

Описание услуги представлено кратко. Выполнение комплекса работ по двигателю Daewoo Espero 1.8 L 95 л.с. (1993–1997) включается диагностика‚ оценка состояния‚ измерение компрессии‚ измерение давления масла‚ снятие‚ разборка‚ дефектовка‚ шлифовка‚ расточка‚ замена элементов‚ обкатка‚ настройка.

Технические данные двигателя
Указаны основные конструктивные и эксплуатационные параметры двигателя Daewoo Espero 1.8 L 95 л.с. (1993–1997). Рабочий объем 1759 см3. Конфигурация четырехцилиндровый рядный. Число клапанов 8. Степень сжатия 9‚2:1. Мощность 95 л.с. при 5400 об/мин. Максимальный крутящий момент 143 Н·м при 3200 об/мин.
Диаметр цилиндра 80‚5 мм. Ход поршня 87‚2 мм. Система питания карбюраторная или инжекторная в зависимости от модификации. Охлаждение жидкостное с помпой механического привода. Система смазки под давлением с масляным насосом шестерного типа;
Материал блока цилиндров чугун. Материал ГБЦ алюминиевый с чугунными седлами клапанов. Коленчатый вал стальной ковкой. Вкладыши верхнего и нижнего расположения стандартных размеров‚ ремонтные размеры указаны в технической документации производителя. Поршни алюминиевые с канавками под кольца.
Рабочие допуски: радиальный зазор коленвала по шейкам 0‚02–0‚06 мм; зазор поршневых колец в канавке 0‚10–0‚35 мм в зависимости от диаметра; компрессия номинальная 10‚5–12‚5 бар по цилиндрам в исправном состоянии. Давление масла холостого хода 0‚8–1‚2 бар; при рабочем режиме 2‚0–3‚5 бар.
Применяемые жидкости: моторное масло вязкостью 10W-40 или 15W-40 в зависимости от климатических условий и состояния двигателя; охлаждающая жидкость этиленгликолевая с противокоррозионными присадками. Указанные параметры используются при выполнении диагностики и ремонта.
Организация рабочего места
Определение зоны работ производится на твердом горизонтальном покрытии с отверстием для сбора технических жидкостей. Освещение обеспечивается светильниками с равномерным распределением люкс. Вентиляция механизированная с вытяжной системой. Температура поддерживается в диапазоне‚ исключающем конденсацию на деталях.
Размещение инструмента выполняется по функциональным группам. Наборы слесарного инструмента‚ измерительные приборы и спецключи размещаются на стойках с маркировкой. Контейнеры для крепежа и мелких деталей снабжаются разделителями и этикетками. Рабочая поверхность стойки покрыта материалом‚ предотвращающим скольжение компонентов.
Подъемные механизмы монтируются с учетом грузоподъемности‚ превышающей массу двигателя и навесного оборудования. Стропы и карманы для посадки агрегата проверяются на целостность. Стойки двигателя фиксируются на приспособлениях с регулировкой по высоте. Подставки колес и домкраты располагаются в зоне доступа.
Средства контроля и измерения централизованы. Компрессометр‚ манометр давления масла и токовые клещи хранятся в калиброванном шкафу. Калибровка приборов регистрируется в журнале. Изоляционные материалы и уплотнители хранятся в закрытых контейнерах для предотвращения загрязнений.
Организация отвода и утилизации отходов регламентирована. Сбор отработанных масел выполняется через герметичные емкости‚ маркируемые по типу материала. Фильтры и изношенные уплотнения помещаются в отдельные емкости. Документация по утилизации хранится вместе с журналами ремонтных работ.
Средства индивидуальной защиты доступны в зоне входа в рабочую зону. Перчатки‚ очки и защитная одежда размещаются на подвесах. Инструкции по технике безопасности вывешены у проходов. Запись о инструктаже вносится в журнал посещаемости.
Подготовка автомобиля к ремонту
Осмотр кузова и моторного отсека выполняется для определения доступа к агрегатам. Электрическая сеть обесточивается путем отключения аккумуляторной батареи. Слив эксплуатационных жидкостей производится в соответствии с экологическими нормами: моторное масло собирается в герметичную тару‚ охлаждающая жидкость сливается в промаркированную емкость.
