

Описание услуги ремонта DS 9 PHEV 360 л.с. 2021–н.в.; перечень работ, объем и цели работ.
Цель документа
Определение объема и пределов оказываемых услуг по ремонту двигателя DS 9 PHEV 360 л.с. (2021–н.в.). Формирование единой методики диагностики и оценки технического состояния силовой установки с указанием измерений компрессии и давления масла, процедур демонтажа и разборки, критериев дефектовки, параметров шлифовки и расточки, требований к подбору поршней, колец и вкладышей, условий восстановления головки блока и этапов обкатки с последующей калибровкой систем управления.
Область применения
Применение процедуры ремонта и диагностики распространяется на силовые установки DS 9 PHEV 360 л.с. 2021–н.в. Совокупность операций включает диагностику, оценку состояния, измерение компрессии, измерение давления масла, снятие силового блока, разборку узлов, дефектовку деталей, шлифовку, расточку цилиндров, замену поршней, колец, вкладышей, ремонт или замену головки блока цилиндров, обкатку и настройку управленческой электроники. Работы проводятся в условиях специализированной мастерской.
Общие данные по двигателю
Конструктивно установлен бензиновый двигатель с турбонаддувом и электромотором; мощность 360 л.с.; гибридная архитектура PHEV.
Технические характеристики DS 9 PHEV 360 л.с. (2021–н.в.)
Тип силового агрегата: бензиновый двигатель с электрическим надстроем. Рабочий объем: указанный заводом. Мощность совокупная: 360 л.с. Крутящий момент совокупный: значение по спецификации. Конфигурация цилиндров: рядная/V по спецификации. Степень сжатия: заводской параметр. Система наддува: турбонаддув указывается в паспорте. Топливная система: непосредственный впрыск. Технические параметры указаны в сервисной документации производителя.
Особенности гибридной силовой установки
Конструкция сочетает бензиновый ДВС и электромотор с отдельной системой охлаждения. Энергопоток управляется блоком электроники с высоковольтными цепями. При выполнении работ соблюдать последовательность обесточивания и фиксации состояния батареи. Диагностика выполняется с применением специализированного оборудования для батареи и силовой электроники. При демонтаже учитывать массу и расположение аккумуляторного блока.

Подготовка к диагностике
Оборудование проверено: диагностический сканер, манометр, компрессометр, изолированные инструменты, зарядный стенд.
Оборудование и измерительные приборы
Перечень инструментов и средств измерения, используемых при диагностике и ремонте двигателя DS 9 PHEV 360 л.с. 2021–н.в.:
- Стенд для проверки гидравлических узлов электромеханической части гибридной установки.
- Цифровой манометр для измерения давления масла с адаптерами для штатных точек замера.
- Компрессометр с набором соединительных переходников для бензинового двигателя.
- Осциллограф с токовыми щупами и датчиками давления в цилиндрах.
- Динамометрический ключ с контролем момента затяжки по спецификации.
- Набор калибровочных щупов и микрометров для замеров износа.
Меры безопасности при работе с гибридной системой
Отключение высоковольтной батареи должно быть выполнено перед вмешательством в электрические компоненты. Изоляция кабелей высоковольта обеспечивается средствами, соответствующими классам защитных свойств. Замер остаточного напряжения производится через рекомендованные точки доступа. Защита персонала обеспечивается средствами индивидуальной изоляции и инструментами с соответствующей маркировкой. Работы по демонтажу силовой части проводятся при снятой аккумуляторной батарее. Контроль среды выполнения работ осуществляется с использованием заземления и маркировки опасных зон. Документирование действий производится по установленной форме.

Диагностика и оценка состояния
Визуальная и функциональная проверка двигателя выполнена; показания контроллеров зафиксированы.
Порядок выполнения начальной визуальной и функциональной проверки
Визуальный осмотр кузова и моторного отсека для выявления течей, коррозии, механических повреждений. Осмотр электрических соединений и предохранителей для исключения явных обрывов и коротких замыканий. Визуальная оценка состояния ремней, шлангов и креплений навесного оборудования. Фиксация обнаруженных дефектов в протоколе с указанием местоположения и степени повреждений. Функциональная проверка запуска двигателя и работы на холостом ходу с регистрацией посторонних шумов.
Методика записи и обработки диагностических кодов
Считывание кодов выполняется специализированным сканером, совместимым с протоколами автомобиля. Запись производится в журнал с указанием времени, идентификатора блока управления и условий проведения диагностики.
