидрокомпенсаторами. Частые очаги износа: направляющие клапанов и сёдла при пробеге свыше 150000 км. Уплотнения маслонасоса подвержены деградации при использовании низкокачественного масла. Отложения во впускном коллекторе и на впускных клапанах при прямом впрыске. Коробчатая деформация масляного поддона возможна при гидроударах. Электромагнитные клапаны фаз газораспределения склонны к загрязнению.
Подготовка к работам
Организация рабочего места выполнена. Инструмент проверен. Этикетки для деталей подготовлены.
Организация рабочего места и инструмента
Подготовка рабочего места включает выделение площадки с ровным полом и освещением. Стенд для двигателя должен быть закреплён. Оснастка разделена по видам: ручной инструмент, динамометрический ключ, приборы измерения, пресс. Инструмент хранится в маркированных ящиках. Защита деталей обеспечивается контейнерами с накладками. Электропитание и вытяжка проверены. Маркировка снятых узлов выполняется с применением сроков хранения и этикеток.
Документация и технические данные
Каталог заводских спецификаций прилагается. Таблицы допусков компрессии и давления масла включены в пакет. Руководства по моментам затяжки и очередности сборки представлены в виде распечатанных листов. Схемы электрических соединений и маркировка разъемов включены в комплект. Сертификаты на применяемые запчасти и материалы приложены. Протоколы предварительной диагностики фиксируются в бланках. Журналы работ ведутся по каждому этапу.
Диагностика перед разборкой
Визуальный осмотр выполнен. Фиксация внешних повреждений, утечек и следов нагара произведена.
Порядок проведения визуального осмотра
Визуальный осмотр двигателя проводится по этапам. Внешняя проверка корпуса и навесных агрегатов выполняется на предмет коррозии, трещин и следов утечек. Крепежные элементы осматриваются на наличие деформаций и расшатываний. Состояние масляных и охлаждающих коммуникаций фиксируется в протоколе. Поверхности, прилегающие к ГБЦ и картерам, осматриваются на наличие нагара и механических повреждений. Резьбовые соединения проверяются на износ. Наличие посторонних предметов в впускном тракте фиксируется отдельно. Фиксация дефектов производится фотографиями и записями в журнале.
Электронная диагностика и считывание кодов
Подключение диагностического сканера производится к разъему OBD-II. Считывание сохранённых и текущих кодов неисправностей выполняется до проведения механических операций; Системы управления двигателем, впрыском и зажиганием обследуются по читаемым параметрам. Замеры живых данных выполняются для анализа показателей давления топлива, положения коленвала, фаз газораспределения и температуры охлаждающей жидкости. Протоколирование результатов производится в отчёт.

Оценка состояния компонентов
Визуальный осмотр выявлен коррозия, износ, задиры. Замер износа произведён с фиксацией результатов.
Анализ износа поршней и цилиндров
Визуальный осмотр поверхности поршней и цилиндров выполняется при разборке. Фиксация задиров, трещин и задиров производится с фотопротоколом. Измерение диаметра цилиндра производится нутромером в трех плоскостях на каждом участке. Измерение шатунного зазора и опорного биения поршня производится микрометром и щупами. Определение цилиндро-поршневых зазоров производится сравнением с заводскими допусками. Регистрация результатов в отчётной форме.
Оценка состояния коленвала и шатунных вкладышей
Визуальный осмотр шейки коленвала на наличие рисок, задиров, задирных забоев и коррозии выполняется при чистой поверхности. Измерение диаметра шейки производится микрометром в нескольких плоскостях для определения овальности и конусности. Контроль масляных каналов производится проходящей струей жидкости под давлением. Замена вкладышей определяется по величине радиального зазора, измеряемого пластинчатым щупом.
Измерение компрессии
Подготовка: отсоединение свечей, фиксация камеры, использование манометра с адаптером.
Подготовка к измерению
Подготовка к измерению компрессии предусматривает ряд последовательных операций. Отключение питания от бортовой сети производится для исключения включения стартера и повреждения оборудования. Демонтаж свечей зажигания и установка переходников измерителя обеспечиваются для получения доступа к камерам сгорания. Приведение коленчатого вала в ВМТ или зафиксированное положение производится для определения базовой точки. Давление топлива блокируется с помощью клапана или снятием предохранителя топливного насоса. Применение чистого манометра с адаптерами, соответствующими резьбам свечных колодцев, обеспечивается для корректных результатов. Запись исходных параметров окружения и температуры выполняется для корректировки данных.
