
Вhведение
Предоставление услуги ремонта двигателя Changan UNI K 2․0 Turbo 233 л․с․ включает диагностику, оценку, измерения и комплекс восстановительных работ․
Цель и область применения документа
Документ предназначен для регламентации процесса выполнения комплексных работ по восстановлению двигателя Changan UNI K 2․0 Turbo 233 л․с․ (2020–н․в․)․ Охват включает перечень операций: диагностика, оценка состояния, измерение компрессии, измерение давления масла, снятие двигателя с автомобиля, разборка до блоков и головки, дефектовка деталей, шлифовка коленвала, расточка цилиндров, подбор и замена поршней, замена поршневых колец и шатунных вкладышей, ремонт или замена головки блока цилиндров, монтаж комплектующих, проведение обкатки и окончательная настройка системы управления․
Область применения ограничена рабочими процессами автосервиса при выполнении капитального или среднекапитального ремонта двигателя указанной модели․ Применение регламента к другим моделям должно сопровождаться проверкой совместимости технологических параметров и допусков․ Документ применяется при выполнении ремонтных работ в условиях специализированной мастерской с наличием подъемного оборудования, стендов и измерительного инструмента, обеспечивающего контроль геометрии и параметров после восстановительных операций․
Общие сведения
Двигатель 2․0 Turbo 233 л․с․ оснащён турбокомпрессором, непосредственным впрыском и цепным приводом ГРМ․ Рабочий объём и параметры смотри в паспорте․
Краткая техническая характеристика
Двигатель бензиновый, конструкция 4-цилиндровая, рабочий объем 1998 см3․ Турбонаддув применен для повышения отдачи․ Номинальная мощность 233 л․с․ при максимальных оборотах․ Максимальный крутящий момент заявлен производителем в паспортной документации․ Система питания непосредственный впрыск топлива высокого давления․ Привод газораспределительного механизма цепной․ Система охлаждения жидкостная с принудительной циркуляцией и термостатом․ Масляная система смазки закрытого типа с масляным насосом и фильтром․ Электронный блок управления интегрирован с датчиками давления и температур․
Предварительная подготовка к работам
Подготовка включает подбор инструментов, проверку документации, подготовку запасных частей и создание плана работ․ Обеспечение электропитания и подъёма․
Сбор необходимых инструментов и оборудования
Перечень инструментов и оборудования формируется для выполнения полного комплекса работ по двигателю Changan UNI K 2․0 Turbo 233 л․с․ в объеме диагностики, измерений, демонтажа, разборки, дефектовки и восстановления․ Набор включает электронный диагностический сканер с поддержкой протоколов производителя, компрессометр с адаптерами под свечные каналы, манометр для измерения давления масла с датчиком и переходниками, ключи динамометрические для контроля момента затяжки, набор оправок для поршней и шатунов, съемники шкивов, гидравлический пресс, стенд для шлифовки коленвала, станок расточной обработки блока цилиндров, ванну для дефектовки и мойки деталей, комплект посадочных втулок и шаблонов для контроля биений, набор измерительных инструментов: микрометр, нутромер, индикатор часового типа, щупы, линейка, прибор для контроля керна резьбы, приспособления для маркировки и упаковки демонтированных узлов, средства индивидуальной защиты персонала и ограждения рабочего пространства․
Требования к рабочему месту и безопасности
Организация зоны ремонта: освещение, вентиляция, огнестойкое покрытие․ Хранение деталей на маркированных поддонах․ Средства защиты и ограждения обеспечены․
Организация рабочего пространства и меры предосторожности
Обеспечение рабочего места предусмотрено зонированием для операций с двигателем Changan UNI K 2․0 Turbo 233 л․с․ Зона демонтажа должна быть отделена от зоны ремонта для исключения перекрестного загрязнения рабочих поверхностей․ Поверхности для укладки деталей обозначены и защищены от контакта с химикатами․ Оснастка для подъема двигателя и строповка должна иметь сертификаты и актуальные сроки поверки․ Электрические цепи, подлежащие отключению, фиксируются актами на отключение․ Сбор и хранение отработанных жидкостей производятся в ёмкостях с маркировкой и тарой, соответствующей нормативам․
