
Оказание услуги по ремонту двигателя BYD Song DM i 1.5T с электромоторами 300 л.с. включает диагностику, оценку состояния и измерения параметров.
Цель документации
Определение предмета и объема работ по ремонту двигателя BYD Song DM i 1.5T с электромоторами 300 л.с. Формирование технического регламента на проведение диагностики, измерений компрессии и давления масла. Установление последовательности демонтажа, разборки и дефектовки силового агрегата. Фиксация критериев оценки износа блока цилиндров, поршневой группы, вкладышей, коленчатого вала и головки блока цилиндров. Описание операций по шлифовке и расточке с указанием контрольных размеров. Определение требований к подбору поршней, колец и вкладышей по допускам. Формирование протокола сборки с указанием моментов затяжки и применяемых герметиков. Установка порядка обкатки с программой режимов и контрольными точками для последующей калибровки электронных блоков управления гибридной системы.
Объект работ
Объектом работ является бензиново-электрическая силовая установка BYD Song DM i 1.5T с электромоторами 300 л.с., 2021–н.в., включая силовые и управляющие узлы.
Характеристика двигателя BYD Song DM i 1.5T с электромоторами 300 л.с.
Двигатель бензиновый 1.5T с непосредственным впрыском и турбонаддувом. Рабочий объем 1498 см3. Ход поршня и диаметр цилиндра соответствуют заводским заводским допускам. Силовой модуль гибридной установки включает два электромотора суммарной отдачи 300 л.с., интегрированные с трансмиссией через электроуправляемые муфты. Электроагрегаты охлаждаются независимой системой, питаемой от высоковольтной батареи. Система управления содержит отдельные блоки ЭБУ для бензиновой и электрической частей с обменом данных по CAN-шине. Конструкция ГРМ со ступенчатой фазировкой. Состояние рабочих поверхностей и зазоры подлежат измерению в процессе диагностики.

Перечень выполняемых услуг
Перечень услуг включает диагностику электронных систем, измерения компрессии и давления, демонтаж двигателя и разборку агрегатов.
Состав операций: диагностика, измерения, разделка, восстановление, обкатка, настройка
Перечень операций представлен разделёнными стадиями работ. Диагностика включает считывание кодов неисправностей, анализ логов управления гибридной установкой и визуальную инспекцию соединений высоковольтной части.
Измерения предусматривают определение компрессии по цилиндрам, измерение давления масла в контрольных точках и проверку сопротивлений обмоток электромоторов при заданных режимах.
Разделка предполагает демонтаж вспомогательных агрегатов, маркировку соединений и аккуратное складирование снятых деталей в защищённой таре.
Восстановление включает дефектовку компонентов, подбор деталей по допускам и восстановление посадочных поверхностей с протоколированием размеров.
Обкатка производится в соответствии с программой нагрузочных циклов, выполняется мониторинг параметров и фиксация результатов.
Настройка завершающего этапа включает калибровку электронных блоков и адаптацию гибридных режимов с сохранением конфигурационных файлов.
Подготовка рабочего места и инструментов
Подготовка места: очистка, освещение, защита пола. Инструменты калиброваны. Оснастка и стенды размещены согласно технологической карте.
Необходимое оборудование и метрологические приборы
Оборудование для выполнения работ включает подъемник грузоподъемностью, стенд для обкатки, пресс для выпрессовки и запрессовки. Инструментальная оснастка представлена набором динамометрических ключей, съемников шкивов, съемников подшипников, набором оправок и приспособлений для установки поршней и вкладышей. Для контроля размеров и допусков используются микрометр, нутромер, штангенциркуль, индикатор часового типа с подходящими магнитными базами. Метрологические приборы включают компрессометр с адаптерами, манометр для измерения давления масла с протоколируемым датчиком, калиброванные датчики температуры и переходные фитинги. Для балансировки коленвала применяется вибростенд и измерительная аппаратура с отчетами. Документация на приборы должна сопровождать калибровочные сертификаты.
Меры безопасности и охрана труда
Организация зон разделена. СИЗ назначены. Электробезопасность соблюдена. Огнезащита обеспечена. Эвакуационные пути размечены. Контроль доступа введён.
