

Вhведение
Описание услуги по ремонту двигателя Chevrolet Aveo 1.4 L 100 л.с. (2006–2011). Перечень выполняемых этапов и ожидаемый результат работ представлен далее.
Цель документа
Определение целей выполнения работ по ремонту двигателя Chevrolet Aveo 1.4 L 100 л.с. (2006–2011). Формулирование требований к диагностике, оценке состояния и документированию результатов. Определение объемов измерений компрессии и давления масла для установления технического состояния цилиндропоршневой группы и системы смазки. Уточнение границ вмешательства при снятии и разборке агрегата. Установление критериев дефектовки деталей с последующей маркировкой и оформлением акта выбранных операций. Задание технологических параметров шлифовки и расточки с указанием допусков. Описание процедуры подбора поршней, колец и вкладышей по ассортименту и маркировке. Фиксация требований к ремонту головки блока цилиндров, включая проверку плоскостности и восстановление геометрии седел клапанов. Указание порядка контроля при сборке двигателя с указанием контроля моментов затяжки и валидации работ обкаткой. Описание настроек системы управления с указанием калибровки датчиков и адаптации блока управления. Формирование требований к отчетности по выполненным операциям и обозначение гарантийных обязательств на выполненные виды работ.
Область применения
Применение услуги ограничено двигателями Chevrolet Aveo 1.4 L, выпуск 2006–2011. Охват операций: диагностика, замеры компрессии и давления масла, капитальный ремонт.
Модель и годы выпуска
Идентификация модели Chevrolet Aveo, двигатель 1.4 L 100 л.с., выпуск 2006–2011. Указанная модификация оснащена рядным четырехцилиндровым бензиновым агрегатом с распределенным впрыском топлива. Эксплуатационные характеристики и компоновка элементов учитываются при планировании обслуживания и ремонта. Применяемая документация по техническим данным и каталожные номера деталей соответствуют указанному годовому интервалу производства. Серийные обозначения двигателей, применяемые в данных моделях, фиксируются в сервисной документации. Корректировка работ по конструкции мотора производится в соответствии с заводскими спецификациями и рабочими чертежами. Подбор запасных частей выполняется по каталожным индексам для указанного диапазона годов выпуска.
Перечень выполняемых работ
Диагностика двигателя. Измерение компрессии и давления масла. Снятие и разборка агрегата. Дефектовка деталей. Шлифовка, расточка. Замена поршней, колец, вкладышей.
Комплект операций
Диагностика двигателя выполнена с целью определения объема восстановления. Включены: измерение компрессии по каждому цилиндру, определение величины утечек, измерение давления масла на холостых и рабочих оборотах. Снятие агрегата с автомобиля с маркировкой соединений и креплений. Разборка узлов до блоков и головки блока цилиндров. Дефектовка каждого элемента с записью параметров износа и наличия дефектов поверхности. Шлифовка коленчатого вала с фиксацией допусков на шеях. Расточка цилиндров с заданием технологических параметров и протоколом результатов. Подбор поршней и колец по размерам и маркировке. Замена коренных и шатунных вкладышей с контролем посадок. Ремонт или замена головки блока цилиндров и клапанного механизма. Сборка двигателя с контролем моментов затяжки и выполнением программ обкатки для стабилизации параметров. Настройка управления производится через калибровку датчиков и адаптацию ЭБУ. Отчет о проведенных операциях составлен с указанием сроков гарантии.
Оборудование и инструментарий
Перечень специализированного инструмента: компрессорный манометр, масляный манометр, гидроподъёмник, токарный станок, расточной агрегат, набор динамометрических ключей.
Контрольные приборы
Перечень приборов и метрологические характеристики, предназначенные для проведения диагностики и контроля параметров двигателя Chevrolet Aveo 1.4 L 100 л.с. (2006–2011). Применение приборов должно соответствовать техническим регламентам.
Манометр для измерения компрессии: пределы измерения 0-30 бар, точность не хуже ±0,2 бар, резьбовой переходник по диаметру свечного отверстия. Манометр для давления масла: диапазон 0-10 бар, точность ±0,1 бар, адаптер для подключения к масляной системе. Вакуумметр: диапазон 0-100 кПа, точность ±1 кПа для оценки утечек во впускной системе.
