

Документ описывает регламент работ по ремонту двигателя Dodge Challenger Scat Pack 6.4 V8 HEMI 485 л.с. (2015–2023). Перечень работ представлен далее.
Цель документа
Определение объёма диагностических и ремонтных работ по двигателю Dodge Challenger Scat Pack 6.4 V8 HEMI 485 л.с. (2015–2023). Формирование последовательности мероприятий, обеспечивающих восстановление работоспособности силового агрегата. Установление критериев оценки состояния компонентов и допусков для замены. Описание методов контроля и измерений параметров цилиндро-поршневой группы, системы смазки и головки блока цилиндров. Указание требований к отчетности по выполненным операциям и фиксирование исходных и итоговых значений параметров. Обеспечение сопоставимости результатов при повторных обследованиях и приёме-передаче агрегата.
Область применения
Применение регламента ограничено ремонтом двигателя Dodge Challenger Scat Pack 6.4 V8 HEMI 485 л.с. (2015–2023). Работы выполняются на стационарной площадке.
Модель и годы выпуска
Перечень моделей представлен двигателем Dodge Challenger Scat Pack 6.4 V8 HEMI 485 л.с., выпускавшимся в 2015–2023 годах. Приведен точный интервал производства для определения применимости регламента и запчастей. Идентификация двигателя производится по коду мотора и маркировке блока. Соответствие маркировки с каталоговыми данными фиксируется в отчете. Версии с заводскими изменениями учитываются отдельно. Включение в регламент производится при совпадении номера двигателя, маркировки ГБЦ и года выпуска. При наличии модификаций по программному обеспечению или по комплектации приводятся ссылки на спецификации производителя. В документации указываются коды моделей, номера модификаций и применимые серийные диапазоны.
Объём работ
Перечень работ включает диагностику, измерения компрессии и давления масла, снятие, разборку, дефектовку, шлифовку, расточку, замену поршней, вкладышей, колец, ГБЦ.
Перечень процедур
Диагностика электроники и механики проводится с использованием специализированных стендов. Оценка состояния двигателя выполняется по полученным параметрам и визуальным признакам. Измерение компрессии проводится манометрическим методом по цилиндрам последовательно. Измерение давления масла проводится при холодном и рабочем режимах на штатных точках замера. Снятие двигателя проводится согласно последовательности демонтажа с маркировкой соединений. Разборка двигателя предусматривает раздельное хранение деталей с маркировкой посадочных мест. Дефектовка деталей производится с фиксацией размеров и дефектов. Шлифовка коленвала выполняется по технологическим картам. Расточка блока цилиндров выполняется с протяжкой по шаблону и контрольными измерениями. Замена поршней, колец и вкладышей производится комплектами с документированием зазоров. Головка блока подлежит проверке плоскостности и ремонту седел клапанов. Сборочные операции фиксируются протоколами. Обкатка двигателя проводится по установленной программе с регистрацией параметров. Настройка систем и финальная диагностика выполняются после обкатки с документированием результатов.

Требования к диагностике
Диагностика включает измерение компрессии, измерение давления масла, считывание кодов, проверку утечек, оценку состояния деталей, фиксацию параметров.
Оборудование для диагностики
Перечень инструментов и приборов, используемых для оценки технического состояния двигателя, приведён ниже. Сканер диагностический с поддержкой протоколов OBD-II и фирменных расширений. Осциллограф автомобильный для оценки сигналов датчиков и систем зажигания. Манометр для измерения давления масла в рабочей системе с адаптерами под резьбы BLOCK и датчика высокого давления. Компрессометр цилиндровый с комплектом адаптеров для свечных колодцев. Вакуумметр карбюраторный для контроля утечек впускного тракта. Тестер утечек цилиндров для определения герметичности клапанов и седел. Тепловизор для выявления аномалий температурных полей. Мультиметр с функцией записи и измерения сопротивления, напряжения, тока. Шкала калибровочная для проверки гибких датчиков. Набор ключей динамометрических для снятия и установки узлов с соблюдением моментов затяжки. Блок питания с регулируемым выходом для имитации сигналов и питания отдельных узлов. Стенд для промывки масляной системы и фильтровых элементов. Вспомогательное оборудование: подъёмник автомобильный, стойки подрамника, фиксаторы коленчатого вала, предметы для маркировки и пломбирования соединений, контейнеры для отбора и хранения проб масла.