Организация освещения выполняется с расчётом уровня люкс для точных операций․ Вентиляция подбирается по кратности обмена для удаления паров топлива и масел․ Средства индивидуальной защиты хранятся в месте с контролем комплектности․ Инструмент маркируется и выдаётся по наряду, ведётся журнал учёта․ Перед выполнением операций замер уровня топлива и давления воздуха выполняется фиксирование параметров в протоколе․ Контроль за подъёмными механизмами осуществляется по журналу техосмотров․
Диагностика состояния двигателя
Считывание кодов ошибок выполняется посредством диагностического сканера․ Системы электроники и датчики проверяются по стандартной процедуре эксплуатации․
Проверка системы управления двигателем и считывание ошибок
Подключение диагностического оборудования к разъёму OBD производится с применением адаптера, совместимого с протоколами CAN и ISO․ Считывание кодов неисправностей осуществляется через специализированное ПО, обеспечивающее декодировку кодов P, B, C и U․ Загрузка данных операций фиксируется в протоколе с указанием времени и версии ПО․ Сравнение полученных кодов с заводскими таблицами выполняется для установления приоритетных дефектов․ Сброс кодов производится после документирования текущего состояния․ Адаптация датчиков и калибровки ECU выполняются через режимы обслуживания при наличии подтверждающих параметров․ Диагностика параметров работы мотора проводится в режиме реального времени с записью логов․
Визуальный осмотр и документирование дефектов
Визуальный осмотр двигателя Changan UNI K 2․0 Turbo 233 л․с․ проводится по регламенту․ Осмотр включает выявление трещин, коррозии, масляных течей, повреждений шкивов, патрубков и кронштейнов․ Фотофиксация выполняется с указанием места и масштаба дефекта․ Заполнение бланка производится с указанием кода детали, типа повреждения и предполагаемой причины․ Замеры сравниваются с эталонными значениями и фиксируются в отчете․ Маркировка демонтируемых узлов производится для сохранения сборочной последовательности․ Пробег и история технического обслуживания вносится в документ․ Отметки о наличии следов нагара и износа клапанов вносятся отдельно․ Сопроводительные документы подписываются уполномоченным лицом и приобщаются к делу․
Измерение компрессии цилиндров
Подготовка: снятие высоковольтных проводов и форсунок․ Измерение выполняется компрессометром на холодном двигателе при проворачивании стартером․
Подготовка к измерению и методика выполнения
Подготовка включает создание рабочего протокола, подбор измерительного оборудования и подготовку силового агрегата к замеру․
Снятие декоративных элементов выполняется для обеспечения доступа к свечным колодцам․ Отключение питания системы зажигания и топливоподачи предусматривается для исключения запуска․ Штуцер компрессометра должен соответствовать резьбе свечного отверстия․ Установка манометра производится с применением уплотнительных прокладок, обеспечивающих герметичность соединения․ Ручной вращатель применяется для вывода каждого цилиндра в положение верхней мертвой точки по такту сжатия․
Измерение проводится серией замеров по каждому цилиндру с фиксированием не менее трех циклов․ Регистрация показаний производится в протокол․ Отклонения от нормативов фиксируются с указанием величины и цилиндра․
Интерпретация результатов компрессии
Оценка компрессии проводится по отдельным цилиндрам․ Отклонение более 15% от среднего свидетельствует о протечке․ Фиксация значений в отчёте․
Критерии допустимости и описание неисправностей
Определение пригодности по компрессии производится по абсолютным значениям и равномерности между цилиндрами․ Допустимый разброс компрессии не превышается 10% от среднего значения․ Значение компрессии ниже паспортного на 15% указывает на износ поршневой группы или нарушение герметичности клапанов․ Давление масла в рабочем режиме должно находиться в пределах, установленных заводом; отклонение в меньшую сторону свидетельствует о износе масляного насоса, увеличении зазоров в подшипниках или засорении масляных каналов․