Организация зон, средства индивидуальной защиты, противопожарные мероприятия
Рабочие зоны разграничены по видам операций: диагностическая, демонтажная, механическая обработка, сборочная. Зоны маркированы цветом и обозначены напольными линиями. Хранение деталей обеспечено на стеллажах с маркировкой и упаковкой, снятые узлы размещаются на поддонах с пломбами. Вентиляция предусматривает вытяжной и приточный режимы для удаления паров топлива и смазочных материалов. Освещение соответствует нормам для визуального контроля и точных измерений.
Средства индивидуальной защиты включают специальные комбинезоны, защитные очки с боковой защитой, защитные перчатки с маслорезистивным покрытием, респираторы с фильтрами для органических паров, обувь с антистатической подошвой и защитой носка. Средства хранятся в шкафах и подвергаются проверке перед сменой.
Противопожарные мероприятия предусматривают наличие огнетушителей по классам A, B и C, стационарной системы пожарного оповещения и извещения, спланированные эвакуационные пути и точки сбора. Ёмкости с горючими жидкостями размещены в специальных контейнерах с защитой от пролива и рядом с постами локализации утечек. Электрические работоспособности контролируются измерениями изоляции и периодической проверкой заземления.

Первичная диагностика
Фиксация жалоб и симптомов. Считывание кодов ошибок. Визуальная инспекция элементов силовой установки. Оценка заменяемых агрегатов.
Анализ жалоб, проверка кодов ошибок, инспекция визуальных признаков неисправностей
Регистрация заявленных симптомов производится в журнале приемки с указанием времени, условий работы и нагрузки гибридной силовой установки. Считывание кодов ошибок осуществляется через диагностический интерфейс OBD и специализированные блоки управления гибридом. Расшифровка кодов проводится по официальным таблицам производителя с фиксацией параметров времени и частоты появления записей. Визуальная инспекция охватывает систему впуска, систему выпуска, состояние уплотнений, магистралей охлаждения и маслоснабжения, состояние электрических соединений и корпусных элементов электромоторов. Измерения параметров датчиков выполняются цифровым вольтметром и осциллографом для определения стабильности сигналов. При обнаружении утечек или механических повреждений производится фотодокументация и приведение дефектов в учетную форму. Результаты анализа оформляются протоколом с перечнем кодов, выявленных дефектов и рекомендациями по дальнейшим измерениям и диагностическим операциям.
Оценка состояния гибридной силовой установки
Оценка проводиться путем синхронной проверки бензиновой части и электромоторов; полученные параметры фиксируются для последующей диагностики.
Проверка взаимодействия бензиновой части и электромоторов, оценка рабочих параметров
Определение последовательности проверки взаимодействия бензиновой части и электромоторов производится по регламенту производителя. Подключение диагностического оборудования выполняется для считывания параметров ЭБУ силовой установки и инверторов. Снятие кодов ошибок и регистрация параметров рабочего цикла выполняются в режиме покоя и при заданных нагрузках. Синхронизация тактов впрыска и управления электромоторами контролируется по фазе зажигания и углу опережения впрыска. Измерение напряжения шины высокого напряжения и тока под нагрузкой фиксируется для оценки характеристик аккумуляторной системы. Оценка температурных режимов производится на входе и выходе системы охлаждения гибридного блока. Анализ разрешений на переключение режимов движения и состояния реле силовой линии проводится через логи ЭБУ. Испытания холостого хода и разгонные тесты используются для определения отклонений в крутящем моменте и нестабильности работы. Регистрация изменений частоты вращения и пульсации крутящего момента производится с применением тахометра и динамометрического стенда. Сравнение измеренных величин с заводскими нормами оформляется в отчете.

Измерение компрессии
Измерение компрессии производится цилиндр за цилиндром с применением манометра. Результаты фиксируются и сопоставляются с нормативами производителя.