Подготовка автомобиля
Обесточивание выполняется снятием клеммы аккумулятора. Фиксация на подъемнике. Слив топлива и масла производится в подготовленную тару. Доступ к моторному отсеку обеспечивается.
Обесточивание и закрепление
Обесточивание автомобиля производится отключением отрицательной клеммы аккумулятора и блокировкой цепей энергоснабжения. Электронные узлы фиксируются в исходном положении посредством подключения внешних блокирующих устройств. Вентиляционные и топливные линии обесточиваются путем слива давления в системе подачи топлива и установки заглушек на трубопроводы. Электрооборудование двигателя защищается от случайного включения установкой предохранителей в извлечённое положение и маркировкой отключённых элементов. Крепление автомобиля к подъемнику осуществляется через заводские точки подвеса. Приводные валы фиксируются фиксаторами в положениях, исключающих проворачивание. Рулевое управление блокируется путем установки опор под рулевой механизм. Колеса задействованных осей фиксируются противооткатными упорами. Разряд конденсаторов систем запуска и зажигания обеспечивается выдержкой времени не менее рекомендованной заводом-изготовителем. Ограждение рабочего пространства устанавливается с применением стандартных знаков безопасности и защитных барьеров.
Первичная визуальная оценка
Осмотр моторного отсека выполнен. Визуально зафиксированы течи масла, коррозия креплений, трещины патрубков, следы перегрева на головке блока цилиндров.
Осмотр видимых повреждений
Визуальный осмотр двигателя предназначен для выявления внешних дефектов корпуса, системы смазки и охлаждения. Осмотр производится при снятом кожухе и очищенных поверхностях. Фиксация масляных следов выполняется по периметру картера и вокруг сальников. Оценка состояния крепежных элементов проводится по затяжке и деформации. Проверка шлангов и трубопроводов на трещины и вздутия проводится без давления. Осмотр блока цилиндров заключается в обнаружении механических повреждений и коррозии. Осмотр ГБЦ производится с фокусом на трещины в зоне свечных колодцев и вокруг седел клапанов. Визуальная оценка масляного насоса и фильтра производится при демонтаже кожуха доступности; наличие металлической стружки и магнитных частиц фиксируется. Состояние ремней и цепей приводов распределения проверяется на износ и провисание. Фотофиксация обнаруженных дефектов включается в отчёт, сопровождение измерительными отметками выполняется для дальнейшей дефектовки.
Подключение диагностического оборудования
Подключение сканера и осциллографа производится к диагностическому разъему. Считывание параметров двигателя и сохранение логов выполняется последовательно.
Считывание кодов и параметров
Подключение диагностического сканера производится к штатному разъему OBD-II. Идентификация блока управления двигателя выполняется по VIN и версии ПО. Считывание сохраненных и текущих кодов неполадок выполняется с записью идентификаторов ошибок в протокол. Считывание параметров реального времени производится с регистрацией оборотов, температуры охлаждающей жидкости, давления масла, положения дросселя, управляющих сигналов форсунок и коррекций топливной смеси. Анализ адаптивных параметров проводится при прогретом моторе в режиме холостого хода и нагрузочном режиме. Сохранение логов в формате, совместимом с диагностическим ПО, обеспечивает последующую обработку данных и формирование дефектной ведомости.