Электронный мультиметр: точность вольтметра ±0,5% для измерения сигналов датчиков. Осциллограф: полоса пропускания не менее 20 МГц, для анализа сигналов датчиков и катушек зажигания. Компрессометр с компрессионным адаптером и обратным клапаном для исключения попадания масла в измерительную магистраль.
Тестер аккумулятора: измерение напряжения и внутреннего сопротивления, диапазон 0-20 В, точность ±0,05 В. Присутствие калибровочного свидетельства у каждого прибора. Документирование измерений в протоколе с указанием идентификационных номеров приборов и даты калибровки. Хранение паспортов и свидетельств о калибровке на рабочем месте.

Подготовительные мероприятия
Осмотр места работ. Инструмент и детали подлежащие использованию подготовлены. Электропитание отключено. Маркировка и фотографирование соединений выполнены;
Организация рабочего места
Площадка для выполнения работ оборудована сектором с подъемником, стендом для снятия агрегатов и стапелем для фиксации. Освещение направленного типа обеспечено над рабочей зоной. Напольное покрытие антискользящее. Электропитание разведено к розеткам с защитой от перегрузки.
Стол для разбора с лотками и маркировочными наклейками подготовлен. Стенд для промывки деталей выделен отдельно. Контейнеры для моторного масла и охлаждающей жидкости промаркированы. Ёмкости для утилизации размещены рядом.
Инструментальный набор систематизирован по типам. Зоны хранения меток и болтов расчерчены. Организация рабочего пространства обеспечивает последовательную работу без пересечений потоков. Документация на видимых местах закреплена.
Первичная диагностика двигателя
Визуальный осмотр выполняется до запуска. Диагностирование проводится по шумам, утечкам, электрическим цепям. Проба запуска регистрируется.
Визуальный осмотр и опросы
Визуальный осмотр производится по установленной методике. Внешние повреждения корпуса мотора фиксируются с указанием местоположения и характера дефекта. Следы течи масла и антифриза регистрируются с определением возможного источника. Состояние ремней и шлангов оценено по износу, трещинам и ослаблению натяжения. Электрические разъемы и проводка осмотрены на предмет коррозии и пробоев изоляции. Состояние крышек и прокладок отмечено с измерением остаточной толщины уплотнителя. Опрос владельца ограничен датой возникновения неисправности, характером шумов и эксплуатационной историей.
Замер компрессии цилиндров
Измерение компрессии производится манометром через свечные отверстия. Запись показаний по цилиндрам. Оценка отклонений по технической нормативе мотора.
Последовательность измерений
Подготовка двигателя к измерению компрессии включает исключение подачи топлива и отключение системы зажигания. Демонтаж свечей и установка компрессометра в свечное гнездо выполняется последовательно для каждого цилиндра. Вращение коленвала производится стартером до стабилизации показаний манометра. Фиксация результата производится после трёх полных оборотов коленвала. Повтор измерения производится при одинаковых исходных условиях для каждого цилиндра. Регистрация значений осуществляется в таблицу с указанием номера цилиндра и величины давления. Оценка результатов производится сравнительно между цилиндрами с учётом допустимой разницы. В случае обнаружения аномальных значений предусмотрено выполнение дополнительной диагностики по протечкам и износу.

Интерпретация результатов компрессии
Анализ значений компрессии проводится по отклонению от эталона. Оценка покрывает утечки через клапаны, кольца и прокладку, выражается в процентах.
Критерии приемлемости
Контроль компрессии производится по цилиндрам. Значение компрессии считается допустимым при однородности показаний по всем цилиндрам и при отклонении не более 10% от среднего; Падение давления более 20% от среднего признаеться признаком износа или повреждения. Давление масла при холостом ходе должно находиться в диапазоне 0,8–1,5 бар; при рабочем режиме 2,0–4,0 бар в зависимости от температуры. Значение ниже установленных пределов рассматривается как признак неисправности масляной системы. Износ вкладышей оценивается по зазору: коренные вкладыши допускаются при зазорах до 0,05 мм в номинале; шатунные вкладыши допускаются при зазорах до 0,06 мм. Поршни и кольца подлежат замене при превышении наружного диаметра цилиндра на ремонтный размер или при задире рабочей поверхности. ГБЦ признается годной при отсутствии трещин и при ровности плоскости не более 0,05 мм на длине измерения. Результаты фиксации параметров вносить в отчет.