Опорные точки и поддомкрачники подготавливаются для безопасной фиксации автомобиля на подъемнике. Крепеж и уязвимые элементы маркируются и группируются по наборам. Слив топлива осуществляется при наличии специальных устройств; удержание паров обеспечивается соответствующей вентиляцией.
Доступ к моторному отсеку организуется путем демонтажа наружных элементов‚ мешающих снятию двигателя. Воздушный фильтр и его корпус демонтируются при необходимости. Жгуты проводки отсоединяются с фиксацией штекеров в маркированные контейнеры.
Системы охлаждения и отопления частично обезвоживаются для предотвращения протечек при отделении шлангов. Соединения топливопровода и магистралей промаркированы для исключения ошибок при сборке. Маслосборники и фильтры подлежат замене или промывке в зависимости от состояния.
Инструмент и оснастка подбираются по каталожным номерам. Применение гидравлической траверсы для снятия двигателя предусмотрено при отсутствии возможности снятия с подъемника. Подготовка включает приобретение уплотнений‚ прокладок и расходных материалов в объеме‚ достаточном для полной сборки.
Документация на двигатель и спецификации моментов затяжки прилагаются к рабочему месту. Запись исходных параметров двигателя выполняется в акт технического состояния перед началом демонтажа.
Измерение компрессии
Подготовка агрегата производится путем вывода двигателя на рабочее положение и обеспечения доступа к свечным колодцам. Электропитание системы зажигания отключается. Подача топлива блокируется. Отворачивание свечей производится для освобождения доступа к цилиндрам. Установление манометра компрессии производится в свечное отверстие цилиндра с резьбовым соединением.
Пуск двигателя выполняется стартером при закрытой дроссельной заслонке. Частота вращения коленчатого вала фиксируется в диапазоне‚ обеспечивающий стабильные показания манометра. Показания регистрируются после нескольких оборотов до стабилизации давления. Процедура повторяется по каждому цилиндру в одинаковых условиях.
Фиксация результатов производится в табличной форме с указанием цилиндра‚ максимального давления‚ количества оборотов и времени снятия показаний. Испытание проводится в холодном и прогретом состоянии по регламенту производителя для оценки утечек между камерами сгорания и системами питания. Протокол включает отметки о возможных признаках подсоса воздуха через клапанные направляющие или неплотности поршневых колец.
Для установления причины отклонений выполняется дополнение измерениями давления топлива и осмотром состояния свечей зажигания. При расхождении показаний между соседними цилиндрами производится компрессия с добавлением небольшого количества масла в свечное отверстие для определения состояния колец и цилиндров. Запись наблюдений производится для последующей дефектовки и принятия решения о целесообразности ремонтных операций.
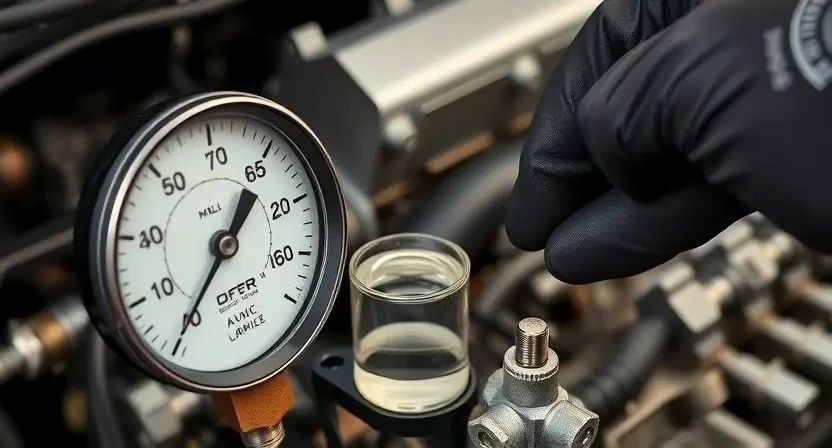
Измерение давления масла
Подготовка к измерению включена в последовательность работ. Подготовка подразумевает установку манометра с соответствующим разъемом на место датчика давления масла или использование переходника. Подключение манометра производится к масляной магистрали с исключением утечек. Запуск двигателя производится на прогретом состоянии до рабочей температуры масла.