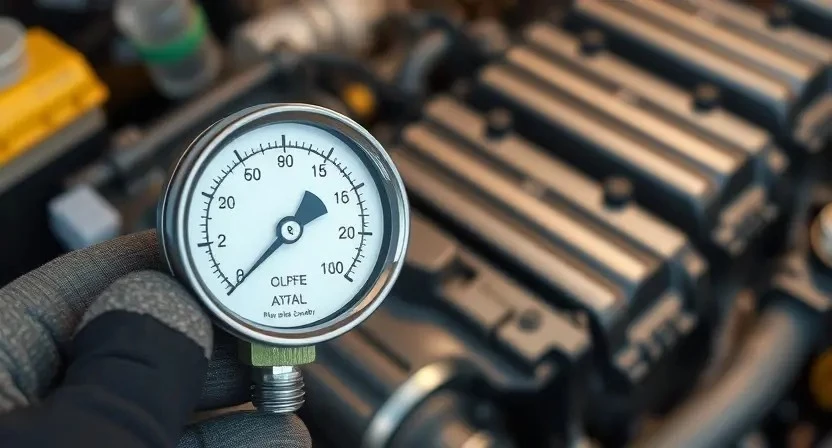
Измерение компрессии
Измерение компрессии производится цилиндр за цилиндром. Применение манометра высокой точности. Полученные значения сравниваются с паспортными допусками.
Методика и допустимые значения
Измерение компрессии выполняется при отключенном зажигании и открытом дросселе. Применение манометра с адаптером для свечного колодца. Значения компрессии по цилиндрам записываются для сравнения. Нормальное абсолютное давление при оборотах на стартере указано в технической документации двигателя 6.4 V8 HEMI; отклонение более 10% от среднего служит основанием для углублённой дефектовки. Измерение давления масла производится при рабочей температуре двигателя с подключённым манометром к масляной магистрали. Давление холостого хода и под нагрузкой сравнивается с эталонными величинами. При обнаружении разброса значений по цилиндрам или падения давления проводится разборка для оценки износа. Результаты фиксируются в отчётной документации с указанием температурных условий и применённых приборов.
Порядок измерения и контрольные параметры
Подготовка двигателя к измерениям производится после прогрева до рабочей температуры и стабилизации давления масла. Система зажигания отключается, топливная подача приостанавливается. Компрессометр подключается к каждому цилиндру по очереди при полном открытии дроссельной заслонки и проворачивании коленчатого вала стартером до установления показаний. Контрольное значение компрессии для данного мотора установлено в диапазоне 12,5–14,5 бар. Допуск по неравномерности между цилиндрами составляет 0,7 бар. Давление масла измеряется манометром в магистрали давления при оборотах холостого хода и при 3000 об/мин. Нормальные показатели масла: холостой ход 1,5–2,5 бар, 3000 об/мин 4,0–5,5 бар. Фиксация результатов производится в протоколе с указанием температуры, применённых приборов и серийных номеров.
Снятие двигателя
Демонтаж силового агрегата производится по регламенту: отсоединение коммуникаций, слив рабочих жидкостей, маркировка разъёмов, снятие креплений, подъём краном.
Последовательность демонтажа силового агрегата
Подготовка рабочего места производится для обеспечения доступа к компонентам. Обесточивание электрической сети и слив эксплуатационных жидкостей выполняются до начала работ. Крепления капота и бачков охлаждения освобождены для свободного доступа. Соединения кабелей управления и датчиков отключаются и маркируются для последующей сборки. Система выхлопа отсоединяется от выпускного коллектора и отводится в сторону. Трансмиссия отсоединяется от болтов крепления к картеру маховика. Опоры двигателя размонтируются и маркировка положения нанесена. Подъемный механизм устанавливается под картер с применением тележки или траверсы. Хомуты топливных магистралей и шлангов гидравлики заглушаются. Двигатель аккуратно выравнивается по центру опор и отводится из моторного отсека. Демонтаж производится равномерно с контролем смещения. Кронштейны крепления сняты в последовательности от внешних к внутренним. Снятие завершено при отсутствии натяжений в системах.
