

Оказание ремонта двигателя Changan CS75 Plus 1;5 Turbo 188 л․с․: диагностика, оценка состояния, измерения компрессии и давления масла, комплекс ремонтных работ․

Область применения и модель двигателя
Применение: ремонт силового агрегата Changan CS75 Plus 1․5 Turbo 188 л․с․ 2013–н․в․; обслуживание восстановительное и диагностическое для бензиновых турбомоторов․
Идентификация двигателя Changan CS75 Plus 1․5 Turbo 188 л․с․
Идентификация двигателя производится по маркировке на блоке цилиндров и шильдику на моторном отсеке․ Номер двигателя сверяется с базой данных изготовителя и заводскими паспортными данными․ Тип двигателя обозначается как 1;5 Turbo, рабочий объём 1498 см3, номинальная мощность 188 л․с․, система непосредственного впрыска топлива․ Серийные коды и калибровочные номера фиксируются в отчётной документации․ Версионность программного обеспечения ECU указывается отдельно и регистрируется․ Присутствие турбокомпрессора и система охлаждения отмечаются в карточке․ Состояние наружных уплотнений и мест крепления отмечается фотографированием․

Состав работ и последовательность
Перечень операций: диагностические измерения, оценка состояния, демонтаж агрегата, разборка, дефектовка, обработка деталей, сборка, обкатка и настройка․
Перечень выполняемых операций
Выполняется входная диагностика двигателя с фиксацией параметров․ Выполняется измерение компрессии в каждом цилиндре с регистрацией результатов․ Выполняется контроль давления масла в рабочем режиме с записью графиков․ Осуществляется демонтаж агрегата с маркировкой соединений и упаковкой снятых узлов․ Проводится разборка силового узла по регламенту с фотографированием этапов․ Выполняется дефектовка деталей с измерением зазоров и обнаружением трещин․ Производится шлифовка и расточка цилиндров в соответствии с технологическими допусками․ Проводится подбор и замена поршней, колец и вкладышей по допускам․ Выполняется ремонт или замена головки блока, включая смену клапанов и направляющих․ Завершается сборка контролем моментов и фаз газораспределения․ Производится обкатка и окончательная настройка систем двигателя․
Подготовка к приёму автомобиля
Оформление входной заявки․ Осмотр внешних элементов․ Замеры уровней жидкостей․ Фиксация выявленных дефектов в журнале приёма․
Документация и ведение технической карты
Регистрация работ проводится в технической карте․ Внесение данных о модели Changan CS75 Plus 1․5 Turbo 188 л․с․ выполняется при приёме․ Фиксация внешнего состояния автомобиля, пробега и серийных номеров узлов производится до начала диагностических процедур․ Описание устранённых неисправностей и применённых компонентов оформляется в виде записей с указанием артикулов и размеров․ Результаты измерений компрессии и давления масла фиксируются в отдельной таблице с паспортными значениями․ Перечень выполненных операций сопровождается временем начала и окончания каждого этапа․ Маркировка снятых деталей регистрируется и привязывается к номеру технической карты․ Хранение документов обеспечивается в электронном и бумажном архивах с указанием ответственного лица и срока хранения․

Первичная диагностическая процедура
Визуальный осмотр двигателя․ Регистрация внешних дефектов․ Снятие кодов ошибок․ Проведение базовых измерений давления и компрессии в цилиндрах․
Визуальный осмотр и внешние проверки
Осмотр наружных элементов двигателя проводится с целью выявления видимых повреждений и утечек․ Поверхности корпуса, креплений и комплектующих обследуются на наличие трещин, коррозии, механических деформаций․ Состояние уплотнений, прокладок и сальников регистрируется с указанием места и характера дефекта․ Шланги и электрические разъемы оцениваются на предмет трещин, изломов и ослабления контактных соединений․ Крепеж проверяется на соответствие номинальным моментам затяжки и признакам пластической деформации․ Визуализация масляных пятен и следов охлаждающей жидкости документируется с указанием локализации․ Фиксация результатов производится в отчётной форме с фотографиями и пометками по приоритету устранения․ Визуальный контроль воздушного и топливного трактов проводится на предмет засорения и механических повреждений․
Диагностика рабочих параметров