Измерение давления масла
Подключение манометра к масляному каналу производится через резьбовой штуцер. Измерение выполняется при прогретом моторе на холостом ходу и под нагрузкой.
Порядок подключения манометра
Подготовка узла подачи масла к измерению производится через снятие декоративных крышек и обеспечение доступа к сливному патрубку масляной магистрали. Выбирать манометр с рабочим диапазоном, обеспечивающим показания до 10 бар, с соединением M10x1,0 или адаптером соответствующего резьбового сечения. Соединение манометра с резьбовым отверстием масляного фильтра или патрубком осуществляется через адаптер с уплотнительным кольцом. Присоединение выполняется на холодном агрегате для исключения ошибок, вызванных повышенной вязкостью масла. Перед установкой удаление загрязнений из резьбы и канала обеспечивает герметичность. Место установки располагается в удобной зоне контроля приборов. Шланг манометра должен быть выведен таким образом, чтобы исключалось натяжение и перегибы. После подключения обязательна проверка герметизации путем кратковременного пуска для фиксации утечек при рабочем давлении. Фиксирование показаний производится при стабилизации работы холостого хода, с фиксацией минимального и пикового значений. Демонтаж манометра производится после остывания системы и сброса давления.
Оценка результатов давления масла
Сравнение измеренных значений с нормативом. Отклонение фиксируется. Оценка возможных причин снижения давления и перечень требуемых дальнейших операций.
Требуемые значения и допуски
Для оценки состояния двигателя указаны количественные нормы. Давление масла на холостых оборотах должно составлять 0,8-1,2 бар; на рабочей частоте оборотов 2,0-3,5 бар при нормальной вязкости и температуре. Компрессия по цилиндрам при измерении измерителем без наддува должна находиться в пределах 9,5-11,5 бар с разбросом между цилиндрами не более 0,8 бар. Износ цилиндров по диаметру допускается до ремонтного размера +0,50 мм от номинала; разбег по диаметрам не превышает 0,02 мм. Поршневые кольца подлежат замене при зазоре в канавке более 0,35 мм и торцевом зазоре кольца более 0,6 мм. Коренные и шатунные вкладыши признаются годными при толщине масляной пленки, обеспечивающей давление; биения и износы на шейках до 0,03 мм. ГБЦ признается пригодной при отсутствия трещин, деформации плоскости менее 0,05 мм на длине измерения 150 мм; седла клапанов подлежат восстановлению при признаках износа, углублениях или подсосах. Шероховатость обработанных поверхностей после шлифовки и расточки должна отвечать параметрам Ra 0,4-0,8 мкм. Контроль моментов затяжки головки производится по установленным значениям завода-изготовителя с шагом крутящего момента и последовательностью; остаточные моменты фиксируются в протоколе.
Снятие двигателя с автомобиля
Фиксация автомобиля на подъемнике. Отключение аккумулятора. Слив рабочих жидкостей. Маркировка и отсоединение проводки. Подвеска и подъем агрегата выполняются.
Фиксация агрегата и маркировка соединений
Фиксация двигателя на подъемнике или козлах производится с применением штатных точек крепления и дополнительных стяжек для исключения перемещений при снятии. Маркировка трубопроводов, жгутов и тросов выполняется устойчивыми этикетками с указанием расположения и ориентации. Клеммы электрических разъемов маркируются нумерацией и цветовой кодировкой. Шланги систем охлаждения и вентиляции картера помечаются стрелками потока. Топливные магистрали получают идентификаторы, исключающие перепутывание при сборке. Болты и винты распределяются по контейнерам с пометками позиции и момента затяжки. Фотофиксация узлов проводится при сложной компоновке для восстановления трассировка при сборке. Применение защитных колпачков для открытых магистралей и заглушек для отверстий в блоке исключает попадание загрязнений. Оформление карточки креплений и соединений завершается перечнем маркировочных обозначений и используемых материалов для последующего контроля.
