
Вhведение
Описание услуги по ремонту двигателя Ferrari Portofino 3.9 V8 Turbo 600 л.с. (2017–н.в.). Диагностика, оценка состояния и документирование работ.
Цель документа
Определение целей и границ работ, выполняемых при обслуживании и ремонте силового агрегата Ferrari Portofino 3.9 V8 Turbo 600 л.с. (2017–н.в.). Описание задач по диагностике, оценке состояния и проведению измерений без указания последующих операций.
Установление требований к объёмам документирования дефектов и результатов измерений. Фиксация контрольных параметров компрессии и давления масла для формирования протоколов. Регламентация процедур принятия решений о необходимости дальнейших вмешательств на основе объективных данных.
Определение критериев приемки двигателя после выполненных диагностических мероприятий. Описание формата отчётности и обязательных приложений к протоколам.
Общее описание автомобиля и двигателя
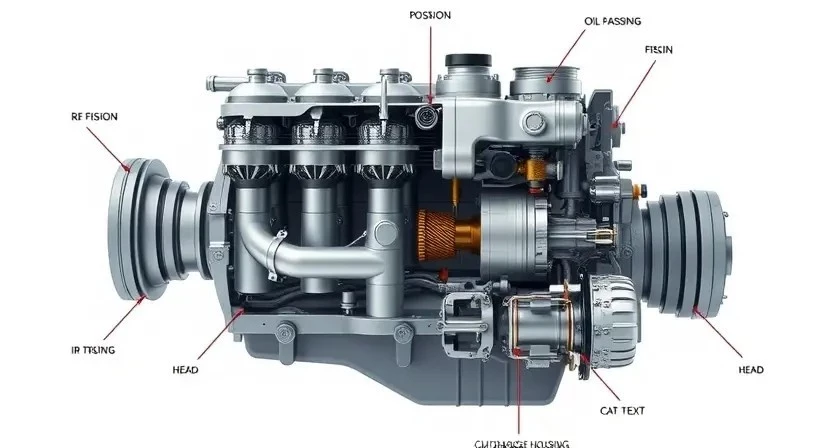
Ferrari Portofino 3.9 V8 Turbo 600 л.с. (2017–н.в.). Блок V8, двойной турбонаддув. Объем 3855 см3. Силовой агрегат с высокими эксплуатационными требованиями.
Технические характеристики силового агрегата
Тип двигателя: V8 с двойным турбонаддувом. Рабочий объем: 3.9 л. Мощность: 600 л.с. при номинальных оборотах. Крутящий момент: заявленное пиковое значение и диапазон достижимости указываются в паспорте двигателя. Расположение цилиндров: V-конфигурация. Система наддува: двухступенчатая или комбинированная конструкции турбокомпрессоров, управление изменением давления наддува электронно-интегрировано. Система смазки: с масляным поддоном, масляным насосом с регуляцией давления и фильтрацией. Система топливоподачи: непосредственный впрыск топлива под давлением, система управления фазами газораспределения. Система охлаждения: жидкостная, с термостатом и отдельным контуром интеркулера. Материалы основных сборочных единиц: специальные алюминиевые сплавы и обработанные поверхности блоков и головок. Крепления и резьбовые соединения: метрические стандарты с моментами затяжки, указанными в технической документации. Электронная система управления: интегрированный блок управления двигателем с датчиками давления, температуры, положения распределительных валов и детонации.
Область обслуживания и ограничения работ
Обслуживание двигателя Ferrari Portofino 3.9 V8 Turbo 600 л.с. ограничено диагностикой, ремонтом и восстановлением узлов при наличии заводской документации.
Перечень выполняемых операций и исключений
Выполнение диагностики двигателя моделям Ferrari Portofino 3.9 V8 Turbo 600 л.с. включает комплекс измерений и функциональных тестов. Измерение компрессии производится цилиндр по цилиндру с фиксацией значений. Измерение давления масла выполняется в рабочем и пусковом режимах с регистрацией минимальных и максимальных показателей. Снятие агрегата производится по регламентированной технологии с маркировкой соединений и фиксирующих элементов. Разборка блока цилиндров выполняется с фиксацией последовательности компонентов. Дефектовка включает визуальный и инструментальный контроль деталей, фиксацию дефектов в отчёте. Шлифовка коленчатого вала и расточка блока проводятся по установленным допускам. Замена поршней, поршневых колец и вкладышей производится подбором по каталогу и проверкой натяга. Работы по головке блока цилиндров включают проверку плоскостности и замену прокладок и направляющих. Обкатка восстановленного агрегата осуществляется в определённых режимах с регистрацией параметров. Настройка систем выполняется регулировкой фаз газораспределения и контроля топливной системы. Исключаются работы по кузовным элементам и электронике салона.

Подготовка рабочего места и инструментов
Рабочее место освободить. Инструменты калиброванные разместить. Осветление обеспечить. Поверхности защитить. Документация подготовлена.
Комплект специализированного оборудования и инструментов
Перечень оборудования, необходимого для проведения полного цикла работ по ремонту двигателя Ferrari Portofino 3.9 V8 Turbo 600 л.с. (2017–н.в.), включён в документ. Универсальные наборы исключены. Специализированные приборы и приспособления указаны отдельно.