Порядок выполнения замеров и обработка результатов
Подготовка двигателя к измерениям производится снятием свечей и подключением манометра компрессии; Замеры выполняются при проворачивании коленвала стартером в пределах трёх циклов на цилиндр. Полученные значения фиксируются в журнале по цилиндрам. Расчёт потерь производится как разница между максимальным и минимальным показателем. Отклонения от нормы сопоставляются с паспортными величинами. Анализ данных оформляется протоколом с выводами о прохождении работ.
Измерение давления масла
Проверка давления масла производится датчиком высокого давления через штуцер штатного контура.
Проверка давления в различных режимах работы
Измерение давления масла выполняется на холостом ходу, при повышенных оборотах и под нагрузкой. Подключение манометра производится к штатному порту или вместо датчика давления. Снятие показаний производится после прогрева до рабочей температуры. Для холостого хода фиксируются минимальные значения. Для режимов повышенных оборотов фиксируются пиковые значения. Под нагрузкой регистрируются устойчивые показатели.
Интерпретация показаний и допустимые значения
Интерпретация давления масла и компрессии проводится по нормативным значениям производителя. Компрессия в цилиндрах должна составлять 12,5–14,5 бар при горячем двигателе; разница между цилиндрами допускается до 0,5 бар. Давление масла на холостом ходу при рабочей температуре — 0,8–1,2 бар; при 3000 об/мин — 3,0–4,0 бар. Отклонения фиксируются и сопоставляются с износом уплотнений, масляного насоса и каналов.
Снятие двигателя
Освобождение моторного отсека производится последовательным отключением систем и маркировкой коммуникаций.
Последовательность демонтажа агрегатов и коммуникаций
Подготовка автомобиля к демонтажу включает снятие аккумуляторной батареи и изоляцию электрических цепей. Слив топливных магистралей и охлаждающей жидкости выполняется с использованием специализированной тары. Сборка воздухоподводящих трактов и впускного коллектора демонтируется для доступа к головке блока. Отсоединение трубопроводов масляной системы и датчиков производится с маркировкой и упаковкой. Крепления выпускной системы и коробки передач освобождаются. Демонтаж двигателя с рамы производится при применении грузоподъемного оборудования с фиксацией двигателя на траверсе. Маркировка коммуникаций выполняется для обеспечения последующей сборки.
Маркировка и хранение снятых деталей
Маркировка деталей производится с присвоением уникального кода и указанием позиции в сборке. Присоединенные бирки содержат обозначение детали, номер цилиндра и направление установки. Упаковка выполняется в чистую антистатичную тару с влагопоглотителем и антикоррозионной плёнкой. Хранение организовано по группам: корпусные, подвижные и мелкие крепёжные элементы. Складирование предусматривает поддоны с амортизирующей прослойкой и инвентаризацию по журналу.

Разборка двигателя
Послойная разборка блока и навесных узлов выполняется с маркировкой деталей и фиксацией размеров.
Алгоритм по блокам и узлам
Сборка разборки двигательной установки выполняется по модульному принципу. Сначала производится отключение электрических соединений и слив рабочих жидкостей. Затем снимается навесное оборудование и узлы подачи топлива. Блок цилиндров демонтируется совместно с масляным картером при контролируемой фиксации. Поршневая группа извлекается по цилиндрам. Коленчатый вал выводится после удаления шатунов. Головка блока демонтируется с маркировкой положения клапанов и болтов. Хранение снятых узлов предусматривается в таре с идентификацией.
Контрольные операции при разборке
Фиксация последовательности демонтажа производится в протоколе. Маркировка деталей производится метками с указанием положения и номера цилиндра. Измерение зазоров выполняется до очистки сопрягаемых поверхностей. Результаты заносятся в таблицу с допусками производителя. Контроль чистоты масляных каналов проводится промывкой и инспекцией. Визуальная оценка резьбовых соединений и торцевых поверхностей производится при увеличении. Отдельные узлы подвергаются магнитной дефектоскопии при необходимости.

Дефектовка деталей
Осмотр выполнен по методике: измерения, выявление трещин, износа, соответствие чертежным размерам.