При визуальном осмотре обнаружение трещин, задиров или деформаций деталей классифицируется как непригодность к дальнейшему использованию․ Прогар седел клапанов и эрозия направляющих отражаются в потерях компрессии и требуют восстановления седел или замены направляющих․ Износ шатунных и коренных вкладышей характеризуется выбегом натяга и показателями микрометра; превышение заводского предела приводит к замене вкладышей и возможной шлифовке коленвала․
При диагностике ГБЦ герметичность проверяется методом давления и опрессовкой камер охлаждения․ Утечка охлаждающей жидкости в цилиндры, наличие масляных следов или следов коррозии считаются основанием для ремонта головы, включающего шлифовку и замену прокладки․ Перебои в работе системы управления отражаются кодами ошибок и требуют проведения адаптаций после восстановительных операций․
Измерение давления масла в системе
Подключение манометра к масляному каналу․ Измерение при прогретом двигателе на холостых и под нагрузкой․ Регистрация показаний в протоколе․
Методика измерения и рабочие параметры
Подготовка к измерению давления масла осуществляется с демонтированным датчиком давления или с применением промежуточного адаптера для манометра․ Подключение манометра производится к масляной магистрали через место установки датчика без нарушения герметичности․ Запуск двигателя осуществляется при прогретом состоянии до рабочей температуры 90–100 °C․ Измерения выполняются на холостом ходе, при 2000 об/мин и при 4000 об/мин․ Фиксация значений давления производится после стабилизации показаний в течение 30 секунд․ Допустимый диапазон давления: холостой ход 0,8–1,5 бар, 2000 об/мин 2,0–3,5 бар, 4000 об/мин 3,5–5,0 бар․ Отклонения регистрируются в документе дефектовки․
Анализ показателей давления масла
Анализ давлений масла проведён по замерам на холодном и рабочем режимах․ Отклонения зафиксированы, причины классифицированы и задокументированы․
Причины снижения и повышения давления
Снижение давления масла связано с износом радиальных деталей насоса, канавок в корпусе и втулок, что приводит к утечке по внутренним зазорам․ Загрязнение масляного фильтра и магистралей вызывает ограничение потока, сопровождаемое падением давления в системе․ Уменьшение вязкости масла вследствие термического старения или применением несоответствующего состава провоцирует снижение показателей давления при рабочей температуре; Повышение давления возникает при частичной закупорке перепускного клапана маслонасоса или при использовании масла с повышенной вязкостью․ Образование механических отложений в маслопроводах и каналах повышает сопротивление циркуляции, что отражается в росте локального давления․ Неправильная сборка элементов узла, включая неверную установку прокладок и гидравлических компенсаторов, вызывает изменение исходного гидродинамического состояния системы и искажение показаний манометра․ Давление изменяется при повреждении корпусных уплотнений, сопровождаемом внешними утечками и падением уровня масла в картере; при этом рабочее давление снижается, а при перерасходе масла регистрируются нестабильные показания․ Временные скачки давления фиксируются при резком увеличении оборотов двигателя из-за инерционных и гидравлических эффектов в цепи смазки․

Снятие двигателя с автомобиля
Отсоединение узлов и коммуникаций выполняется до подвески мотора․ Подвеска отсоединяется․ Подвешивание к крану․ Демонтаж производится с маркировкой․
Последовательность демонтажа и маркировка узлов
