

Вhведение
Оказание услуги по ремонту двигателя Changhe Ideal 1․0 L 70 л․с․ (2009–2015)․ Перечень работ‚ состав и ответственность за выполнение указаны․
Назначение документа
Документ предназначен для фиксации технического задания и регламента оказания услуги по ремонту двигателя Changhe Ideal 1․0 L 70 л․с․ (2009–2015)․ Описаны границы ответственности и состав операций‚ подлежащих исполнению в рамках услуги․ Указаны цели работ: восстановление эксплуатационных характеристик двигателя‚ обеспечение долговременной работоспособности агрегата‚ снижение рисков повторной поломки․ Приведены требования к технической документации‚ материально-техническому обеспечению и квалификации персонала‚ участвующего в процессе ремонта․ Заданы критерии приемки работ после завершения восстановления двигателя․
Общие сведения
Описание двигателя Changhe Ideal 1․0 L 70 л․с; (2009–2015)․ Конструкция‚ рабочие параметры‚ компоновка узлов‚ базовые материалы и основные допуски․
Конструктивные и эксплуатационные характеристики
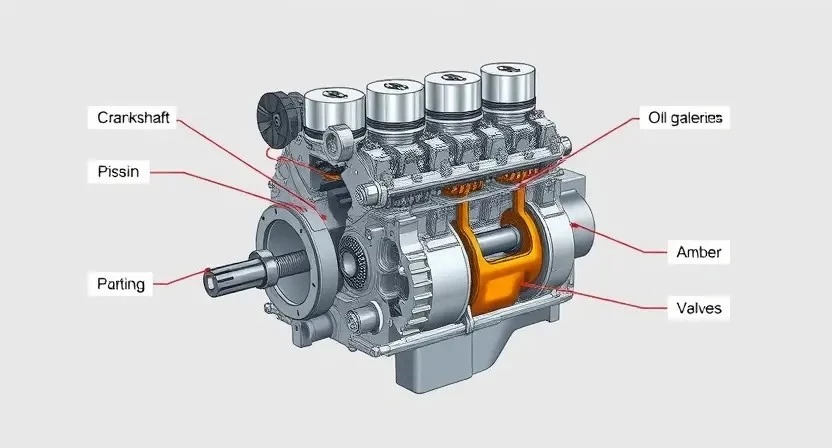
Описание двигателя представлено в виде технических параметров и предельно конкретных характеристик․ Рабочий объём указан 999 см³․ Мощность номинальная установлена 70 л․с․ при указанном диапазоне оборотов․ Тип цилиндров рядный‚ количество цилиндров четыре․ Система смазки принудительная с масляным насосом и фильтрующим элементом․ Охлаждение жидкостное с радиатором и термостатом․ Топливная система инжекторная с электронным управлением впрыском․ Максимальный крутящий момент задан в паспорте двигателя․ Ход поршня и диаметр цилиндра соответствуют заводским размерам․ Система газораспределения верхняя с ременным приводом․ Степень сжатия фиксирована конструктором․ Уровни рабочих жидкостей и допуски установлены нормативами․
Область применения услуги
Применение услуги ограничено двигателями Changhe Ideal 1․0 L 70 л․с․ 2009–2015; Выполнение работ фиксируется в документах и производится в мастерской․
Перечень выполняемых работ
Диагностика состояния двигателя с фиксацией параметров и протоколированием․ Инструментальная диагностика с применением специализированного оборудования и измерительных приборов․ Измерение компрессии цилиндров с указанием результатов в отчёте․ Измерение давления масла при прогретом двигателе и при холостых оборотах‚ с занесением значений и оценкой соответствия нормам․ Снятие двигателя и основных узлов с маркировкой и упаковкой компонентов․ Разборка узлов с последующей дефектовкой и классификацией повреждений по видам износа․
Шлифовка коленчатого вала и расточка блока с соблюдением технологических допусков․ Подбор и установка поршней‚ колец и вкладышей по заданным размерам с применением калибров․ Выполнение работ по ГБЦ: шлифовка‚ обслуживание седел клапанов‚ замена направляющих и прокладки под головку․ Сборка двигателя с контролем моментов затяжки и проверкой фаз газораспределения․ Обкатка восстановленного двигателя с мониторингом рабочих параметров и оформлением заключительного отчёта․
Технологическая последовательность работ
Составление плана работ․ Диагностика объекта․ Демонтаж агрегатов․ Разборка с маркировкой․ Дефектовка с протоколированием․ Ремонт и сборка․
Этапы работ от диагностики до обкатки
Первичный осмотр выполняется с фиксацией внешних признаков неисправностей и сбором данных об истории эксплуатации․ Инструментальная диагностика проводится с измерением компрессии и давления масла; результаты регистрируются в протоколе․ Дефектоскопия применяется при подозрении на трещины в блоке или ГБЦ; отчёт о дефектах прилагается․ Демонтаж двигателя и узлов производится с маркировкой и упаковкой компонентов для предотвращения потерь․ Разборка выполняется по каталожным схемам; каждая деталь маркируется и фотографируется․ Дефектовка документируется с указанием допусков и износов в миллиметрах․ Обработка коленвала и блока производится по установленным технологическим картам с контролем геометрии․ Подбор комплектующих осуществляется по заводским номерам и допускам․ Сборка документируется моментами затяжки и последовательностью операций․ Обкатка выполняется в режимах холостого хода и средних нагрузок с фиксацией температуры‚ давления масла и расхода топлива․ Контрольные замеры после обкатки вносятся в акт приемки․