Критерии годности цилиндров и поршней
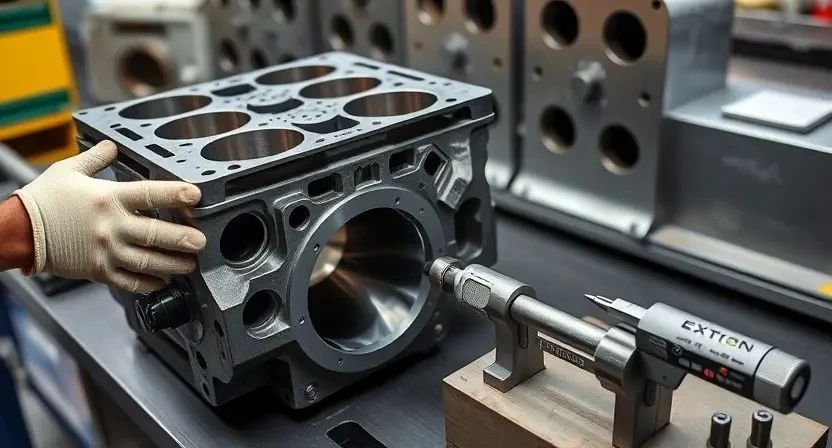
Визуальный осмотр поверхности цилиндров производится на предмет задиров, рисок, коррозии и трещин. Измерение цилиндрического конуса и овальности выполняется микрометром и измерительной щуповой системой с фиксацией показаний. Допустимые износы установлены в спецификации мотора. Замер диаметра поршня производится в двух плоскостях; превышение предела приводит к списанию детали. Наличие выработки в канавках поршневых колец является основанием для замены. Оценка задиров в поршневой юбке проводится с использованием индикаторов и отчетной документации.
Критерии годности шатунов, вкладышей и коленвала
Оценка шатунов производится по прямолинейности и признакам трещин. Замер биения рекомендовано проводить микрометром и щупами. Износ шеек коленвала фиксируется при превышении паспортных допусков. Поверхности вкладышей подлежат визуальной оценке на задиры, выкрашивание и деформацию. Контроль диаметра вкладышей и зазоров осуществляется измерением внутреннего диаметра и замером толщины оболочки. Допуск остаточного износа определяется по таблице производителя.
Шлифовка и расточка
Расточка цилиндров выполняется по номиналу; шлифовка коленвала проводится с контролем биений.
Точность и допуски при шлифовке коленвала
Шлифовка коленвала производится по установленным размерам вкладышей и посадочных шеек. Контроль диаметра шеек выполняется микрометром с точностью до 0,01 мм. Допуск износа до восстановления указывается в спецификации производителя двигателя. Размер ремонтных шеек фиксируется в чертеже; при необходимости устанавливается шейка ремонтного размера. Балансировка выполняется после шлифовки с допуском остаточной вибрации, указанной в нормативе.
Расточка цилиндров: размеры и этапы выполнения
Определение размеров цилиндров проводится измерительным инструментом с точностью до 0,01 мм. Исходный диаметр фиксируется при первом контроле; Допуск на ремонтную расточку указывается как +0,25 мм от заводского размера. Этап подготовки включает удаление нагара и проверку круглости. Расточка производится в несколько проходов с контролем перехода увеличения диаметра. После расточки выполняется хонингование с финишной зернистостью, обеспечивающей необходимую шероховатость.
Замена поршней и колец
Подбор поршней по размеру и зазорам. Монтаж кольцевых комплектов осуществляется по номерам.
Подбор поршней и зазоров маслосъемных и компрессионных колец
Определение точных размеров поршней производится по замерам расточки цилиндров и внутреннему диаметру блока. Подбор комплектов колец выполняется по номиналу поршней и классу расточки. Контроль торцевого и радиального зазоров производится измерительной линейкой и щупами. Зазоры маслосъемных колец устанавливаются в пределах, указанных в технической карте, компрессионных ౼ по паспорту деталей. Запасные элементы маркируются и комплектуются для монтажа.
Сборка поршневой группы и монтаж в блок
Подготовка компонентов выполнена: поршни, кольца и пальцы промаркированы по цилиндрам. Контроль зазоров колец произведён микрометром и щупом. Смазка рабочей поверхности нанесена слоем моторного масла указанного класса. Установка поршней в картер производится через направляющие хомуты поршневых колец. Шатунные крышки маркированы. Момент затяжки болтов шатунных крышек задан согласно технической карте производителя.
Замена вкладышей и сборка шатунно-коленчатого узла
Замена вкладышей выполнена по результатам дефектовки; зазоры измерены, сборка произведена с контролем момента.