Измерение компрессии и давления масла производится по нормам завода․ Снятие показателей выполняется в прогретом моторе при фиксированных оборотах холостого хода․
Измерение компрессии цилиндров
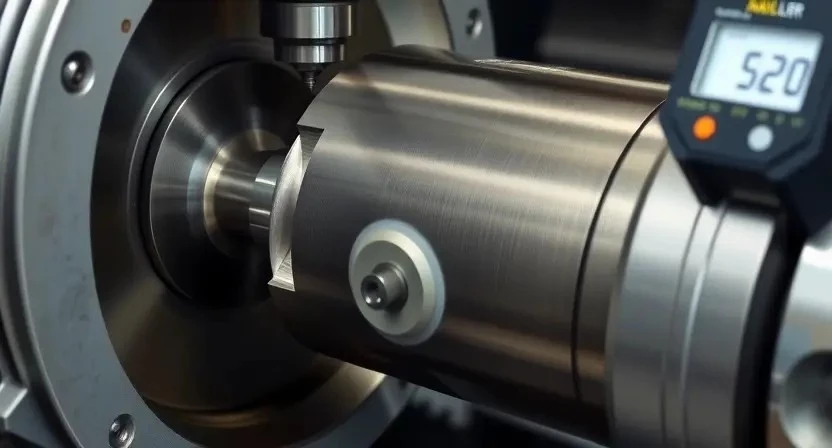
Подготовка двигателя к измерению компрессии производится путем удаления высоковольтных проводов и топливной подачи, чтобы исключить воспламенение и подачу топлива․ Каждый цилиндр устанавливается в положение верхней мертвой точки такта сжатия для получения воспроизводимых данных․ Применение манометра давления с резьбовым адаптером производится непосредственно в свечное отверстие․ Поршень прокручивается стартером при отключённой топливной системе․ Замер давления выполняется при стабильных оборотах и фиксируется пик давления․ Для повышения достоверности выполняется три замера на цилиндр с последующей записью и усреднением․ Сопоставление результатов производится с нормативными значениями производителя․
Диагностика системы смазки
Измерение давления масла в рабочем режиме производится манометром․ Отбор проб масла для анализа․ Осмотр магистралей, фильтра и масляного насоса․
Измерение давления масла в рабочем режиме
Подключение манометра производится к рабочему выходу масляной магистрали через штатное резьбовое соединение или переходник․ Двигатель прогревается до эксплуатационной температуры, затем фиксируются показания на холостом ходу и при увеличенных оборотах․ Снятие показаний выполняется через определённые интервалы времени для исключения погрешностей․ Сравнение результатов выполнения измерений производится с заводскими нормативами для модели 1․5 Turbo 188 л․с․ Отклонения от нормативов документируются․ При обнаружении пониженного давления производится регистрация сопутствующих признаков: шумы в приводе, эмульсия, повышенный расход масла․ По результатам измерений формируется заключение о состоянии масляной системы и необходимости последующих операций․
Оценка результатов диагностики
Сопоставление измерений компрессии и давления масла с нормативами․ Оценка износа по допускам․ Решение о ремонте выносится на основании данных․
Сопоставление измеренных параметров с нормативами
Сопоставление измеренных параметров с нормативами производится по установленным заводским таблицам для двигателя Changan CS75 Plus 1․5 Turbo 188 л․с․ Значения компрессии цилиндров сравниваются с диапазоном допуска; фиксирование отклонений происходит по абсолютным значениям и по разбросу между цилиндрами․ Давление масла сопоставляется с рабочими графиками при холодном и прогретом состоянии двигателя․ Измеренные величины, находящиеся за пределами допуска, классифицируются по степени критичности․ Выделение причин отклонений производится на основании аналитики по компрессии и давлению масла․ Документирование результатов выполняется в технической карте; указание измерений, таблиц нормативов и выводов включается в отчёт․
Принятие решения о демонтаже двигателя
Оценка результатов диагностики: измерения компрессии и давления масла сопоставлены с нормами․ Демонтаж назначается при значительных отклонениях․
Критерии для выполнения снятия агрегата
Проведение демонтажа двигателя допускается при выявлении компрессии ниже нормативного диапазона более чем в двух цилиндрах, при разнице между цилиндрами свыше 15% от среднего значения․ Обнаружение металлических частиц в масле или масляном фильтре с признаками абразивного износа рассматривается как основание для снятия․ Регистрация давления масла в рабочем режиме ниже паспортного значения при учёте исправной маслонасосной системы является критерием․ Наличие трещин в блоке цилиндров, разрушение расточек под вкладыши, деформация посадочных мест под крепления, обширная коррозия внутренних полостей и задиры на гильзах, не поддающиеся шлифовке в пределах ремонтного допуска, оцениваются как основания․ Несоответствие положения шеек коленвала и износ коренных или шатунных вкладышей за пределы ремонтных размеров фиксируеться для демонтажа․ При выявлении прогара днища поршня с прорывом в каналы и повреждении стенки цилиндра вплоть до нарушения герметичности приведение двигателя в ремонт с демонтажем считается обязательным․ При нарушении фаз газораспределения вследствие разрушения натяжителей или проскока ремня в комбинации с механическими повреждениями клапанов и направляющих выполнение снятия агрегата признаётся целесообразным для проведения разборки и дефектовки․