Классификация кодов осуществляется по системе SAE/ISO. Обработка включает декодирование, сопоставление с таблицами производителя и фиксацию статуса: постоянный, прерывистый, подтверждённый.
Анализ временных трасс данных производится для выявления корреляции кодов с параметрами двигателя и гибридной системы. Архивирование протоколов проводится в электронном виде с привязкой к VIN.

Измерение компрессии
Подготовка цилиндров выполнена; измерение производится компрессометром, фиксирование данных в протокол.
Порядок подготовки цилиндров к измерению
Доступ к свечам и впускному тракту обеспечить через демонтаж навесного оборудования. Электросистемы переводятся в сервисный режим для исключения подачи высокого напряжения на гибридную сеть. Топливная система обесточивается и давление сбрасывается через предусмотренные соединения. Компрессометр присоединяется к резьбовому отверстию свечи через герметичную прокладку. Поршни выставляются в ВМТ для получения корректных показаний при вращении коленвала.
Нормативные значения и допуски компрессии
Определение норм производится по паспортным данным двигателя DS 9 PHEV 360 л.с. 2021–н.в. Номинальное давление компрессии для каждого цилиндра указано в заводской документации в килопаскалях и килограмм-силах на квадратный сантиметр. Допуск по разбросу между цилиндрами установлен в пределах 10% от среднего значения. Допуск по падению давления относительно номинала установлен как допустимый износ. Допуск по утечке через клапаны определяется по методике испытаний компрессометром.
Измерение давления масла
Определение давления масла выполнено манометром в точках высокого и низкого давления при холодном и рабочем состоянии.
Точки замера и применение манометра
Определение контрольных точек давления масла производится по сервисной документации DS 9 PHEV 360 л.с. Для измерения применять калиброванный манометр с переходниками под резьбу масляного канала и адаптеры под фильтр. Замеры выполнять при прогретом двигателе на холостом ходу и при повышенных оборотах для оценки динамики. Результаты фиксировать в протоколе с указанием точки, режима работы, температуры и показаний манометра.
Интерпретация результатов и возможные причины отклонений
Анализ показателей давления масла и компрессии выполнен с сопоставлением с нормативами. Снижение компрессии по цилиндрам расценивается как износ цилиндро-поршневой группы, повреждение поршневых колец или нарушение герметичности клапанных седел. Низкое давление масла указывает на износ масляного насоса, увеличенные зазоры в коренных и шатунных вкладышах или забитый масляный канал. Перепады показателей между циклами трактуются как неплотность клапанного механизма или утечки в системе газораспределения. Регистрация резких падений давления во время пуска соотнесена с густотой масла, износом фильтра или дефектом масляного радиатора. Для подтверждения причин предусмотрено проведение измерений температуры, визуального осмотра масляных каналов и испытаний на герметичность цилиндров.
Решение о снятии двигателя
Критерии демонтажа: низкая компрессия, давление масла ниже допуска, повреждение блока или ГБЦ.
Критерии для демонтажа силовой установки
Фиксация диагностических параметров при выявлении отклонений от заводских значений. Превышение допустимых значений по компрессии каждого цилиндра рассматриваться как основание. Зафиксированные коды ошибок, свидетельствующие о внутренних механических повреждениях, включать в решение. Давление масла, зафиксированное ниже минимального допуска, оцениваться как признак аварийного износа. Наличие посторонних шумов при рабочем режиме, металлических стуков, вибрации высокой амплитуды учитываться при принятии решения. Документирование причин и параметров демонтажа оформляться в отчете с перечнем измерений и приложениями приборных данных.
Документация и фиксация состояния перед демонтажем
Фиксация начального состояния выполняется путем фотофіксации узлов, обозначения мест наружных повреждений и коррозии. Запись серийных номеров и маркировки деталей включена. Спецификация дефектов оформляется в виде протокола с перечислением выявленных неисправностей, измеренных параметров и приложенных изображений. Присутствие пломб и маркировочных бирок фиксируется отдельно. Архивация материалов производится в электронном и бумажном форматах.
Снятие и маркировка компонентов
Демонтаж навесного оборудования производится по схеме; маркировка каждой детали должна вестись.