Подготовка поверхностей и проверка зазоров
Очистка сопрягаемых поверхностей производится обезжириванием и удалением старых уплотнителей. Измерение зазоров между шейками и вкладышами выполняется трещоточным микрометром и щупами. Контроль ширины маслосъемных канавок проводится визуально и замером поперечным измерителем. Шероховатость поверхностей оценена профилометром. Допуски сверяются по таблице завода-изготовителя. Записи измерений фиксируются в бланке дефектовки.
Момент затяжки и порядок сборки
Момент затяжки коленчатого вала указан в сервисных данных: первоначальная затяжка 30 Н·м, последующая 90° поворот. Головки блока затягиваются по фазе: первичный момент 25 Н·м, затем 90° и дополнительно 90°. Шатунные болты заменяются новыми; затяжка выполняется в три этапа: 20 Н·м, 40 Н·м, угол 90°. Порядок сборки цилиндровой группы определяется номером цилиндра и направлен по схеме завода-изготовителя.
Ремонт или замена головки блока цилиндров (ГБЦ)
Диагностика ГБЦ выполнена. Оценка трещин, плоскостности и седел клапанов документирована.
Диагностика состояния ГБЦ и направления работ
Визуальный осмотр головки блока цилиндров выполнен с целью выявления трещин, коррозии, деформаций поверхностей. Контроль плоскостности производится прибором с точностью до 0,05 мм. Давление системы охлаждения проверено на герметичность под давлением 1,2–1,5 бар. Уплотнительные поверхности оценены по следам контакта и износу. Направление работ сформировано: проточка седел клапанов, правка плоскости, замена направляющих при превышении допусков.
Прокладки, клапаны, направляющие и ремонт фасок
Проверка герметичности головки блока цилиндров проводится вследствие дефектов прокладок и уплотнений. Замена прокладок выполняется при обнаружении разрушений, деформаций или следов перегрева. Измерение прилегания седел производиться специальными приборами. Направляющие клапанов подлежат оценке по износу внутреннего диаметра и биению. Ремонт фасок клапанов осуществляется шлифовкой с контролем угла седла и величины фаски. Параметры восстановления фиксируются в отчете.

Обкатка отремонтированного двигателя
Параметры обкатки заданы: прогрев до рабочей температуры, последовательное увеличение оборотов.
Контрольные замеры давления масла и компрессии выполняются через заданные интервалы пробега.
Параметры и режимы обкатки
Обкатка двигателя производится в несколько этапов с указанием режимов и контролируемых параметров. Первичный прогрев осуществляется при низкой частоте вращения коленвала до достижения рабочей температуры охлаждающей жидкости 80–90°C. После прогрева допускается переменная нагрузка с частотой вращения 1500–3000 об/мин в течение первого моточаса. Нарастание нагрузки планируется поэтапно. Фиксация давления масла и расхода топлива производится постоянно.
Контрольные измерения в процессе обкатки
Фиксация параметров производится в режимах холостого хода, повышенной и рабочей нагрузки. Измерение компрессии выполняется через каждые 100 км пробега обкатки. Регистрация давления масла производится при холодном пуске, при прогреве до рабочей температуры и при установившемся режиме. Параметры температурного поля фиксируются на головке блока и радиаторе. Ведомые данные вносится в протокол. Анализ отклонений производится по заводским допускам.
Настройка и окончательная проверка
Настройка фаз газораспределения производится. Финальная проверка компрессии и давления масла выполнена.
Настройка фаз газораспределения и впрыска
Настройка фаз газораспределения производится через измерение углов РВ и ВМТ при установленных метках. Регулировка осуществляется последовательностью перемещения фазовращателей и фиксации положения звездочек распредвалов. Настройка впрыска производится по показаниям топливных форсунок и сигналам ДПРВ с использованием диагностического адаптера. Калибровка ЭБУ выполняется записью таблиц впрыска после восстановления механических параметров.
Финальная проверка компрессии, давления масла и диагностика ошибок
Проведение окончательных измерений компрессии осуществляется после обкатки и прогрева двигателя до рабочей температуры. Измерение компрессии выполняется в каждом цилиндре с использованием калиброванного компрессометра, результаты фиксируются в протоколе. Параметры давления масла регистрируются в статическом и динамическом режимах при стандартных оборотах. Считывание кодов ошибок производится через диагностический разъем OBD-II, интерпретация кодов отражена в заключении.