Разборка двигателя
Демонтаж узлов производится по этапам. Маркировка компонентов выполняется. Фиксация креплений и ёмкостей для жидкости обеспечивается. Детали очищаются.
Маркировка и хранение компонентов
Маркировка компонентов производится при разборке двигателя. Каждому узлу присваивается уникальный идентификатор, указывающий положение в сборке и последовательность демонтажа. Соединительные элементы маркируются по направлению установки. Наклейки должны быть стойкими к маслу и растворителям. Нанесение выполняется на поверхность, очищенную от загрязнений и обезжиренную.
Упаковка компонентов предусматривает использование влагозащитных материалов. Мелкие детали размещаются в герметичных контейнерах с разделителями. Подшипники и втулки помещаются в антифрикционные пакеты. Поршни и кольца укладываются в индивидуальные лотки.
Хранение осуществляется на стеллажах с амортизацией и маркированными ячейками. Высокие температуры и прямой свет исключаются. Контролирование влажности и периодическое снятие защитных покрытий предусмотрены. Регистрация размещения выполняется в журнале с указанием даты, состояния и ответственного лица.
Дефектовка деталей
Оценка деталей производиться по заводским чертежам. Замеры геометрии, износ по предельным значениям, дефекты поверхности фиксируются в акте дефектовки.
Критерии годности и предельные размеры
Определение годности деталей производится по измеренным размерам и состоянию поверхностей. Блок цилиндров считается годным при отсутствующих трещинах и при сохранении рабочей поверхности гильз в пределах заводских допусков. Предельный диаметр цилиндров после расточки указан в спецификации двигателя; превышение значения требует гильзовки или замены блока. Коленвал допускается к установке при диагностированной овальности и износе коренных шеек не более допустимой величины после шлифовки. Шатунные пальцы и стенки поршней оцениваются по износу и зазорам.
Вкладыши коренные и шатунные подлежат замене при превышении масляных зазоров относительно номинала более допустимого предела. Поршневые кольца допускаются к эксплуатации при замере зазора в канале и замыкании в цилиндре в пределах регламентированных величин. Головка блока считается ремонтопригодной при плоскостности поверхности не выше установленного биения и при наличии возможности восстановления седел клапанов в рамках допустимых припусков. Материалы и допуски указаны в технической документации производителя; отклонения от регламентных величин фиксируются в дефектном акте.
Шлифовка коленвала
Шлифовка коленвала выполняется на станке с балансировкой. Обработке подлежат шейки до ремонтного размера. Контроль точности проводится по биению и круговой шурш.
Технологические параметры шлифовки
Определение параметров шлифовки коленвала для двигателя 6.4 V8 HEMI проводится по установленной методике. Скорость резания выбирается исходя из твердости материала и типа абразива. Частота вращения шпинделя устанавливается в диапазоне 900–1500 об/мин для обеспечения стабильного контакта абразива с поверхностью. Подача производится ступенчатая, величина подачи на каждый проход определяется величиной снимаемого припуска. Шероховатость после шлифовки должна соответствовать указанным в техкарте Ra 0,4–0,8 мкм в рабочих зонах. Холодное врезание исключаеться, применение смазочно-охлаждающей жидкости производится непрерывное с расходом, обеспечивающим удаление стружки и снижение температуры поверхности. Контроль овальности и биения выполняется после каждой фазы; предельные значения биения установлены 0,02 мм. Ограничение на суммарный снятый припуск определяется спецификацией, обычно не превышая 0,5 мм от первоначального диаметра.