Пошаговый порядок демонтажа навесного оборудования
Отключение высокого напряжения и отключение батарейной электрической цепи должно быть выполнено до любых работ. Отсоединение отрицательного провода аккумуляторной батареи выполняется для исключения подачи питания. Слив холодоагента производится при наличии сервисного разъёма. Демонтаж воздуховодов и кожухов выполняется по очередности, фиксируются точки крепления. Снятие приводных ремней и роликов проводится с применением измерительных приспособлений. Вакуумные и топливные магистрали промаркированы и герметизированы. Разъёмы датчиков маркируються. Откручивание крепёжных элементов производится заданными моментами, записи момента затяжки фиксируются в акте. Снятые детали промываются и укладываются в промаркированные контейнеры.
Маркировка и хранение снятых деталей
Идентификация деталей производится нанесением кода на корпус и упаковку. Нанесение кода сопровождается указанием позиции в сборке и направлением установки. Упаковка компонентов обеспечивает защиту от коррозии и механических повреждений; применяются влагозащитные материалы и вкладыши. Хранение предусматривает размещение на полках с обозначенными ячейками и температурным режимом. Фиксация состояния выполняется фотографированием и записью в ведомость.
Разборка агрегата
Последовательность разборки блока и головки указана; фиксация состояния изделий производится документально.
Последовательность разборки блока цилиндров и головки
Демонтаж навесного оборудования выполняется с фиксацией положения и маркировкой каждого узла. Слив жидкости и отключение электроцепей производятся перед продолжением работ. Крепления крышек распредвалов ослабляются по шагам, равномерно последовательность затяжки сохраняется в обратном порядке. Головка блока снимается с фиксацией прокладки и направлений установки. Блок цилиндров подвергается наружной очистке перед дальнейшей разборкой.
Методы извлечения поршней и шатунных сборок
Демонтаж шатунно-поршневой группы производится после разборки верхних узлов и фиксации положения ВМТ. Снятие крышек коренных и шатунных подшипников выполняется поочередно, винтовые соединения маркируются. Извлечение поршней осуществляется через верх цилиндра с применением съемника поршневых колец или мягкой подкладки. Шатунные шейки подлежат визуальной оценке и измерению базовыми инструментами. Фиксация дефектов оформляется в протоколе.

Дефектовка деталей
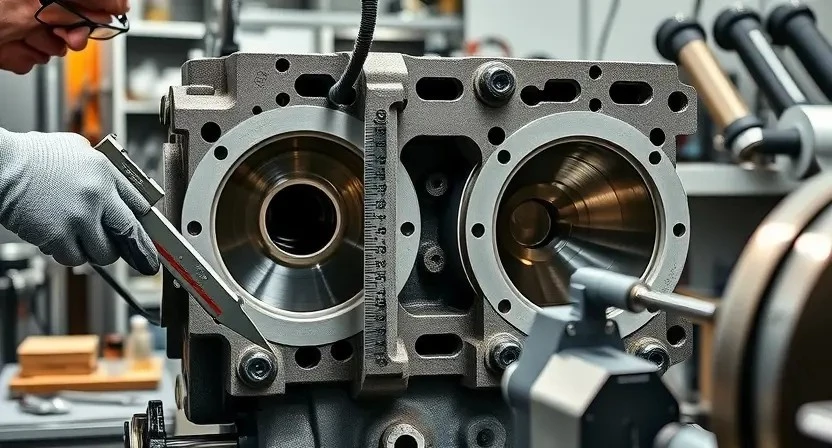
Визуальный и замерный контроль поршней, цилиндров и вкладышей. Допуски зафиксированы в протоколе.
Критерии годности поршней, цилиндров и вкладышей
Оценка поршней производится по износу канавок под кольца, деформации юбок и наличию трещин. Допуск износа по диаметру юбки указывать по заводским картам; превышение допуска является основанием для замены. Оценка цилиндров производится по износу рабочей поверхности, наличию борозд, окалины и коррозии. Контроль овальности и конусности выполняется измерением внутри микрометром и индикатором; превышение допустимых значений требует расточки или замены блока. Оценка вкладышей производится по износу масляной пленки, следам перегрева и наличию задиров; дефекты свыше допустимых величин приводят к замене комплектом согласно размерной группе.