Разборка двигателя
Демонтаж узлов выполняется по этапам. Болты маркируются. Компоненты упаковываются отдельно. Детали протоколируются. Консервация выполняется по нормам.
Очередность демонтажа узлов
Очередность демонтажа узлов определяется технологической картой на двигатель Chevrolet Aveo 1.4 L 100 л.с. (2006–2011). Снятие аккумуляторной батареи и клемм выполняется первым. Обеспечение обесточивания электроцепей фиксируется в протоколе. Демонтаж воздушного фильтра с корпусом и впускного коллектора проводится далее. Слив охлаждающей жидкости и моторного масла производится перед отделением трубопроводов. Снятие ремня привода и натяжителя выполняется после отсоединения наружных приводов. Отсоединение топливной системы и бензопроводов производится с применением защитных заглушек. Отделение выхлопной системы и приёмной трубы выполняется перед снятием подрамника. Стенки моторного отсека защищаются, крепления двигателя маркируются. Снятие двигателя с автомобиля производится при зафиксированном положении коробки передач и соблюдении угловых меток.

Дефектовка деталей
Осмотр деталей производится по стандарту. Замеры износа, проверка геометрии, контроль трещин и коррозии. Протокол фиксируется и передаётся заказу.
Критерии годности и списания
Оценка состояния деталей производиться по измеренным параметрам и нормативам. Износ цилиндров считается допустимым при превышении заводских допусков не более допустимого значения проточки; при наличии трещин и деформаций допускается списание. Поршни признаются негодными при износе юбок сверх ремонтного размера, при задире на рабочей поверхности, при разрушении канавок для колец. Кольца подлежат замене при потере упругости или износе, обеспечивающем уход масла в камеру сгорания. Вкладыши считаются непригодными при износе вкладышей шейки за пределы ремонтного размера или при задиров. Головка блока подлежит замене при трещинах, деформациях, многократной неудачной правке. Сальники и прокладки заменяются без вариантов. Диагностические показания компрессии и давления масла фиксируются и при отклонениях оформляется акт списания.
Шлифовка коленчатого вала
Шлифовка выполняется на станке с абразивным кругом. Контроль биения и круглости производиться. Восстановление допуска производится по спецификации изготовителя.
Точность обработки и допуски
Установлены размерные требования к восстановительным операциям коленчатого вала и блоков цилиндров. Контроль диаметра шейки коленвала выполняется с точностью до 0.005 мм. Шероховатость цилиндрических поверхностей после расточки не должна превышать Ra 0.8. Конусность цилиндров ограничивается 0.02 мм на рабочую длину. Биение шатунных шеек допускается до 0.01 мм. Радиальные зазоры вкладышей после установки контролируются по рабочему масляному клину и фиксируются в пределах 0;02–0.04 мм. Допуск на посадку поршней по диаметру и боковому зазору устанавливается с учетом ремонтного класса; размеры ремонтных поршней согласованы с маркировкой блока. Износ колец оценивается по наружному диаметру и замеряется с точностью до 0.01 мм. Контроль торцов головки блока производится по плоскостности с допуском 0.05 мм на 150 мм длины. Спецификации крепежных моментов головки и маховика указываются в карте сборки и подлежат обязательной проверке динамометрическими ключами с калибровкой.