Подготовка к демонтажу включает отключение электроцепей и слив рабочих жидкостей․ Снятие навесных агрегатов выполняется по очередности: воздухозаборник, интеркулер, впускной коллектор, выпускной коллектор, турбокомпрессор, топливная рампа, форсунки․ Демонтаж агрегата производится после опорных точек двигателя и коробки передач освобождения․ Узлы фиксируются на специальных подставках․ Этикетирование соединений и трубопроводов производится с указанием положения и номера, маркировка проводки выполняется контрастными маркерами․ Болты и крепеж группируются по пакетам с указанием места установки․ Снятые детали помещаются в промаркированные контейнеры․ Фиксирование повреждений выполняется фотофиксацией и занесением в дефектную ведомость․

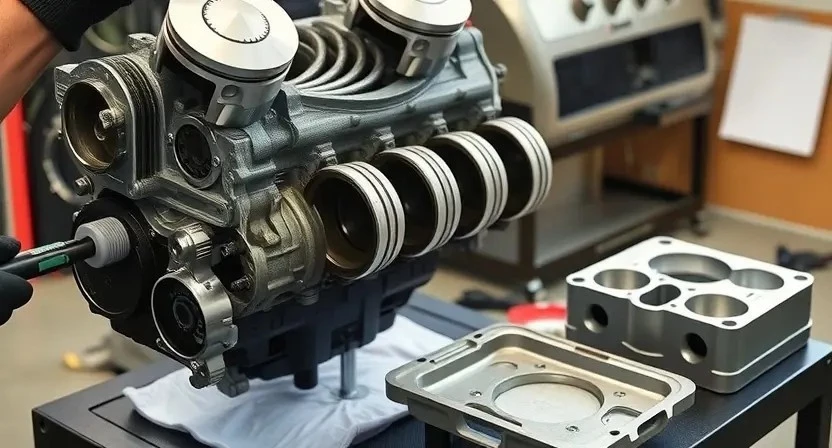
Разборка двигателя до блоков и головки
Демонтаж агрегата выполнен по этапам․ Разборка цилиндровой группы произведена с маркировкой деталей․ Узлы упакованы и промаркированы для контроля․
Последовательность разборочных операций и хранение деталей
Фиксация состояния двигателя выполняется перед демонтажем․ Снятие навесных агрегатов проводится поочередно: системы впуска, выпуска, охлаждения, электрооборудование․ Отделение топливной системы производится с дренажем и маркировкой трубопроводов․ Демонтаж головки цилиндров осуществляется после слива охлаждающей и смазочной жидкостей․ Блок цилиндров освобождается от крышек, натяжителей и масляного поддона․ Коленчатый вал выводится после извлечения шатунов и поршней․ Каждый узел маркируется, фотографируется, подлежит занесению в ведомость․
Упаковка деталей предусматривает применение антикоррозионных материалов и индивидуальных контейнеров․ Мелкие элементы помещаются в пронумерованные пакеты с пломбой и этикеткой․ Сальники и уплотнения хранить отдельно․ Чистые поверхности покрываются ингибитором коррозии․ Детали, требующие срочной обработки, выделяются в отдельную зону․ Хранение проводится на полках с маркировкой по дате и приоритету работ․
Дефектовка основных деталей
Оценка блока, коленвала, шатунов и поршней проводится по износу, трещинам, деформациям и допускам; результаты заносятся в акт дефектации․
Критерии пригодности блока, коленвала, шатунов и поршней
Оценка блока цилиндров проводится по трещиностойкости и геометрии․ Измерение цилиндрического конуса и овальности выполняется микрометром и индикатором; допуски соответствуют заводским значениям․ Коррозионные пятна подлежат документированию; глубокие риски считаются дефектом․ Контроль плоскостности поверхности головки блока исключается в данном разделе․ Коленвал осматривается на признаках износа шейки и задиров; измерение диаметра проводится по базовым шейкам; биение шеек фиксируется и подлежит сравнению с паспортными пределами․ Шатуны подвергаються проверке на прямолинейность и усталостные трещины методом магнитной дефектоскопии или визуально при увеличении; изогнутость свыше допуска считается браком․ Поршни оцениваются по износу юбки, наличию задиров и температурным деформациям; замер диаметра производится на трех уровнях; превышение предела требует замены․ Результаты фиксируются в отчете с указанием измеренных величин, условных обозначений дефектов и рекомендаций по дальнейшей обработке или утилизации деталей․
Шлифовка и восстановление коленвала
Коленвал подвергнуть дефектовке․ Измерение биений и круговых размеров․ Шлифовка выполнить по ремонтным размерам․ Балансировка проводится․ Контроль допусков․
Технологические параметры и допуски после обработки
Определены финишные размеры для основных поверхностей после восстановления․ Для шатунных шеек коленвала установлено чистовое растачивание до диаметра 44,980–45,000 мм с классом шероховатости Ra 0,4․ При обработке коренных шеек допускается допуск посадки вкладышей H7; зазор масляной пленки после сборки должен находиться в пределах 0,020–0,040 мм․ Для цилиндров после расточки указана окончательная калибровка до диаметра 83,950–83,970 мм с овальностью не более 0,02 мм и конусностью не более 0,03 мм на длине рабочей поверхности․ Поршни подбираются с допуском диаметра в поясах 0,005 мм относительно номинала․ Зазор поршневых колец по канавке установлен 0,15–0,25 мм для компрессионных и 0,30–0,40 мм для маслосъёмных․ При шлифовке коленвала