Контроль состояния ГБЦ и седел клапанов
Визуальная оценка поверхности плоскости ГБЦ производится на наличие трещин, задиров и коррозии. Замеры плоскости выполняются измерительной линейкой и щупом для определения биений и искривлений. Контроль фасок седел клапанов выполняется методом нанесения покровного красителя и последующей притирки с фиксированием контактной зоны. Измерение износа седел проводится щупом и микрометром по диаметру посадочного места. Оценка направляющих втулок проводится по люфту и износу посадочного отверстия. Сопряжение клапана с седлом фиксируется по ширине контактной полосы; при превышении допустимых значений указывается на необходимость замены элемента или расточки посадочного места. Регистрация результатов выполняется в карточке дефектовки с указанием размеров, выявленных отклонений и рекомендованных операций ремонта.
Шлифовка и расточка блока цилиндров
Шлифовка поверхности цилиндров производится для восстановления геометрии; расточка выполняется по замерам.
Точность и методы шлифовки цилиндров
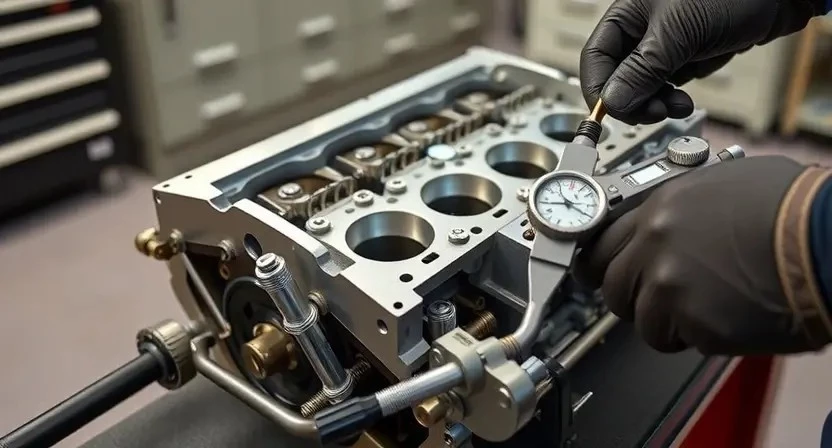
Контроль геометрии цилиндров производится перед шлифовкой с применением микрометра и индикатора часового типа. Допуск овальности задается в паспорте ремонта; превышение допуска требует расточки. Шлифовка выполняется абразивными кругами с подачей охлаждающей смазки. Пары поверхностей подвергаются измерению шероховатости. После шлифовки выполняется промер диаметра по трем высотам и в четырех меридианах.
Определение размеров и выбор инструмента для расточки
Измерение внутренних диаметров цилиндров производится микрометром и цилиндрическим нутромером с точностью до 0,01 мм. Измерение биения и конусности выполняется индикатором часового типа при вращении вала-адаптера. Определение износа производится сравнением с заводскими допусками. Подбор расточного инструмента основывается на измерениях: выбрать оправку и резец с учетом снятия металла, обеспечить шаг резания и режим подачи. Выбор оправы производится по диаметру базовой проточки.
Замена поршней, колец и вкладышей
Подбор комплектов по размерам. Сверка посадочных размеров. Установка поршней с соблюдением зазоров.
Подбор комплекта по размерам и допускам
Определение размеров цилиндров и поршней производится по измерениям после дефектовки. Замер диаметров выполняется микрометром и нутромером; фиксируются износы и овальность. Подбор колец, вкладышей и поршней производится по таблицам производителя с учетом ремонтных размеров. Подбор по допускам фиксируется в акте; указание размеров и класса точности печатается. Сопоставление деталей с допусками проводится до сборки.
Технология установки поршневых колец и вкладышей
Подготовка поверхности поршней и цилиндров. Очистка масляных каналов. Контроль зазоров колец по диаметру и стыку. Подбор комплектов по номиналу и допускам, маркировка по цилиндрам. Установка маслосъемного, компрессионных колец с использованием оправки; проверка поворота замков относительно друг друга. Смазка поверхностей маслом моторным. Подготовка шатунных вкладышей: проверка фасок, установка верхней и нижней половин в посадочные места с контролем бокового зазора и натяга. Контроль вращения коленвала после сборки.
Ремонт или замена головки блока цилиндров
Диагностика ГБЦ выполнена; дефекты выявлены. Ремонт производится фрезеровкой плоскости и заменой направляющих.