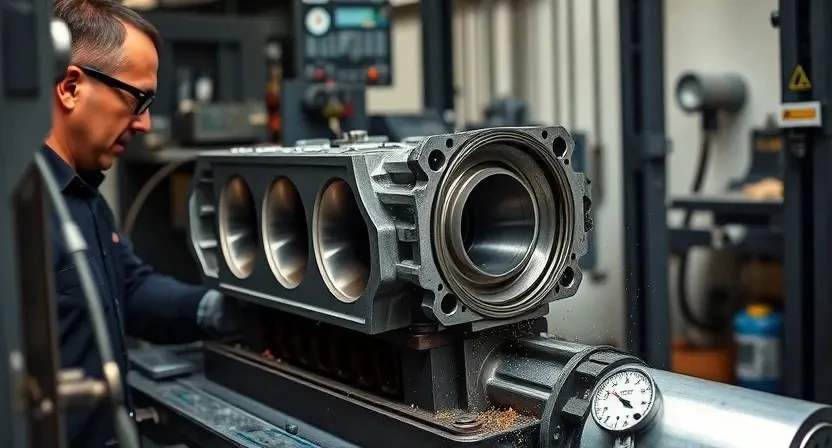
Расточка блоков цилиндров
Расточка выполняется по установленным размерам. Контроль отклонений по параметрам. Обработка концентричности и шероховатости. Фиксация отчёта о замерах.
Технологические параметры расточки
Расточка блока цилиндров выполняется по установленной программе обработки. Задача ‒ восстановление цилиндров до проектного размера с обеспечением соосности и правильной цилиндрической формы. Обработка производится в несколько проходов с чередованием резания и контроля. Шаг резания подбирается исходя из величины припуска. Допуск по конусности не превышает 0.03 мм на рабочую длину. Отклонение круглости ограничено 0.02 мм. Допуск по параллельности плоскостей крышки и блока не превышает 0;05 мм. Шероховатость рабочей поверхности цилиндров Rz 10-25 мкм. Охлаждение и смазка применяются для снижения термической деформации. Контроль размера производится микрометрическими и оптическими средствами. Работы документируются с фиксацией допусков и номеров операций.
Выбор и замена поршней и колец
Подбор поршней по диаметру и марке производится по измерениям блока. Установка колец выполняется с зазорами, контроль натяга шатуна осуществляется после монтажа.
Подбор по размерам и маркировке
Подбор поршней и колец производится по фактическим размерам после расточки блока и шлифовки коленчатого вала. Измерения диаметров цилиндров и посадочных мест выполняются микрометром и нутромером. Обозначения по заводу-изготовителю сверяются с маркировкой на деталях, при отсутствии читаемых данных выполняется замер для определения ремонтного класса. Подбор шатунных и коренных вкладышей осуществляется по внутреннему диаметру коренных отверстий и по диаметру шеек вала. Применение деталей с заводской маркировкой или ремонтных размеров фиксируется в документации; Контроль допусков проводится шаблонами и калибрами.
Замена коренных и шатунных вкладышей
Демонтаж коленчатого вала произведён. Подбор вкладышей по номиналу. Контроль зазоров выполнен. Установочные поверхности очищены и промазаны сборочной смазкой.
Обработка посадочных поверхностей
Подготовка поверхности производится до достижения чистоты и удаления следов герметика. Контроль плоскостности выполняется плановым измерением пластинчатым щупом и индикатором. Допуск отклонения по плоскости установлен в 0,05 мм. При выявлении дефекта производится шлифовка ровными ходами на специализированном станке. Шероховатость доводится до Ra 0,8-1,6 мкм. Фланцы и посадочные места очищаются обезжиривателем. Остатки абразива удаляются продувкой и промывкой рабочей жидкостью. После обработки производится повторный замер плоскости. Результат фиксируется в отчётной карте с указанием размера и применённого инструмента.
Работы с головкой блока цилиндров
Демонтаж ГБЦ произведён. Поверхности проверены на трещины и деформацию. Ремонтные операции включают шлифовку, притирку седел и замену направляющих.
Ремонт или замена ГБЦ и клапанного механизма
Демонтаж головки блока цилиндров выполняется после маркировки и отсоединения магистралей. Очередность операций включает снятие навесного оборудования, распределительного вала и гидрокомпенсаторов. Контроль посадочных поверхностей производится измерением плоскостности микрометром и щупом. Обнаруженные трещины подлежат дефектации с применением магнитопорошкового или красочного метода. При износе седел клапанов производится расточка и притирка с последующей установкой новых седел при превышении допустимых пределов.