Диагностика состояния двигателя
Проведение первичного осмотра и инструментальной проверки․ Фиксация параметров‚ регистрация дефектов‚ составление перечня необходимых работ․
Методы первичной и инструментальной диагностики
Первичная диагностика проводится документально с фиксацией симптоматики․ Осмотр визуальный включает органы впуска‚ выпускной тракт‚ внешние соединения и крепления․ Фиксация масляных пятен и следов охлаждающей жидкости выполняется в журнале․ Инструментальная диагностика производится по этапам․ Замер компрессии выполняется манометром с адаптером к свечному отверстию; результаты вносится в протокол․ Измерение давления масла проводится манометром на масляном штуцере или через адаптер; параметры сравниваются с нормативами․ Диагностика электрооборудования включает сканирование кодов ошибок‚ измерение напряжения на форсунках и ДПКВ․ Акустическая диагностика проводится стетоскопом двигателя для локализации шумов․ Испытание под нагрузкой производится на диагностическом стенде с регистрацией параметров оборотов и давления․

Оценка состояния узлов и агрегатов
Осмотр деталей выполнен․ Измерение износа‚ контроль зазоров и дефектовка проведены․ Отчёт составлен с указанием пригодности и рекомендованных работ․
Критерии пригодности блоков и деталей
Оценка блоков и компонентов производится по измеренным параметрам и визуальным признакам․ Износ цилиндров определяется по замерам диаметра и эллиптичности; отклонение от номинала более допускаемого допускается к замене․ Повреждения резьбы и трещины фиксируются и учитываются при решении о ремонте или замене․ Износ шатунов и смещений шеек оценивается по радиальной биению и износу вала; при превышении допуска заявляется замена или шлифовка․ Состояние поршней и колец определяется по износу канавок‚ зазорам и деформации; наличие задиров и пригаров фиксируется как дефект․ Направляющие клапанов и седла оцениваются по посадке и герметичности; износ‚ выработка и зацепы считаются основанием для реставрации или замены․ Вкладыши коренных и шатунных подшипников оцениваются по высоте приливов‚ следам выработки‚ задиром и задирам масла; при обнаружении рисок или срывов масляной пленки вкладыши подлежат замене․ Блок цилиндров подлежит к расточке при превышении предельного диаметра‚ при наличии трещин принимается решение о замене․ Контроль за чистотой и коррозией поверхностей осуществляется визуально и измерениями; коррозионные очаги‚ размеры которых снижают прочность соединений‚ считаются дефектами․ Отпечатки и следы перегрева головки и блока фиксируются и оцениваются по глубине и распространению; при превышении допустимых параметров выполняется шлифовка или замена компонентов․
Измерение компрессии
Измерение компрессии проводится цилиндр за цилиндром с использованием манометра․ Результаты фиксируются в протоколе для оценки износа и спрессовки колец․
Порядок выполнения и нормативные значения
Измерение компрессии производится в цилиндрах до демонтажа ГБЦ․ Значение компрессии считается нормативным при 10‚5–12‚5 бар․ Отклонение ниже нормативного фиксируется․ Измерение давления масла проводится на холодном и прогретом двигателе․ Давление при холодном старте допускается 2‚5–4‚0 бар‚ при рабочей температуре 1‚5–2‚5 бар․ При отклонении от диапазонов выполняется диагностика масляной системы и приводится перечень возможных дефектов․