Снятие и маркировка компонентов
Снятие агрегата производится методом пооперационной фиксации, маркировка деталей выполняется с указанием позиции и ориентации, упаковка для хранения предусмотрена․
Регистрация и упаковка снятых узлов
Выполнение регистрации снятых деталей производится документированием наименования, кода и состояния каждого узла․ Присвоение уникального идентификатора производится посредством штрих-кода или QR-метки․ Фотофиксация внешнего состояния компонентов выполняется при естественном освещении с указанием ориентировочных размеров возможных дефектов․ Указание места хранения наносится в журнале складирования․ Упаковка узлов осуществляется в тару, обеспечивающую защиту от коррозии и механических повреждений․ Для мелких деталей применяется маркированная емкость с влагопоглотителем․ Крупные агрегаты размещаются на поддонах с фиксирующими прокладками и пломбированием․ Сопроводительная документация формируется в отдельный пакет и прикладывается к основной упаковке․
Разборка силового агрегата
Разборка выполняется поэтапно: снять навесное, демонтировать ГРМ, отсоединить выпускной тракт, разделить блок и головку для дальнейшей дефектовки․
Порядок разборки блока цилиндров и головки
Демонтаж головки блока производится после фиксации меток газораспределения и слива технических жидкостей․ Снятие навесного оборудования и трубопроводов выполняется по этапам, обеспечивающим доступ к крепежу․ Болты крепления головки выкручиваются последовательностью от центра к периферии с контролем момента ослабления․ Головка поднята и размещена на опоре для предотвращения деформации․ Герметик и прокладка удалены механическим способом с последующей очисткой рабочих поверхностей․ Поршневая группа извлекается через отверстия цилиндров после демонтажа масляного поддона и маховика․ Блок закреплён на стойке для разборки и маркировки деталей․ Маховик и коленчатый вал демонтированы по инструкции завода-изготовителя․ Вкладыши шатунов освободлены и извлечены с регистрацией размеров и состояния․ Детали упакованы с применением маркировочных бирок и антикоррозионных покрытий для хранения до дефектовки․

Дефектовка и оценка износа
Дефектовка выполнена: измерены зазоры, оценены трещины, износ поршней и цилиндров, определена пригодность деталей для ремонта или замены․
Контроль размеров и выявление повреждений
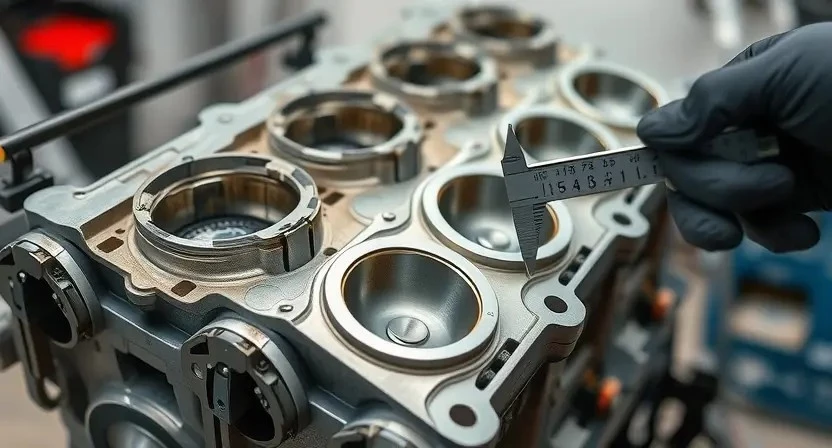
Измерение рабочих поверхностей двигателя производится с использованием калиброванных инструментов․ Контроль цилиндров включает замеры диаметра, круглости и конусности штангенциркулем и микрометром․ Параметры устанавливаются по технической документации производителя․ Замер шатунных шеек и посадочных мест коленвала проводится микрометром с фиксацией показаний․ Проверка зазоров вкладышей осуществляется определением базовых размеров с последующим сопоставлением с допустимыми величинами․ Оценка износа поршней и канавок колец производится визуально и инструментально․ Контроль поверхности блока выявляет раковины, трещины и выкрашивание металла методом магнитной дефектоскопии или капиллярного контроля․ Регистрация дефектов и внесение данных в бланк дефектовки обязательны․ Решение о ремонте или замене компонентов принимается на основе зафиксированных отклонений от нормативов․
Шлифовка и расточка цилиндров
Проведение шлифовки и расточки цилиндров․ Контроль размеров, установление ремонтного класса, применение хонинга․ Финишная обработка поверхности․
Технологические параметры и допустимые пределы обработки
Определение размеров цилиндров производится по заводским чертежам․ Диаметр цилиндра в номинале 82,0 мм․ Допуск на износ до 0,25 мм от номинала․ Расточка на ремонтный размер выполняется до +0,50 мм с шагом 0,25 мм․ Шероховатость зеркала цилиндра после обработки не более Ra 0,4 мкм․ Конусность допускается не более 0,03 мм на длине рабочего хода․ Биение поверхности плоскости блока не должно превышать 0,05 мм на длине 300 мм․ Точность круглости цилиндра контролируется до 0,02 мм․ Перпендикулярность оси цилиндра к плоскости блока контролируется до 0,03 мм․ Нагрев при шлифовке ограничивается для исключения перегрева материала; контроль температуры производится посредством контактного пирометра в процессе обработки․