Порядок выполнения, нормативные величины, обработка результатов
Определение компрессии выполняется при холодном двигателе и при отпущенном дросселе. Подготовка включает снятие свечей, установка модуля измерения в свечное отверстие и фиксация показаний на каждом цилиндре. Нормативная величина компрессии для бензиновой части указываема производителем; отклонение более 10% от среднего рассматривается как неприемлемое. Измерение давления масла производится при рабочей температуре и холостом ходе с подключением манометра к контрольной точке масляной системы. Нормативные давления указаны в технической документации; предусмотреть проверку при увеличенных оборотах. Обработка результатов включает сравнение показателей между цилиндрами, вычисление средних значений и определение границ допустимого износа; Фиксация данных в протоколе производится с указанием даты, серийного номера двигателя и применяемого прибора. При выявлении расхождений производится направленное измерение смазочных каналов и контроль геометрии блока; при подтверждении дефектов предусматривается дефектовка компонентов. Анализ результатов оформляется в виде заключения с перечнем рекомендованных операций и ссылкой на нормативные документы производителя.
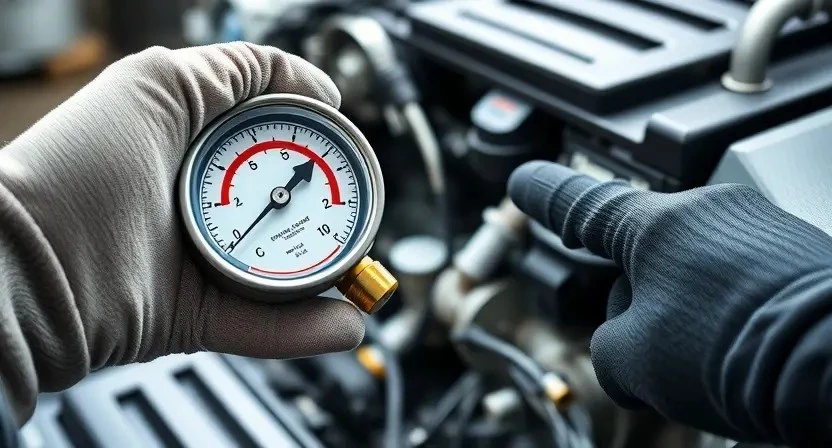
Измерение давления масла
Измерение давления масла производится манометром на холодном и прогретом двигателе. Фиксация показаний в точках холостой и рабочей частоты.
Методика измерения, контрольные точки, интерпретация показаний
Описание методики измерения давления масла составлено для бензиновой части гибридной силовой установки. Подготовка включает удаление масляного фильтра и подключение манометра к штуцеру масляной магистрали. Прогрев двигателя до рабочей температуры производится при снятом датчике давления масла для исключения искажения показаний. Контрольные точки установлены: пиковое давление на холостом ходу, давление при 2000 об/мин, давление при 4000 об/мин, падение давления при нагрузке. Нормативные диапазоны документированы по техническому регламенту производителя. Интерпретация показаний выполняется по таблице допустимых значений; отклонения классифицированы по степени ౼ незначительное, критическое, аварийное. Регистрация показаний должна включать время, температуру масла и положение дроссельной заслонки. Результаты измерений фиксируются в отчётной форме с указанием предпринятых дальнейших процедур по диагностике или ремонту.
Снятие двигателя
Демонтаж двигателя производится поэтапно: отсоединение электрических разъемов, слив жидкостей, маркировка креплений, применение подъемного оборудования;
Последовательность демонтажа агрегатов, маркировка соединений, хранение снятых деталей
Последовательность демонтажа устанавливается по отработанной схеме: отключение аккумуляторной системы высоковольтного контура, дренаж жидкостей, отсоединение электропроводки, снятие вспомогательных агрегатов, демонтаж компактных модулей гибридной передачи, извлечение силового агрегата. Маркировка выполняется по идентификаторам: номер линии, позиция в жгуте, направление установки. Применение самоклеящихся бирок и фотодокументации. Хранение снятых деталей предусматривает размещение на поддонах с амортизацией, укладку в коробки с антикоррозионными вкладышами, хранение болтов по комплектам в контейнерах с крышками. Уплотнения складируются в индивидуальные пакеты с указанием узла и даты извлечения. Протоколирование операций оформляется в бланке с печатью и подписью ответственного за демонтаж.