Снятие двигателя осуществляется с маркировкой креплений и трубопроводов․ Демонтаж выполняется поэтапно с фиксацией положения компонентов․ Разборка коллектива производится с фотографической и письменной фиксацией дефектов․ Детали подвергаются очистке и измерению геометрии․ Расточка блока и шлифовка коленвала выполняются с указанными припусками и допусками по чертежу․ Подбор поршней и колец осуществляется по диаметру и натягу‚ вкладыши подбираются по классу износа․ Сборка производится по регламенту с контролем моментов затяжки и последовательности операций․
Измерение давления масла
Проведение измерения давления масла выполняется манометром через выдаваемый датчик․ Зафиксировать показания на холостых и под нагрузкой․
Методика замера и допустимые пределы
Измерение давления масла производится прибором с манометром класса точности не ниже 2‚5․ Замер выполняется на прогретом двигателе при частоте вращения коленвала 800–1000 мин-1․ Подключение манометра осуществляется к месту датчика давления или к штуцеру масляного канала через адаптер․ Фиксация значения проводится после стабилизации показаний не менее чем через 30 с․ Нормативное давление на холостом ходу составляет 0‚8–1‚5 бар․ При частоте 3000 мин-1 давление должно быть в пределах 2‚5–4‚0 бар․ Отклонение от предела является основанием для дальнейшей диагностики масляной системы и замены изношенных компонентов․
Снятие двигателя и основных узлов
Демонтаж производится с маркировкой и фотографированием․ Электропроводка отсоединена․ Жидкости слиты․ Двигатель и агрегаты подготовлены к транспортировке․
Последовательность демонтажа и маркировка деталей
Снятие корпуса двигателя производится с использованием подъемного оборудования․ Крепежи ослабляются по порядку‚ отмечается номерами положение частей․ Размещение агрегатов фиксируется на схеме․ Демонтирование навесных устройств выполняется по очереди‚ подаются пометки на элементах для обратной сборки․ Электрические разъемы и трубопроводы маркируются с указанием направления потока и точки подключения․ Крышки распределительного механизма промаркированы в соответствии с расположением․ Болты и гайки группируются по размерам и назначению․ Поршни и шатуны маркируются номерами цилиндров․ Крышки коренных опор промаркированы для соответствия моменту затяжки при сборке․ На каждую деталь наносится уникальный код и фиксируется масса при необходимости․ Записи в журнале содержат дату демонтажа‚ идентификатор двигателя и перечень пометок․

Разборка и дефектовка
Разборка двигателя выполнена по этапам․ Детали промыты․ Измерения геометрии и износа зафиксированы․ Выявленные повреждения задокументированы․
Алгоритм разборки и фиксация дефектов
Подготовка рабочего места производится с фиксацией маркировки узлов и применяемых крепежных элементов․ Снятие навесного оборудования выполняется по очередности‚ указанной в паспорте двигателя․ Демонтаж агрегатов производится с журналированием момента отвертывания и положения компонентов․ При отсоединении трубопроводов и электропроводки маркировка наносится на элементы для восстановления сборки․ Разобранные детали промываются с использованием растворителей‚ после чего выполняется внешняя визуальная оценка состояния поверхности․
Дефектовка осуществляется измерениями реальными инструментами: микрометр‚ нутромер‚ индикатор часового типа‚ штангенциркуль․ Сопряжённые поверхности контролируются по износу и деформации․ Трещины выявляются методом краш-теста или капитального контроля несущей способности․ Результаты фиксации вносятся в бланк дефектовки с указанием размера повреждения‚ допусков и рекомендаций по восстановлению или замене․
Шлифовка коленчатого вала и расточка блока
Шлифовка коленвала производится по размерам ремонтных шеек․ Расточка цилиндров выполняется с допусками‚ заданными заводскими нормами․
Параметры обработки и допуски