Фиксация показаний должна выполняться при холостом ходе и при повышенных оборотах. Снятие показаний осуществляется после стабилизации параметров в течение заданного периода для исключения пульсаций. Регистрация значений выполняется с указанием температуры масла и оборотов двигателя. При измерениях допускается кратковременное повышение оборотов для определения минимального и максимального давления.
Сравнение полученных параметров выполняется с паспортными значениями для двигателя Daewoo Espero 1.8 L 95 л.с. (1993–1997). Отклонения от нормы классифицируются по величине превышения или пониженного значения и по характеру изменения при изменении оборотов. Идентификация причин низкого давления производится по установленным признакам: износ масляного насоса‚ увеличение зазоров вкладышей‚ загрязнение масляных каналов‚ неисправность регулятора давления.
Документирование результатов измерений включается в отчет по ремонту. Запись выполняется с указанием даты‚ модели двигателя‚ использованного оборудования‚ температуры масла‚ оборотов двигателя и всех полученных значений давления. Описание выявленных отклонений сопровождается перечнем рекомендуемых дополнительных операций для устранения выявленных дефектов.
Интерпретация результатов давления масла
Оценка давления масла производится на основании измерений‚ выполненных при холодном и прогретом двигателе при рабочих и холостых оборотах. Сравнение показателей с заводскими величинами выполняется для выявления отклонений‚ указывающих на износ деталей масляной системы. Низкие значения давления при холостом ходе указывают на повышенный люфт в опорах коленчатого вала или износ масляного насоса. Равномерное снижение давления во всех цилиндрах трактуется как снижение производительности насоса или загрязнение фильтра.
Высокие показания давления масла трактуются как повышение сопротивления потоку в системе. Заблокированные каналы‚ закоксовавшиеся масляные каналы или неисправность регулятора давления приводят к чрезмерному повышению давления. Регулировка осуществляется путем проверки состояния редукционного клапана и промывки масляных каналов головки блока. Давление‚ превышающее допустимые значения‚ сопровождается повышенным риском разрыва уплотнений и преждевременного износа сопряженных элементов.
Фиксация показаний производится при определенных режимах: холодный двигатель ‒ при 800-1000 об/мин; прогретый ─ при 3000 об/мин. Сравнительная таблица значений позволяет отделить дефекты масляной магистрали от проблем в подшипниках коленчатого вала. Односторонние отклонения давления трактуются как локальные засоры или повреждения уплотнений. Измеренные значения и отмеченные отклонения вносятся в отчет с указанием режимов измерения и примененного оборудования.
При необходимости дальнейших работ выносится решение о демонтаже масляного насоса и дефектовке подшипников. Дальнейшие действия документируются с указанием обнаруженных дефектов и рекомендаций по замене компонентов и последующим испытаниям после ремонта.

Снятие двигателя и крупных узлов
Проведение операций по снятию двигателя Daewoo Espero 1.8 L 95 л.с. (1993–1997) выполняется в последовательности‚ направленной на сохранение целостности компонентов и обеспечение последующей разборки. Отключение аккумуляторной батареи производится перед началом работ. Слив топлива и охлаждающей жидкости выполняется через соответствующие сливные точки. Снятие воздушного фильтра и впускной системы производится для освобождения пространства вокруг головки блока цилиндров. Отсоединение электрических разъемов и датчиков выполняется идентификацией контактов и маркировкой. Слив моторного масла производится через пробку картера с применением ёмкости для сбора отработанной жидкости. Отсоединение выпускной системы производится от коллектора с применением защитных распорок для предотвращения повреждений. Снятие навесного оборудования исполняется с последовательной маркировкой креплений и шлангов. Демонтаж топливной рампы и магистралей производится с перекрытием подачи топлива. Снятие радиатора и вентиляторного узла осуществляется при освобождении места для подъёмного механизма. Подвеска двигателя к подъёмному крану выполняется через штатные точки крепления с применением грузоподъёмных приспособлений‚ обеспечивающих равномерное распределение нагрузки. Удаление опорных подушек производится после поддержания двигателя под подъёмом. Отсоединение трансмиссии производится при установке фиксатора коробки передач и демонтаже болтов фланца. Снятие двигателя из моторного отсека осуществляется плавным подъёмом с контролем положения для предотвращения контактов с кузовными элементами. После извлечения двигатель устанавливается на стенд или подставку с подкладками‚ исключающими деформацию. Маркировка и упаковка отсоединённых деталей производится по группам для обеспечения удобства последующей сборки и дефектовки.