Замена направляющих втулок выполняется после измерения люфта. Замена клапанов и тарельчатых пружин производиться при выявлении деформации или усталости металла. Сборка ГБЦ осуществляется с применением новых прокладок и динамометрического контроля моментов затяжки головки в соответствии с технологической картой. Регистрация выполненных операций в сервисной документации и калибровка фаз газораспределения выполняются перед установкой агрегата на место.

Сборка двигателя
Сборка выполняется по этапам: установка коленвала, вкладышей, поршней, ГБЦ с прокладкой. Применение моментных характеристик затяжки фиксируется в протоколе.
Последовательность и контроль моментов затяжки
Определение порядка затяжки головки блока цилиндров производится в соответствии с заводской схемой для двигателя 1.4 L. Порядок установки болтов задает равномерность прижатия поверхности. Момент затяжки подразделяется на этапы: первичная растяжка под малый момент, последующая доводка до рабочего значения и угловая допзатяжка при наличии такой процедуры в регламенте.
Применение динамометрического ключа обязательно. Контроль крутящего момента выполняется в каждом шаге. Запись значений производится в сервисную карту автомобиля. Отклонение от нормы фиксируется и сопровождается повторной обработкой крепежа или заменой элементов резьбовых соединений при выявлении деформации.
Нанесение смазки на резьбы и опорные поверхности проводится по предписанным материалам. Контрольные моменты подбираются с учётом состояния резьбы и класса прочности болтов. Протоколирование окончательных величин и состояние крепежа сохраняется в отчётной документации.
Программы обкатки и контроль параметров
Описание программ обкатки предоставлено для восстановленного мотора Chevrolet Aveo 1.4 L 100 л.с. (2006–2011). Обкатка производится в несколько этапов с фиксированной нагрузкой и температурным режимом. Начальный этап включает запуск двигателя на холостых оборотах до установленной рабочей температуры, продолжительность этапа фиксируется. Второй этап включает чередование режимов средней и высокой нагрузки при контролируемом времени каждого интервала. Давление масла измеряется на каждом этапе с регистрацией показаний. Контроль расхода топлива и уровня выбросов фиксируется посредством диагностического прибора. Параметры температурного режима, частоты вращения коленвала, давления масла и сигналов датчиков фиксируются в протокол обкатки. При отклонениях параметров выполняется коррекция регулировок и повторный цикл обкатки.
Настройка системы управления двигателем
Калибровка датчиков выполняется после сборки. Адаптация ЭБУ проводится через диагностический интерфейс. Запись параметров и архивирование результатов.
Калибровка датчиков и адаптация ЭБУ
Настройка датчиков выполняется после завершения основных операций по ремонту двигателя. Подключение диагностического адаптера производится к разъему OBD-II. Параметры датчиков местных систем считываются и фиксируются.
Калибровка датчиков положения коленчатого и распредвала производится по заводским процедурам и программным таблицам. Значения фаз впрыска и зажигания сбрасываются к базовым. Значения коррекции топлива и угла опережения запрашиваются и сохраняются в памяти контроллера.
Адаптация датчиков расхода воздуха и температуры среды проводится посредством прогрева двигателя до рабочей температуры и выполнения регламентированных циклов работы на холостом ходу и нагрузке. Параметры фиксируются для последующего анализа.
Адаптация ЭБУ осуществляется через специализированное ПО с записью версии прошивки и регистрацией ошибок. После завершения прошивки производится контроль показаний датчиков и тестовый запуск с оценкой устойчивости холостого хода. Протоколирование результатов обязательно.
Отчет о выполненных работах и сроки гарантии
Составление отчетной документации. В отчет включены: перечень выполненных операций, результаты первоначальной диагностики, протоколы измерений компрессии и давления масла, акты дефектовки с указанием причин списания элементов, ведомости по произведенной шлифовке и расточке, ведомости замененных деталей с указанием маркировок и размеров. Приведены значения окончательных допусков по коленчатому валу, поршневой группе и ГБЦ. Зафиксированы параметры обкатки и адаптации ЭБУ. Указаны гарантийные сроки по отдельным видам работ и комплектующим, а также условия утраты гарантии при нарушении эксплуатационных процедур.