Установлены технологические нормы для шлифовки коленчатого вала и расточки блока цилиндров двигателя Changhe Ideal 1․0 L 70 л․с․ (2009–2015)․ Обработка коленвала производится по диаметрам шейки с учётом инструментального износа․ Допуски радиальных биений шейки коленвала заданы в диапазоне 0‚01–0‚03 мм․ Шероховатость поверхности после шлифовки не превышает Ra 0‚8 мкм․
Расточка цилиндров предполагает снятие припуска 0‚1–0‚3 мм в зависимости от износа․ Конусность цилиндров ограничена 0‚02 мм на рабочую длину․ Допуск на овальность цилиндра установлен 0‚03 мм․ Соосность отверстий цилиндров относительно отверстий коренных подшипников допускается в пределах 0‚04 мм․ После обработки обязательна проверка размеров микрометром и индикатором с фиксированием результатов в отчётной документации․
Замена поршней и поршневых колец
Подбор поршней по размерам․ Установка колец в посадочные канавки․ Контроль зазоров щупом․ Обкатка при регламентированных режимах․
Подбор деталей и порядок установки
Подбор деталей производится по каталожным номерам и параметрам‚ указанным в паспорте двигателя․ Оригинальные и сертифицированные аналоги выбираются с учётом допусков размеров и материалов․ Поршни подбираются по диаметру цилиндра и маркировке после расточки․ Поршневые кольца подбираются по посадочному диаметру и толщине‚ с учётом канавок поршня․ Вкладыши подбираются по классу износа шеек коленчатого вала․ Направляющие клапанов и седла подбираются по диаметру и твёрдости материала․ Прокладки подбираются по форме и толщине․ Болты и шпильки подбираются по прочности и длине․
Установка производится по последовательности: шатунные крышки устанавливаются с маркировкой сторон‚ момент затяжки контролируется динамометрическим ключом‚ зазоры колец контролируются щупом‚ зазор подшипников контролируется микрометром․ Фиксация компонентов производится по указанным моментам и очередности․ Запечатление резьб осуществляется герметиком‚ совместимость которого подтверждена техническими условиями․

Замена вкладышей коленчатого вала
Демонтаж коленвала производится․ Снятие старых вкладышей․ Измерение зазоров․ Подбор новых вкладышей по классу․ Установка и контроль моментом․
Контроль зазоров и методы обжатия вкладышей
Измерение радиального и шатунного зазоров производится с применением щупов и индикаторов с точностью до 0‚01 мм․ Промежутки фиксируются в протоколе․ Сопряжение коленчатого вала с шатунами оценивается по величине люфта при статическом монтажном положении․ Выбор вкладышей выполняется по калибру и маркировке‚ учитывая ремонтные размеры․ Обжатие вкладышей производится холодным методом с применением оправок и прессового оборудования‚ допускается применение обкаточных втулок при необходимости․ Контроль зазорных параметров проводится после обжатия и адаптации вкладышей‚ измерения вносится в акт на работу․ Замененные вкладыши маркируются и упаковываются отдельно․
Работы по головке блока цилиндров (ГБЦ)
Разборка ГБЦ произведена․ Состояние седел и направляющих зафиксировано․ Шлифовка и притирка клапанов предусмотрены․ Замена прокладки выполняется․
Разборка‚ ремонт седел клапанов‚ замена направляющих и прокладки
Демонтаж головки блока цилиндров производится после вывода узла из моторного отсека и отвода вспомогательных коммуникаций․ Отмечается маркировка расположения коллекторов и крепежа․ Разборка головки проводится с фиксацией последовательности снятия крепежных элементов и компоновки деталей по цилиндрам; Седла клапанов подвергаются притирке или замене при выявлении износа по профильной измерительной шкале․ Направляющие оцениваются по зазору втулки относительно штока; при превышении предела выполняется замена направляющих․ Прокладка головки подлежит обязательной замене при нарушении герметичности․ Контроль геометрии поверхности ГБЦ выполняется плоскопараллельным прибором; превышение дефектного предела фиксируется․ Восстановление седел производится напылением или расточкой с последующей притиркой․ Фиксация заменённых компонентов документируется в акте дефектовки․