Разборка двигателя
Демонтаж компонентов производится после выполнения подготовительных операций и маркировки контактов‚ трубопроводов‚ креплений. Снятие навесных агрегатов оформляется в ведомости. Отсоединение топливной магистрали и системы зажигания выполняется по этапам‚ исключающим загрязнение и повреждение. Слив рабочих жидкостей производится в промаркированные ёмкости с указанием состава. Акумуляторный блок отключается‚ электрические разъёмы защищаются изолирующими крышками.
Снятие агрегата с опор осуществляется при применении грузоподъёмного оборудования с расчётной грузоподъёмностью. Точка крепления и положение центра тяжести фиксируются. Подвеска силового узла обозначается и документируется. Крепёжные элементы группируются по типоразмерам и помещаются в герметизированные контейнеры с маркировкой.
Разборка блока цилиндров производится на стенде с фиксацией момента и последовательности отворачивания. Снятие головки блока цилиндров выполняется после слива охлаждающей жидкости и демонтажа впускного коллектора. Прокладки и уплотнения следует разместить отдельно для визуального осмотра и дальнейшей дефектовки. Болты крышек распределительного вала и штанги ослабляются по схемам‚ указанным в технической документации.
Вытаскивание поршней и шатунов оформляется протоколом с указанием компрессии и видимых повреждений. Вкладыши подлежат маркировке по цилиндрам. Вал коленчатый извлекается и направляется на контроль геометрии. Поверхности деталей очищаются от загрязнений и отложений методом‚ допускаемым для сплавов и покрытий. Продукция упаковывается для транспортирования в отдел контроля качества.
Дефектовка компонентов
Проведение дефектовки компонентов двигателя Daewoo Espero 1.8 L 95 л.с. осуществляется после разборки узлов. Оценка производится по визуальным признакам‚ измерительным параметрам и соответствию заводским допускам. Износ цилиндров определяется по замеру диаметра и овальности. Замеры выполняются микрометром и индикатором‚ результаты фиксируются в ведомости. Зазоры поршневых колец сверяются с техническими паспортными значениями. Состояние поршней оценено по наличию задиров‚ копоти‚ деформаций и трещин. Измерение диаметра поршней и проверка конусности выполняются на калиброванных станках. Вкладыши коренных и шатунных шеек проверяются по признакам износа: задиры‚ перегрев‚ притирочные следы. Измерение толщины вкладышей производится микрометром‚ контроль биения ‒ индикатором. Коленчатый вал обследуется на наличие трещин и биений. Диагностика осуществляется магнитного контроля и измерением радиального люфта. Валы распредвалов осматриваются на поверхности шейки и кулачка: износ фасок‚ следы провара и задиров фиксируются. На головке блока цилиндров исследуются седла клапанов‚ направляющие втулки и плоскость под прокладку. Геометрия плоскости головы определяется расточным столом и натянутостью щупа при проверке плоскостности. Клапаны проверяются на плотность прилегания к седлам и на наличие деформаций. Приведенные данные вносятся в дефектовочный акт с указанием предельных размеров и рекомендаций по восстановлению. Решения о восстановлении или замене компонентов принимаются на основе сравнения измеренных значений с заводскими пределами. Оценка затрат и сроков восстановления оформляется отдельно.
Контроль и шлифовка коленчатого вала
Входной контроль коленчатого вала производится визуальным осмотром и измерениями. Геометрические параметры шатунных и коренных шеек фиксируются микрометром. Отклонения по диаметру фиксируются в журнале. Определение износа осуществляется путем сопоставления с заводскими допусками. Поверхности шеек оцениваются на наличие задиров‚ рисок и выкрашиваний.
Балансировка производится при обнаружении биения или дисбаланса. Статическая и динамическая балансировка регистрируются протоколом. Восстановительный ремонт допускается при сохранении дефектов в пределах ремонта. Применение ремонтных вкладышей согласуется с размерами подшипников и вставных вкладышей. Подбор ремонтных размеров осуществляется по таблицам допусков.