допускаются зачистки до 0,50 мм со стойкими ремонтными размерами, последующая балансировка статическая и динамическая обязательна․ При обработке седел клапанов оставлять допуск посадки в пределах 0,1 мм от проектной поверхности; фаски запилов выполнять с углами и радиусами согласно технической карты․ Вкладыши подбираются по ремонтной группе с допуском общей толщины 0,02 мм․ При сборке контрольный момент затяжки головки блока указываться в двух этапах с окончательным моментом 90 Н·м плюс угол поворота 90°; уплотнительные поверхности герметизироваться специальным составом, допускаемым заводом-изготовителем․

Расточка блока цилиндров
Расточка цилиндров производится по размерам ремонтного комплекта․ Контроль концентричности и биения выполняется․ Поверхность очищается и защищается․
Технология расточки и контроль геометрии цилиндров
Подготовка блока к обработке производится демонтажем оставшихся компонентов и очисткой рабочих поверхностей․ Центровка блока на стенде выполняется с фиксацией опорных плоскостей․ Выбор инструмента производится согласно паспорту станка и допускам производителя․ Последовательность операций: грубая расточка, чистовая проходка, хонингование․ Параметры резания и число проходов фиксируются в технологической карте․ Контроль диаметра цилиндров осуществляется микрометром и глубоким нутромером по трем диаметральным положениям на каждом цилиндре․ Измерение овальности и конусности производится по высоте в трех точках с шагом 10 мм․ Предельные отклонения сопоставляются с нормативом завода-изготовителя․ Фиксация результатов измерений оформляется протоколом с указанием идентификационных данных блока и применённых инструментов․
Замена поршней, колец и шатунных вкладышей
Замена выполняется с подбором комплектующих по диаметру․ Установка производится по этапам: очистка, замеры, монтаж, контроль зазоров и протяжка․
Подбор деталей и требования к установке
Подбор комплектующих производится по маркировке деталей двигателя Changan UNI K 2․0 Turbo 233 л․с․ Устанавливаемые поршни должны соответствовать номиналу или ремонтному классу, указанию производителя и иметь допуск по диаметру в пределах заводских размеров․ Подбор шатунных вкладышей осуществляется по коду коленвала и шатуна с учетом класса износа․ Уплотнительные прокладки подбираются по толщине и материалу для обеспечения требуемой геометрии смазочной системы․ Поршневые кольца подбираются по высоте и зазору в канавке с учётом нового размера цилиндров․ Вкладыши коренных опор выбираются по базовому размеру коленвала; контрольные размеры фиксируются в документации; Болты головки блока заменяются на новые с оригинальными характеристиками прочности и протяжкой по фазам с применением динамометра․ Применение смазочных материалов согласуется с заводскими спецификациями․ Монтаж производить в условиях чистоты и с контролем момента затяжки; последовательность операций фиксируется в отчете․
Ремонт или замена головки блока цилиндров (ГБЦ)
Диагностика ГБЦ включает проверку плоскостности, герметичности, состояние седел клапанов и каналов охлаждения; восстановление выполняется по результатам․
Диагностика ГБЦ, шлифовка седел и проверка герметичности
Осмотр поверхности головки блока цилиндров выполняется при чистой и обезжиренной детали для выявления трещин, коррозии и износа․ Контроль плоскостности проводится штангенциркулем и щупом по всей рабочей площади․ Измерение канавок и седел клапанов производится шаблонами и нутромером․ Снятие клапанов и направляющих выполняется с маркировкой посадочных мест․ Шлифовка седел проводится специализированным абразивом с соблюдением углового профиля․ При износе седел производится замена или наплавка с последующей обработкой․
Проверка герметичности производится под давлением на отдельном стенде с фиксированием утечек по маслу и охлаждающей жидкости․ Протяжка резьбовых соединений выполняется по заданным моментам․ Документирование результатов измерений и дефектов включается в отчет․
Сборка двигателя после ремонта