Разборка агрегата
Разборка выполнена по узлам. Маркировка соединений произведена. Детали уложены по партиям. Корпус и навесное очищены от загрязнений.
Разборка узлов, фиксация дефектов, учет износа
Разборка узлов проводится по фиксированной последовательности с применением специфицированных инструментов и маркировкой всех соединений. Детали систем подачи топлива, охлаждения и смазки демонтируются отдельно. Фиксация дефектов производится с фотографированием, описанием мест повреждений и измерениями параметров, влияющих на работоспособность. Учет износа ведётся по контрольным размерам и предельным допускам, указанных в паспортной документации. Ненадёжные крепежные элементы маркируются для замены. Повреждения корпусных деталей регистрируются с указанием типа коррозии, трещины или деформации. Замеры поверхностей цилиндров и шатунных шеек протоколируются. Результаты сверяются с каталогами допустимых величин. Протокол дефектовки формируется с перечнем деталей для восстановления или замены и указанием приоритетности работ.
Дефектовка компонентов
Выявление дефектов блока, коленвала, шатунов, ГБЦ и поршней производится по измерениям, визуальной оценке и контрольным проверкам на стенде.
Методика выявления дефектов блока цилиндров, коленвала, шатунов, ГБЦ и поршней
Осмотр поверхности блока цилиндров выполняется под микроскопом или увеличительной лупой для выявления трещин, коррозии и износа плоскостей. Измерение геометрии цилиндров производится нутромером и индикатором часового типа с фиксацией размеров по высоте и диаметру. Контроль состояния коленвала выполняется с помощью измерения биения и овальности на линийной стенде, оценка рабочего диаметра шейки производится микрометром.
Проверка шатунов включает измерение зазора вкладышей и контроль угловой деформации специальным приспособлением. Оценка поршней производится по диаметру, износу юбки и состоянию канавок для компрессионных колец. Испытание ГБЦ проводится методом герметичности камер сгорания с применением давления и визуализацией протечек. Составление дефектного ведомства с присвоением категории годности и указанием допусков.
Шлифовка и расточка
Расточка цилиндров производится по размеру ремонтного комплекта. Шлифовка коленвала выполняется с контролем овальности и биения, проточка по допускам.
Технология шлифовки коленвала и расточки цилиндров, контроль размеров
Подготовка изделий к обработке включает очистку и маркировку рабочих поверхностей. Контроль состояния шеек и цилиндров производится измерением на микрометрах и индикаторах с последующим протоколированием.
Шлифовка коленвала выполняется на специальных станках с установкой центров и балансировкой. Обработка проводится по техническим картам с указанием шлифуемых посадочных и опорных зон. Контроль радиального и осевого биения выполняется после каждой операции.
Расточка цилиндров проводится на горизонтально-расточных станках с применением оправок и фиксацией баз. Поперечная и продольная овальность фиксируется измерениями внутрицилиндровыми калибрами. Измеренные значения сопоставляются с заводскими допусками. Протокол допусков прилагаеться к технической ведомости.
Замена поршней, вкладышей и колец
Подбор деталей по допускам. Замена поршней, вкладышей и колец производится по измерениям. Контроль зазоров и посадок перед сборкой.
Выбор деталей по допускам, порядок сборки, проверка зазоров
Выбор комплектующих производится на основании заводских допусков и измерений деталей после дефектовки. Допуски блоков цилиндров и колец сопоставляются с номинальными величинами, отмеченными в технической документации. Подбор шатунных и коренных вкладышей выполняется по замерам коленвала и по соответствию посадочных мест. Порядок сборки отражён в последовательности установки: вкладыши в крышки, установка коленвала, проверка осевого зазора, установка шатунов с поршнями, установка масляного насоса и привода ГРМ. Контроль зазоров производится измерением щупом и микрометрией, протяжка болтов выполняется по указанным моментам, фиксация результатов в акте работ.
Ремонт или замена головки блока цилиндров (ГБЦ)
Оценка поверхности ГБЦ проводится. Фрезеровка выполняется при искривлении. Замена клапанов и направляющих производится по износу.