Шлифовка шеек выполняется на станке с управлением подачей и скоростью. Контроль чистоты и шероховатости поверхности производится перед и после обработки. Шероховатость фиксируется в протоколе замеров. Температурный режим обработки поддерживается для предотвращения перегрева металла и изменения структурных свойств.
Промежуточный контроль проводится между шлифовальными проходами. Геометрические параметры измеряются повторно. Допуск на овальность и конусность регистрируется. При превышении допустимых значений проводится повторный цикл обработки или принимаеться решение о замене вала.
Финишная обработка предусматривает полировку рабочей поверхности. Смазочные каналы продуваются и контролируются проходимость. Заусенцы удаляются. Одновременная проверка на наличие трещин выполняется магнитопорошковым или ультразвуковым методом‚ результаты прилагаются к актам.
Документация включает перечень применённых инструментов‚ марки абразива‚ скорости резания и снятого припуска. Ведомость итоговых размеров и массовых характеристик составляется и прилагается к картам работ.
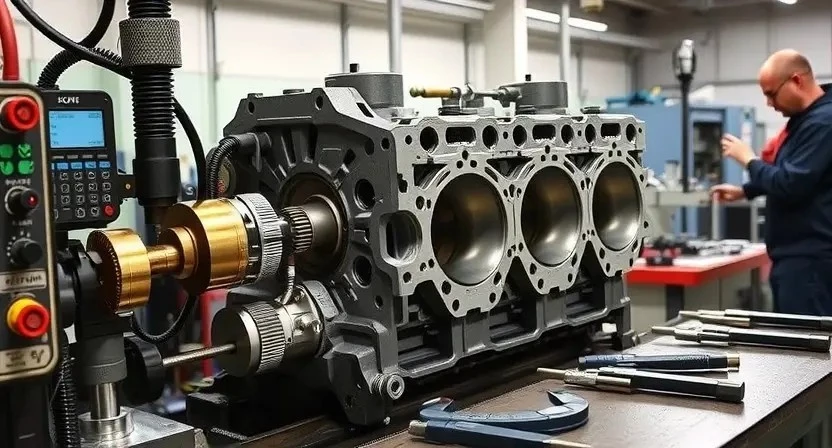
Расточка цилиндров и хонингование
Описание выполняемых операций содержит последовательность технологических этапов по восстановлению цилиндров двигателя Daewoo Espero 1.8 L 95 л.с. (1993–1997). Первичным действием считается проведение измерений исходного состояния поверхности цилиндров с применением микрометра и нутромера для определения износа и овальности. По результатам измерений фиксируются размеры‚ допускаемые и предельные значения. Обработка поверхности предусматривает расточку до ремонтного диаметра с контролем опорной плоскости блока. После расточки выполняется удаление заусенцев и обезжиривание рабочей зоны. Хонингование выполняется с целевым параметром шероховатости рабочей поверхности для обеспечения приработки поршневых колец. Применение инструмента с регулируемыми скоростями и абразивными камнями с зернистостью‚ соответствующей каталожным данным‚ предусмотрено для достижения требуемой формы и шероховатости. Контролирование диаметра цилиндров производится между проходами с шагом‚ установленным технологией. Замер конусности и цилиндричности проводится профильным прибором и протоколируется. Смазка рабочей поверхности производится эмульсией для охлаждения и удаления стружки. Очистка выполняется после каждого этапа обработки. Завершающим действием считается контроль окончательных параметров: диаметр‚ овальность‚ шероховатость‚ соответствие ремонтным размерам. Результаты фиксируются в техническом отчете с указанием применённых инструментов‚ материалов и величин отклонений.