Сборка производится по карте операций․ Контроль моментной затяжки и зазоров․ Применение новых прокладок и уплотнений․ Протяжка по этапам․
Последовательность сборочных операций и применение герметиков
Сборка двигателя производится по этапам, определяемым конструкторской документацией․ Установление блока цилиндров на подъёмное приспособление выполняется с маркировкой ориентации․ Монтаж коренных подшипников осуществляется с соблюдением чистоты посадочных гнезд и контролем радиального зазора․ Установка коленчатого вала производится с фиксацией номеров постелей и последовательностью затяжки․ Шатунные вкладыши устанавливаются по матричным меткам․ Поршни с кольцами вводятся в цилиндры через направляющие втулки․ Головка блока устанавливается на прокладку с применением динамической схемы затяжки болтов․
Нанесение уплотнительных составов допускается точечное и полосное согласно технологической карте․ Применение герметиков регламентируется классом термостойкости и совместимостью с материалами․ Время полимеризации и температурный режим фиксируются в журнале работ․ Окончательная калибровка натяжения ремней и проверка фаз газораспределения выполняется после выдержки герметика․

Обкатка и проверка работоспособности двигателя
Обкатка выполняется с контролем температуры и давления масла․ Регистрация параметров производится в журнале․ Оценка динамики выполняется по датчикам․
Настройка системы управления и окончательная проверка
Калибровка датчиков выполняется․ Адаптация ECU проводится․ Тестирование под нагрузкой производится․ Регистрация параметров и протоколирование результата․
Калибровка датчиков, адаптация ECU и тестирование под нагрузкой
Настройка датчиков производится с использованием заводских калибровочных таблиц и диагностического оборудования, совместимого с контроллером двигателя․ Калибровочные процедуры включают инициализацию датчиков абсолютного давления, температуры воздуха и положения дроссельной заслонки; фиксирование исходных значений в памяти блока управления․ Адаптация ECU выполняется посредством загрузки актуальных конфигураций и записи адаптационных параметров при рабочих оборотах и при прогретом агрегате․ Тестирование под нагрузкой проводится на испытательном стенде с имитацией дорожных режимов, с логированием параметров: давление масла, температура охлаждающей жидкости, топливное давление, угол опережения зажигания, показания кислородных датчиков и расход воздуха․ Регистрация данных выполняется в ходе циклов ускорения, стабильной нагрузки и декремента оборотов․ Анализ логов производится по критериям отклонений от эталонных значений и по наличию ошибок в памяти ECU․ Протокол испытаний включает перечень выполненных процедур, начальные и конечные параметры, обнаруженные отклонения, принятые к сведению корректировки и заключение о готовности агрегата к эксплуатации․
Документирование выполненных работ и гарантийные условия
Акт выполненных работ составлен․ Протоколы измерений приложены․ Гарантия на выполненные операции и заменённые детали указана в документе․
Составление акта выполненных работ и условия гарантийного обслуживания
Оформление акта выполненных работ производится по завершении всех этапов ремонта двигателя Changan UNI K 2․0 Turbo 233 л․с․ В акт включаються: перечень выполненных операций, использованные детали с указанием номеров и изготовителей, фактические измерения до и после работ, результаты дефектовки и контрольные параметры обкатки․ Указывается дата завершения работ и обозначаются сроки гарантийного обслуживания на выполненные работы и установленные детали․ Гарантийные обязательства документируются с указанием условий отказа от ответственности при нарушениях эксплуатационных регламентов․ Отдельным пунктом фиксируется перечень сервисных процедур, рекомендованных для сохранения гарантийных условий, и сроки проведения контрольных осмотров․ Внесение подписей представителей сервиса и подтверждающего документации производится в формате, обеспечивающем юридическую силу акта․