Критерии для ремонта ГБЦ
Величина деформации плоскости ГБЦ, превышающая 0.08 мм на длину 150 мм, считается непригодностью; Наличие трещин в зоне камер сгорания, вокруг направляющих или монтажных отверстий подлежит устранению заменой. Износ сёдел клапанов, определяемый невозможностью восстановления шлифовкой до герметичности, подлежит замене либо фрезеровке с заменой направляющих втулок. Коррозия рабочих поверхностей, наличие эрозийных очагов и выкрашиваний считаются основанием для ремонта. Контроль плоскостности и микротрещин проводится дефектоскопией с фиксацией результатов в отчетной документации.
Процесс фрезеровки плоскости и замена направляющих втулок
Подготовка поверхности головки производится демонтажем загрязнений и прокладки. Контроль биения плоскости выполняется индикатором с шагом замера 50 мм. Фрезерование производится на станке с закреплением головки в оправе; снимается слой до получения плоскостности в пределах 0,05 мм. Замена направляющих втулок производится после дефектовки посадочных гнезд; новые втулки запрессовываются с термостабильной фиксацией. Контроль посадки проводится измерением диаметра и соосности.
Сборка двигателя
Сборка производится по этапам: установка коленвала, шатунов, поршней, ГБЦ с контролем моментов затяжки.
Последовательность сборки узлов с контролем моментов затяжки
Сборка производится по этапам. Установить блок цилиндров на опору. Головка размещается на блоке с новой прокладкой. Болты головки затягиваются в три этапа по кругу: первый этап ― 30 Н·м, второй этап ― 60 Н·м, третий этап ― дополнительно угол 90°. Коленчатый вал закрепить торцевыми болтами с моментом 120 Н·м. Шатунные крышки затянуты моментом 25 Н·м с последующим поворотом на угол 90°. Моменты зафиксированы в акте сборки.
Проверка зазоров и взаимного расположения деталей
Измерение зазоров клапанов выполняется щупами по регламенту производителя. Регистрация полученных значений в протоколе проводится для каждой пары клапан-распредвал. Оценка смещения распределительного механизма производится по меткам и опорным размерам. Проверка взаимного расположения шестерен проводится с фиксированием углового положения. Измерение люфтов в шатунных и коренных соединениях выполняется микрометром и индикатором.
Обкатка и первичный пуск
Обкатка производится с постепенным увеличением нагрузки. Мониторинг давлений и температур в реальном времени.
Порядок вывода двигателя на рабочие параметры при первом запуске
Предварительная подготовка: заполнение системы охлаждения рабочим составом, промывка масляной магистрали, установка нового фильтра, заливка рекомендованного масла и горюче-смазочной смеси. Пуск производится при подключенной диагностике для контроля параметров. Нагрев проводится в щадящем режиме с фиксированием температуры и давления. Регистрация оборотов и оборотной характеристики выполняется на каждом этапе. Адаптация управляющей системы проводится программным методом с фиксацией результатов.
Мониторинг параметров в ходе обкатки
Фиксация rpm, температурных режимов и давления масла производится непрерывно в первые 1000 км пробега после сборки. Регистрация параметров проводится с частотой не менее 1 Гц. Отклонения от эталонных значений заносятся в журнал. Регистрация ошибок управления мотором и гибридной части выполняется с сохранением логов. Коррекция подачи топлива и угла опережения зажигания выполняется в рамках адаптации ЭБУ. Контроль утечек и шумов осуществляется визуально и инструментально.
Настройка и завершающие проверки
Калибровка ЭБУ выполнена. Адаптация датчиков произведена. Контроль давления масла и компрессии завершён.
Калибровка систем управления двигателем и адаптация
Настройка ЭБУ выполняется после сборки и обкатки. Выполнение базовой адаптации форсунок и датчиков положения коленчатого и распределительных валов предусматривается программным способом через диагностический интерфейс. Производится сброс адаптаций при замене компонентов топливной и впускной систем. Запись параметров калибровки фиксируется в отчетной документации в цифровом и печатном виде. Проверка фаз газораспределения осуществляется по показаниям осциллографа.
Финальная проверка давления масла, компрессии и отсутствие утечек
Фиксация итоговых показателей давления масла при рабочих оборотах и при холостом ходе. Снятие данных компрессии каждого цилиндра с фиксацией величин и сравнение с нормативами. Осмотр уплотнений, прокладок и соединений на предмет течи с применением индикаторов и визуальной регистрации. Регистрирование результатов в бланке технической приемки. Выявленные отклонения подлежат дальнейшей диагностике или ремонту.