Обработка головки блока цилиндров
Детализированное описание операции обработки головки блока цилиндров представлено в документе. Визуальный осмотр поверхности седел клапанов‚ каналов охлаждения и прилегающих плоскостей производился при освещении не менее 1000 люкс. Результаты дефектоскопии зафиксированы протоколом. Измерение плоскостности плоскости посадки прокладки выполнено щупами и микрометром; допуск по плоскостности установлен 0‚05 мм на длину‚ указанную в нормативной документации. Измерение глубины камер сгорания и толщины материала производится микрометром с точностью до 0‚01 мм. При обнаружении коррозии и эрозии материал оценён по классу повреждений; документировано решение о восстановлении или замене головки. Ремонтные работы по восстановлению посадочных мест седел клапанов включают фрезерование и запрессовку новых седел; контрольная проверка геометрии проводится после установки с использованием шаблонов и калибровочных щупов. Контроль герметичности через вакуум-метод зарегистрирован в протоколе испытаний. Шлифование плоскости выполнено на станке с циркулярным абразивом; допуск шероховатости Ra указан в техническом регламенте и подтверждён измерением профилометром. Наплавка дефектных участков допускается с последующей механической обработкой при несоответствии исходных параметров; материалы наплавки и режимы сварки зафиксированы. Уплотняющие поверхности подготовлены для новой прокладки; фрезерование фасок выполнялось при контроле углов и радиусов. Резьбовые отверстия восстановлены втулками или развёрнуты с последующей нарезкой резьбы; применённый метод восстановления внесён в отчет. Испытания после обработки включают измерение давления в камерах‚ проверку распределения охлаждения и повторное измерение плоскостности; результаты внесены в итоговый акт.

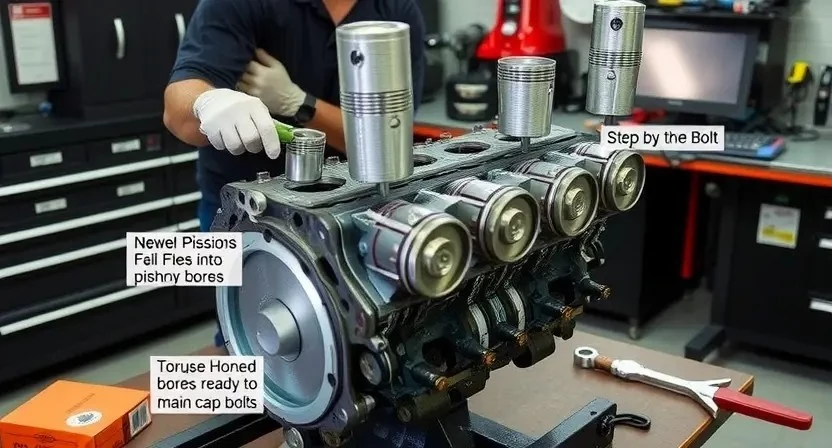
Замена поршней‚ колец и вкладышей
Описание операции представлено в последовательности технологических этапов. Демонтаж поршневой группы производится после документирования состояния блока цилиндров и шатунов. Отработка допусков выполняется измерением посадочных мест и рабочих поверхностей. Подбор комплектующих осуществляется по каталожным номерам и замерам.
Очистка деталей проводится растворителями с низким содержанием агрессивных компонентов. Контроль усилий затяжки коленчатого вала и шатунных крышек производится динамометрическим ключом с протоколированием показаний. Замена вкладышей производится комплектно по оси и по диаметру. Установочные зазоры фиксируются в журнале ремонтных работ.
Калибровка размеров поршней и цилиндров включает замеры диаметра поршня‚ толщины поршневого кольца и конусности гильзы. Замеры выполняются микрометром и индикатором; отклонения от нормы приводят к выбору ремонтного комплекта. Расположение меток на поршне в отношении канавок регламентируется заводской документацией.
Монтаж колец производится с использованием специального приспособления для расширения кольца. Сборка поршне-шатунного узла осуществляеться в прессе при контроле биения и свободного хода. Подгонка зазоров между кольцами и канавками производится шлифовкой посадочных поверхностей при необходимости.
Смазка поверхностей проводится масляными составами по допускам производителя. Притирка колец и первичная обкатка нового узла обозначаются в протоколе обкаточных работ. Испытание давления компрессии и давления масла после сборки включается в перечень контрольных операций перед окончательной наладкой.
Сборка узлов и установка новых деталей
Сборка узлов выполняется по регламенту производителя. Прокладки и уплотнения заменяются на новые комплектующие с заявленными параметрами. Болты и крепеж используются с контролем момента затяжки по таблице. Поверхности контакта очищаются от остатков герметика и загрязнений. Сборочная смазка наносится дозировано на направляющие и шейки‚ совместимость смазки подтверждена технической документацией. Установочные зазоры подбираются согласно допускам‚ измерения фиксируются в монтажной ведомости.