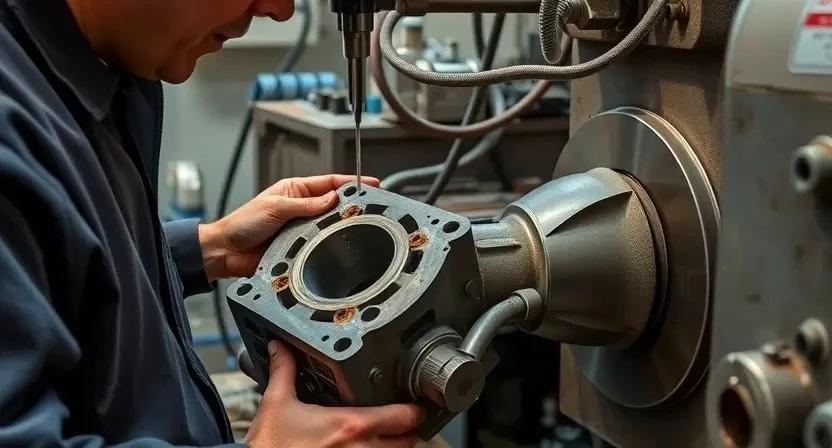
Расточка блока цилиндров
Расточка блока выполняется на станке с вычислением хонингования. Контроль размеров выполняется по диаметру, цилиндры доводятся до номинала с допуском.
Параметры расточки и допуски
В документе приведены точные параметры расточки блока цилиндров для двигателя 6.4 V8 HEMI 485 л.с. Значение посадочного диаметра цилиндра до расточки фиксируется. Контрольный диаметр после расточки указывается с допуском +0,025 мм для стандартного ремонта. Для расточки в ремонтный класс допускается увеличение диаметра до +0,100 мм с обязательной записью размера. Герметичность цилиндро-поршневой группы определяется по сумме посадочных зазоров, указанной в таблице параметров. Параметры овальности и конусности цилиндров допускаются в пределах 0,020 мм. Чистота поверхности после расточки должна соответствовать Rz 20–40 мкм. Исполнение расточки должно сопровождаться протоколом измерений и штамповкой блока.
Замена поршней и колец
Замена поршней выполняется при износе. Выбор комплектующих по коду двигателя. Замена колец производится с контролем зазоров и направляющих поршней.
Выбор комплектующих и зазоры
Выбор комплектующих производится по каталожным номерам производителя и по техническим характеристикам двигателя 6.4 V8 HEMI 485 л.с. При подборе поршней указывается размер рабочей поверхности, вид покрытия и класс посадки. Подшипники коленвала подбираются по калибру, класс точности и материал указываются в спецификации. Кольца подбираются по диаметру, высоте и зазору в компрессионном и маслосъемном канавках. Прокладки и сальники соответствуют номинальным толщинам и температурным пределам. Зазоры шатунных и коренных вкладышей контролируются микрометром и щупом, величины записываются в акте измерений. Зазоры поршневых колец измеряются квик-методом в гильзе, предельные значения отражены в таблице допусков. При замене седел клапанов указывается последовательность притирки и допустимые зазоры направляющих, измеряемые нутромером. Указанные параметры документируются с указанием партионных номеров комплектующих и сертификатов соответствия.

Замена вкладышей коренных и шатунных
Замена вкладышей производится согласно измерениям масляных зазоров. Подбор комплектов по допускам. Монтировка вкладышей с контролем радиального биения.
Контроль масляных зазоров
Определение масляных зазоров производится при разборке двигателя. Замеры выполняются в зоне коренных и шатунных вкладышей. Применение щупов с метрической шкалой и калиброванных микрометров допускается. Данные фиксируются по каждому посту в таблице. Сопоставление измерений с заводскими допусками проводится для выявления износа. При несоответствии величин производится подбор вкладышей с требуемой толщиной для восстановления номинального зазора. Величины зазоров после подбора записываются в акт работ. Испытания на давление масла выполняются после сборки с целью подтверждения корректности зазоров. Регистрация параметров проводится в сервисной документации.
Ремонт или замена головки блока цилиндров
Осмотр ГБЦ выполнен. Плоскостность измерена, трещины контролированы. Ремонт выполняется шлифовкой седел клапанов или замена обеспечивается при превышении допусков.