Сборка двигателя
Сборка производится по этапам: установка коленвала‚ вкладышей‚ шатунов; поршни с кольцами монтируются; затяжка по моментам; контроль люфтов․
Контроль моментов затяжки и последовательность операций
Определение порядка затяжки и величин моментов осуществляется в соответствии с заводскими требованиями двигателя Changhe Ideal 1․0 L 70 л․с․ (2009–2015)․ Последовательность операций включена в технологическую карту․ Крепёжные элементы классифицированы по функциональной группе: головка блока‚ шатунные крышки‚ маховик‚ крышка распределительного вала․ Моменты затяжки указаны для каждого элемента с допусками и шагами применения динамометра․ Затяжка производится в этапах: предварительная легкая фиксация‚ ступенчатая доводка до рабочей величины‚ финальная контрольная проверка․ Последовательность болтов на головке блока задана радиально от центра и повторяется в указанном порядке․ Фиксация моментов сопровождается протоколированием значений в исполнительной документации․ Применение смазки на резьбу и шайбы регламентируется техническими предписаниями․ Запрограммирование динамометрического инструмента выполняется по таблице моментных значений․ Контроль соответствия осуществлён повторным измерением после прогрева до рабочей температуры и после пробного запуска․
Обкатка и первоначальная эксплуатация после ремонта
Обкатка производится в три этапа: холостой ход‚ постепенная нагрузка‚ контроль параметров․ Записи о показателях вносить в отчёт․
Режимы нагрузки‚ контроль параметров и сроки регулировок
Обкатка двигателя производится в два этапа: начальная холостая обкатка и постепенное увеличение нагрузки․ Холостая обкатка выполняется сразу после сборки при прогреве двигателя до рабочей температуры в течение 20 минут․ Плавное увеличение нагрузки производится плавно до 50% номинальной мощности в первые 200 км пробега обкатки․ Полная нагрузочная эксплуатация допускается после наработки не менее 500 км и повторной проверке параметров․
Контроль параметров осуществляется посредством инструментальных замеров: давление масла регистрируется при 3000 об/мин; компрессия измеряется после 50 циклов прогрева; температура охлаждающей жидкости фиксируется при устойчивом режиме․ Регулировочные операции включают установку угла опережения зажигания‚ проверку фаз газораспределения и посадки тяги дросселя․ Сроки повторных регулировок привязаны к нормативам: первая проверка через 500 км‚ последующие через каждые 3000 км при нормальном режиме эксплуатации․ Документирование измерений и результатов регулировок производится в сервисном журнале․

Контроль качества и документирование работ
Проверка выполненных операций производилась по протоколам контроля‚ измерения внесены в акт․ Сертификаты материалов приложены․ Повторные замеры сохранены в отчёте․
Проведение повторных измерений и оформление отчётности
Повторные измерения проводятся после выполнения ремонтных операций для подтверждения соответствия параметров двигателя установленным техническим требованиям․ Измерения компрессии и давления масла фиксируются в протоколах с указанием даты‚ времени‚ идентификатора двигателя и условий измерения․ Замеры выполняются через регламентированные интервалы после обкатки и при статическом положении двигателя․ Результаты записываются с указанием применённых приборов и их поверочных данных․ Отклонения от нормативов оформляются как дефектные показатели с указанием возможных причин․ Протоколы подписываются уполномоченным лицом․ Хранение отчётности организовано в электронном и бумажном виде согласно порядку хранения технической документации․