Поршневые группы собираются с соблюдением ориентации меток и направлений установки. Кольца уплотнения устанавливаются с раскладкой стыков по окружности‚ зазоры перекрытия фиксируются. Шатуны устанавливаются с контролем биения и совпадения меток. Вкладыши подбираются по коду посадки‚ усилие заклинивания замеряется при помощи приспособлений. Контроль диаметра цилиндров проводится перед монтажом поршней.
Коленчатый вал монтируется с применением оправок и центров. Прокладки коренных шеек заменены. Момент затяжки коренных крышек зафиксирован протоколом. Вал проверен на вращение без заеданий и соосность. Ролики привода и цепь/ремень выставлены по меткам синхронизации. Натяжение приводного элемента измерено динамометрическим прибором‚ результат внесён в бланк.
Головка блока установлена с новой прокладкой. Болтовые соединения головки затянуты по многоступенчатой схеме‚ контрольным инструментом подтверждено соответствие моментов. Распределительные валы собраны с установкой фиксаторов и шпонок. Механизм клапанов собран с регулировкой зазоров по техническому регламенту. Рабочие клапаны проверены на герметичность методом сжатого воздуха.
Сборка вспомогательных узлов произведена с учётом упорядочивания трасс проводки и шлангов. Система смазки соединена по схеме‚ магистрали заполнены маслом для исключения сухого трения при первичном запуске. Топливная аппаратура установлена с проверкой на протечки под давлением. Контроль электрических соединений выполнен по сопротивлению и целостности цепей.
Документация сборки оформлена протоколом с указанием применённых деталей‚ момента затяжки и результатов измерений. Испытание на стенде или на автомобиле провидится по контрольному циклу‚ параметры запуска фиксируются. Гарантийные условия на выполненные работы внесены в акт сдачи‚ сроки хранения комплектующих указаны в сопроводительных документах.
Заполнение систем и первичная проверка
Заполнение систем производится после сборки двигателя и монтажа всех коммуникаций. Охлаждающая жидкость заливается через расширительный бачок до метки рабочего уровня. Вентиляция системы обеспечивается открытием пробки расширительного бачка при медленном заполнении. Воздух удаляется посредством прогрева и многократного повышения уровня охлаждающей жидкости с последующим спадом.
Система смазки заполняется через маслозаливную горловину моторным маслом‚ указанным в технической документации. Фильтр масляный заменяется новым перед заполнением. Давление масла контролируется подключенным манометром высокого давления к соответствующему штуцеру. Первичная прокачка насоса производится при проворачивании коленчатого вала стартером без подачи топлива.
Топливная система заполняется через топливопроводы и фильтры при включении электрического насоса или кратковременном проворачивании стартера при отключенных свечах зажигания. Утечки топлива исключаются визуальным осмотром соединений и креплений. Давление топлива измеряется в магистрали указанным манометром для подтверждения соответствия паспортным значениям.
Электросистема проверяется подключением аккумулятора и контролем напряжения на клеммах при включенном стартере и при работающем двигателе. Система зажигания проверяется формированием искровых разрядов на контрольной свече при снятом топливоподающем управляющем элементе.
Первичная проверка включает контроль герметичности соединений‚ отсутствие посторонних шумов при краткосрочном вращении и подтверждение наличия давления масла и циркуляции охлаждающей жидкости. Регистрация результатов производится в акте приемки.
Обкатка двигателя после ремонта
План обкатки представлен пошагово. Запуск двигателя производится после контроля герметичности соединений‚ уровня и состояния жидкости‚ крепления узлов. Режимы работы двигателя распределены по временным интервалам и нагрузкам. Первичный запуск выполняется на холостых оборотах в течение периода‚ установленного технологической картой. Непосредственно после старта наблюдение за показателями давления масла и температурой охлаждающей жидкости производится непрерывно до стабилизации. Допустимые предельные значения давления и температуры фиксируются в протоколе. По завершении начального этапа предусматривается серия прогревов с кратковременными увеличениями оборотов‚ направленная на приработку новых компонентов и уплотнений. Переход к умеренной нагрузке допускается при отсутствии утечек и при стабильных значениях диагностических параметров.