Оценка состояния ГБЦ, фрезеровка, смена клапанов и направляющих при необходимости
При осмотре головки блока цилиндров производится визуальная и инструментальная оценка плоскости привалочной поверхности, фасок и камер сгорания. Замеры плоскостности выполняются индикатором часового типа и уровнем с поверочной линейкой; допуск деформации указан в технической документации производителя. Контроль седел клапанов осуществляется микрометрией и дефектоскопией; при износе или эрозии проводится замер углов прилегания и глубины посадки. Измерение зазора в направляющих выполняется проходными щупами; при превышении предела посадки фиксируется необходимость замены направляющих. При выявлении трещин применяется магнитная или ультразвуковая дефектоскопия. Фрезеровка плоскости производится на специализированном станке с фиксацией допуска на шероховатость; обработка сопровождается контролем параллельности и угловой деформации. Выполнение замены клапанов включает подбор деталей по каталожным номерам и калибровку по длине штока. Инсталляция новых направляющих и клапанов сопровождается применением установочных инструментов и смазочных материалов по нормативам. Контроль герметичности камер осуществляется вакуумным или обратным методом с фиксацией времени падения давления. Протокол испытаний составляется с указанием измеренных величин и принятых ремонтных операций.

Сборка двигателя
Сборка двигателя производится по контролю момента затяжки, поочерёдной установке узлов, по применению герметиков и по подтверждению соосности сборки.
Контроль момента затяжки, последовательность установки узлов, применение герметиков
Контроль момента затяжки выполняется в соответствии с технической документацией производителя. Моменты затяжки головки блока цилиндров и вспомогательных фланцев приводятся в таблице спецификаций. Порядок затяжки коленчатого вала, шатунных крышек и коренных подшипников соблюдается по фазовой схеме, указанной в регламенте. Последовательность установки узлов предусматривает установку прокладок, монтаж направляющих и крепежных деталей с маркировкой.
Применение герметиков регламентируется составом и температурными ограничениями. Области нанесения герметиков определяются на чертежах посадочных поверхностей. Время выдержки до окончательной сборки указывается в инструкции.
Обкатка и проверка после ремонта
Проведение обкатки производится по этапам: холостой ход, постепенная нагрузка, контроль температуры, повторные измерения компрессии и давления масла.
Программа обкатки, контроль параметров в динамике, повторные измерения компрессии и давления масла
Программа обкатки составлена для восстановления рабочих характеристик бензиновой части гибридной установки после капитального ремонта. Выполнение этапов производится в последовательности: прогрев на холостом ходу до рабочей температуры, ступенчатое увеличение нагрузки на двигателе по заданной шкале оборотов, выдерживание интервалов нагрузки с регламентированными паузами. Контроль параметров в динамике производится путем регистрационного снятия показаний давления масла, температуры охлаждающей жидкости, оборотов двигателя и расхода топлива. Повторные измерения компрессии осуществляются после окончательной обкатки и перед окончательной сдачей работы. Контроль давления масла производится на холодном и нагретом двигателе в контрольных точках масляной системы. Запись результатов в журнал технического контроля.

Настройка и калибровка систем
Калибровка ЭБУ выполняется после сборки. Настройка адаптаций гибридного режима проводится через диагностический интерфейс. Параметры сохранены.
Калибровка электронных блоков управления, адаптация гибридных режимов, окончательная проверка работоспособности
Калибровка ЭБУ выполняется в несколько этапов. Подготовка включает подключение диагностического интерфейса, питание от бортовой сети и стабильное заземление. Выполнение загрузки актуальных прошивок производится через официальный протокол обслуживания. Адаптация гибридных режимов производится программной синхронизацией бензиновой части и инверторов электромоторов. Параметры управления зарядкой и отдачей мощности устанавливаются по заводским таблицам. Параметры холостого хода и временные координаты форсунок регулируются с контролем угла опережения зажигания. Испытания проводятся на стенде и в дорожных условиях. Мониторинг показателей осуществляется по каналам телеметрии. Ошибки записываются в журнал с указанием кодов, времени и условий воспроизведения. Завершение работы фиксируется протоколом с перечнем выполненных операций и измеренных значений.