Замена поршней, колец и вкладышей
Замена поршней проводится с подбором ремонтного размера․ Установить новые кольца по кромке посадочных канавок․ Вкладыши заменены согласно допускам․
Подбор и установка ремонтных компонентов
Подбор компонентов производится на основании результатов дефектовки и замеров․ Применение оригинальных и одобренных аналогов фиксируется в технической карте; Подбор поршней, колец и вкладышей должен соответствовать заводским размерам и ремонтным предельным значениям․ Установка вкладышей осуществляется в чистой и обезжиренной посадочной зоне; посадка контролируется по зазору и осевому люфту․ Подбор контрактной головки допускается только при документированном соответствии плоскостей и посадочных размеров․ Установка поршневых колец выполняется с ориентацией замков согласно технической карте․ Притирка направляющих клапанов производится при выявлении износа․ Монтаж компонентов сопровождается заменой крепежа с заданными моментами затяжки и маркировкой серийных номеров․
Ремонт или замена головки блока цилиндров
Проверка плоскостей, замена клапанов и направляющих, шлифование седел, притирка клапанов, замена прокладки, контроль герметичности производится в стенде․
Контроль плоскостей, замена клапанов и направляющих
Проведение контроля плоскостей головки блока цилиндров и седел клапанов производится с применением поверенных плит и щупов для определения плоскостности и отклонений․ Замеры выполняются в нескольких контрольных точках по рабочей поверхности с записью результатов в техническую карту․ Реставрация плоскостей допускается при превышении производителя предельного значения съёма металла; при превышении ремонтного интервала применяется замена детали․ Направляющие извлекаются прессом с фиксацией размеров посадочных мест․ Замена клапанов осуществляется подбором по геометрии и материалу, запрессовка седел производится со шлифовкой по центру посадки․ Балансировка клапанного механизма фиксируется протоколом․
Сборка двигателя и контрольные операции
Сборка выполнена с соблюдением моментов затяжки․ Фазы газораспределения выставлены․ Герметичность проверена․ Контроль параметров исполнен․
Моменты затяжки, фазы газораспределения и герметичность
Определение контрольных моментов затяжки производится в соответствии с заводской картой․ Применение динамометрического ключа с шаговой схемой затяжки обеспечивается для болтов головки и крепежа коллектора․ Моментные значения указываются в Н·м и ступенях поворота; фиксация параметров в отчётной документации обязательна․ Расстановка фаз газораспределения выполняется по меткам коленчатого и распределительных валов․ Установка меток производится при совместном положении ВМТ и указанных меток; Регулировочные операции представляют контроль фаз по зазорам и угловой синхронизации․ Герметичность обеспечивается контролем уплотнений и подачей давления в камеру охлаждения и масляную систему с регистрацией падения давления․ Испытание на герметичность коллектора и система вентиляции картера включаются в протокол․
Обкатка и окончательная настройка
Обкатка двигателя проводится по режимам нагрузки и оборотов․ Калибровка систем выполнена․ Финальная проверка герметичности и параметров двигателя проведена․
Режимы обкатки, калибровка систем и финальная проверка
Обкатка двигателя выполняется в контролируемых режимах․ Первичная обкатка производится на холостом ходу с прогревом до рабочей температуры в течение 15–30 минут․ Последующий этап включает переменные нагрузки при низких и средних оборотах в течение 50–100 км пробега․ Масляный фильтр и масло подлежат замене после первых 100–200 км пробега с целью удаления продуктов притирки․ Калибровка систем выполняется посредством диагностического сканера с адаптацией датчиков, коррекцией углов опережения зажигания и подстройкой топливных карт․ Регулировка холостого хода производится электронным управлением․ Финальная проверка включает измерение компрессии, давления масла, утечек вакуума и герметичности системы охлаждения․ Регистрационные данные обслуживания вносить в техкарту․