Применение щадящего режима предусматривается на первые километры эксплуатации. Нагрузочные циклы включают интервалы ускорений и равномерного движения. Ограничение максимальных оборотов двигателя сохраняется до окончания гарантийного пробега. Замеры компрессии и давления масла проводятся после окончательной обкатки для подтверждения соответствия техническим требованиям. Фиксация данных осуществляется в журнале с указанием пробега‚ времени работы и полученных значений. Регистрация аномалий интегрируется в акт дефектовки для возможного повторного вмешательства.
Замена масла и фильтров производится по регламенту после пробега обкаточного периода. Выбор вязкости и класса масла осуществляется согласно спецификации двигателя. Отработка масла подлежит анализу при признаках загрязнения металлическими частицами или при отклонениях параметров. Завершающая проверка включает тест-драйв с контролируемыми нагрузками и повторную инструментальную диагностику. Выдача автомобиля документируется актом выполненных работ с перечнем проведенных операций и зафиксированных параметров.
Настройка и окончательная проверка параметров
Настройка производится после сборки и обкатки двигателя. Регулировка угла опережения зажигания выполняется согласно заводским параметрам. Регулировка топливной системы проводится по давлению и соотношению воздух-топливо. Контроль холостого хода и реакции на нагрузку осуществляется при прогретом двигателе.
Измерение оборотов коленчатого вала производится тахометром. Параметры управления впрыском фиксируются посредством сканера. Параметры показателей кислородного датчика и лямбда-коррекции сопоставляются с эталонными графиками. Диагностические коды считываются и интерпретируются по регламенту.
Проверка системы смазки выполняется измерением давления масла под нагрузкой и холостом ходу. Утечка масла и герметичность контролируются визуально и манометром. Корректность работы масляного насоса подтверждается стабильностью давления при повышенных оборотах.
Измерения компрессии при окончательной проверке проводятся для подтверждения восстановления объемов и уплотнения. Наличие перекоса или прогиба головки блока исключается инструментальными методами. Герметичность системы охлаждения подтверждается давлением тестера.
Электрические соединения подлежат контролю сопротивления и контактной прочности. Сигналы датчиков записываются для последующего анализа. Завершение настройки фиксируется протоколом с указанием параметров‚ допусков и результатов измерений. Гарантийные условия присоединяются к отчету.
Отчетность и гарантийные условия
Формирование отчета производится документально после завершения ремонтных операций по двигателю Daewoo Espero 1.8 L 95 л.с. (1993–1997). Включение в отчет данных по выполненной диагностике‚ измерению компрессии‚ измерению давления масла‚ снятию‚ разборке‚ дефектовке‚ шлифовке‚ расточке‚ замене поршней‚ вкладышей‚ колец‚ головки блока цилиндров‚ обкатке‚ настройке.
Приложение к отчету содержит перечень замененных деталей с указанием маркировок‚ серийных номеров и поставщиков. Включение фотоматериалов‚ результатов измерений с датами и показаниями приборов. Протоколы измерений подписываются ответственным специалистом и заверяются печатью мастерской.
Гарантийное обязательство оформляется письменно. Период гарантийного покрытия указывается отдельно для работ и для установленных деталей. Гарантийный срок на работы и на оригинальные комплектующие определяется согласно внутренним регламентам сервиса и поставщиков. Ограничения гарантии указываются в договоре и касаются повреждений‚ вызванных эксплуатацией с нарушением инструкции производителя автомобиля или использованием некачественного топлива и масел.
Условия возврата расходов и порядок претензионного рассмотрения зафиксированы в регламенте. Претензии принимаются при наличии полного комплекта документов: акта выполненных работ‚ отчетных протоколов‚ квитанций об оплате‚ фотографий дефектов. Срок рассмотрения претензии установлен и указан в договоре.
Ответственность за скрытые дефекты определяется экспертизой. Экспертиза проводится независимыми организациями или уполномоченными подразделениями сервиса при наличии согласия сторон. Степень компенсации осуществляется на основании выводов экспертизы и действующих нормативов.
Гарантийное обслуживание производится при предъявлении оригинала отчета и документального подтверждения проведения сервисного обслуживания в срок гарантийного периода. Отказ в обслуживании оформляется письменным уведомлением с указанием причин отказа и ссылкой на пункт договора‚ регламентирующий соответствие условий гарантии.