Проверка плоскостности и ремонт седел клапанов
Проверка плоскостности крышки головки блока производится магнитной плитой и индикатором часового типа для выявления перепадов по поверхности. Замер проводится по четырём направлениям, шаг 45°; предельное отклонение 0,05 мм. При выявлении дефекта фасок проводится фрезерование плоскости с контролем параллельности и совмещения отверстий под направляющие. Седла клапанов подлежат осмотру на износ, трещины и выработку посадочных мест. Ремонт седел производится шлифовкой и расточкой с последующей запрессовкой новых вставок или нанесением наплавки. После восстановления проводятся притирка и проверка герметичности методом давления через впускные и выпускные каналы; утечка ограничена 0,1 мм³/с при заданном давлении. Контроль зазоров клапанов и направляющих осуществляется измерением щупом и микрометром; зазоры приводятся к заводским допускам. Документирование измерений и выполненных операций отражается в акте дефектовки.
Сборка двигателя
Сборка производится по технологической карте. Установить поршни с кольцами, вкладыши, коленвал; применять момент-затяжки; выполнить уплотнения и контроль вращения.
Последовательность и момент затяжки
Последовательность затяжки головки блока цилиндров описана с указанием этапов и угловых величин. Первичный этап предусматривает равномерную затяжку крепежных болтов в несколько проходов с контролем крутящего момента. Вторичный этап предусматривает применение углового метода. Последовательность затяжки должна соответствовать схеме от центра к периферии. Контроль моментов проводится динамометрическим ключом. Дополнительная равновесная проверка проводится после нагрева до рабочей температуры. Фиксация параметров выполняется в журнале работ с указанием серийных номеров деталей и момента воздействия. Указанные значения устанавливаются в соответствии с заводскими допусками производителя и протоколируются.

Обкатка после ремонта
Обкатка производится по этапам: холостой прогрев; постепенное увеличение нагрузки; контроль температуры, давления масла и параметров ЭБУ; фиксация замеров.
Режимы и контрольные измерения
Обкатка двигателя производится по регламенту, установленному заводом-изготовителем для моделей 2015–2023 годов. Первичная стадия включает холостой режим двигателя на прогретом блоке в течение 20 минут. Далее следует ряд рабочих режимов с плавным увеличением нагрузки и нагрузочных циклов для адаптации масляной системы и клапанного механизма. Контрольные измерения производится на каждом этапе. Измерение давления масла выполняется при 800 об/мин и при 3000 об/мин с фиксацией значений. Измерение компрессии производится после охлаждения на 20–30 минут после остановки работы; фиксируются показатели по цилиндрам с допустимым разбросом 10 %. Температура охлаждающей жидкости фиксируется в точке 90–95 °C. Регистрирование показателей выполняется в журнале ремонта с указанием времени, режима и инструментов. Дополнительная диагностика давления топлива и детонации выполняется при подозрениях на отклонения от норм; протоколы прилагаются к отчету о проведенных работах.
Настройка и финальная диагностика
Калибровка ЭБУ производится. Контроль динамики оборотов и давления масла выполнен. Зафиксированы параметры. Протокол измерений сохранён.
Калибровка систем и фиксирование результатов
Калибровка электронных и механических систем выполняется после сборки и первичной обкатки двигателя. Калибровка регулируемых датчиков давления топлива и масла производится с использованием эталонных манометров. Калибровка датчиков положения распредвала и коленвала производится посредством снятия показаний синхронизированного осциллографа. Калибровка системы управления впрыском и зажиганием производится через адаптацию ЭБУ по штатному протоколу. Измерения параметров фиксируются в журнале работ с указанием даты, времени, серийных номеров компонентов и использованных приборов. Протокол испытаний включает контрольные значения компрессии, давления масла, расхода топлива и параметров стробоскопа. Сглаживание показаний производится алгоритмической фильтрацией. Результаты подписываются ответственным специалистом и хранятся в архиве сервисной документации.