Набор измерительной аппаратуры: стенд для испытаний давлений, компрессометр высокого давления с набором адаптеров, манометр для масляной системы с переходниками, цифровой толщиномер, индикатор часового типа с магнитным основанием, микрометр, нутромер. Инструменты для демонтажа: съёмники подшипников, фиксаторы распредвала и маховика, съемник шкива коленвала, набор головок повышенной точности, трещотка с набором удлинителей. Оборудование для разборки и дефектовки: гидравлический пресс, стенд для расточки блока, токарный станок для черновой обработки, шлифовальный станок для коленчатого вала, координатно-измерительная машина для контроля геометрии, балансировочный станок для коленвала и шкивов, ультразвуковой дефектоскоп для проверки трещин и сплавов, магнитный контроль для деталей из феромагнитных материалов. Инструменты для сборки: пресс для запрессовки вкладышей, шаблоны для установки поршней, динамометрические ключи с диапазоном моментов, ключи с предельной точностью, моментные адаптеры и фиксаторы болтов, комплект прокладок и уплотнений по каталогу производителя. Защитные и вспомогательные средства: подъемник с грузоподъемностью, обеспечивающей безопасную транспортировку агрегата, подставки для блока, тележка для перемещения, контейнеры для маркировки деталей, маркировочные скобы и бирки с QR-кодами для электронной базы данных. Документация: технические карты операций, контрольные листы для приёмки и передачи узлов, инструкции по допускам и посадкам, таблицы моментов затяжки, стандартизированные бланки дефектовки.
Порядок организации диагностики
Организация диагностики двигателя производится по этапам: подготовка места, подключение стендового оборудования, снятие предварительных параметров, фиксация результатов.
Последовательность проведения диагностических процедур
Первичный осмотр двигателя проводится с целью фиксации внешних признаков повреждений, подтеков и коррозии. Визуальная проверка объединяет состояние проводки, крепежа, видимые повреждения элементов навесного оборудования. Затем выполняется проверка электронных блоков управления через диагностический интерфейс с регистрацией кодов неисправностей и параметров работы системы управления двигателем. После считывания кодов проводится анализ логов параметров во времени для выявления повторяющихся аномалий.
Далее производится измерение компрессии в цилиндрах с использованием манометра соответствующего класса точности. Фиксируются максимальные и средние значения по цилиндрам, проводится сопоставление с заводскими допусками. Параллельно выполняется замер давления масла в рецептурных точках при холодном и рабочем режимах с записью кривой изменения. После сбора данных составляется диагностический отчет с перечнем обнаруженных отклонений и предложением дальнейших работ.
Оценка состояния агрегата по результатам диагностики
Анализ показателей диагностических процедур. Оценка компрессии и давления масла. Классификация износа деталей; Формирование отчёта о состоянии;
Критерии оценки износа и предельные значения
Определение остаточного ресурса производится по измеренным параметрам и визуальной дефектовке. Компрессия считается удовлетворительной при разнице между цилиндрами не более 10% и абсолютном значении не ниже 11 бар при холодном двигателе. Давление масла в режиме холостого хода должно находиться в пределах 0,8–1,2 бар; при 3000 об/мин допускается 3,0–5,0 бар. Износ цилиндров определяется по овальности и конусности; пределы допускаются до 0,05 мм для конусности и до 0,03 мм для овальности на рабочей длине. Биение шатунных шеек после шлифовки допускается до 0,01 мм. Радиальные зазоры вкладышей на коленвале допускаются 0,02–0,06 мм в зависимости от ремонтного размера. Высота поршня после распрессовки и замера компрессионных колец должна соответствовать паспорту; износ более 0,4 мм по высоте поршня считается предельным. Геометрия посадочных поверхностей ГБЦ контролируется по плоскостности; допустимый прогиб не превышает 0,08 мм на длине 200 мм; Твердость клапанных седел фиксируется по эталонной шкале; отклонение от значения производителя ведет к замене. Фазировка газораспределения оценивается по синхронизации распредвалов; допуск отклонения не более 2 градусов по углу распределения впрыска/выпуска. Заполнение дефектовочного акта производится с указанием измеренных величин и примененных допусков.
Измерение компрессии
Измерение компрессии производится манометром в цилиндрах при прогреве до рабочей температуры. Результаты фиксируются в протоколе с указанием пределов.
Методика измерения и фиксируемые параметры
Подготовка оборудования производится калиброванным компрессометром с адаптированными насадками для свечных каналов и манометром для масляной магистрали. Ввести цилиндр к цилиндру последовательность замеров в рабочем порядке. Предварительная деаэрация цилиндров выполняется путем вращения коленвала стартером при открытых впускных каналах до стабилизации показаний. Фиксирование максимального давления компрессии в каждом цилиндре. Регистрация времени достижения пикового значения и отклонения по относительному проценту.
Измерение давления масла производится на прогретом моторе при рабочей температуре охлаждающей жидкости 85±5 °C. Подключение манометра в точке высокого давления масляной магистрали через штатный штуцер или адаптер. Фиксирование давления при холостых оборотах, при 2000 об/мин и при 4000 об/мин. Отдельная запись скачков давления при переходных режимах и удержание стабилизированного значения не менее 10 с. Результаты привязываются к паспортным значениям производителя и оформляются в протокол с указанием допусков и выявленных отклонений.
Измерение давления масла
Подготовка стенда. Подключение манометра к штуцеру масляной системы. Измерение производится при холостых оборотах и под нагрузкой. Фиксация значений.
Порядок измерения и контрольные величины
Подготовка к измерению давления масла производится путем прогрева двигателя до рабочей температуры и установки штатного масляного фильтра или переходника для манометра. Манометр подключается к магистрали давления масла на указанной сервисной точке. Регистрация показаний производится при холостом ходе и на фиксированных оборотах 2000 и 4000 об/мин. Контрольные значения установлены производителем: при холостом ходе давление масла должно находиться в диапазоне 1,0–1,5 бар; при 2000 об/мин ⸺ 3,0–4,0 бар; при 4000 об/мин ⎻ 4,5–6,0 бар. Отклонения фиксируются в протоколе.
Дополнительная проверка выполняется при снятом масляном радиаторе и при закрытом и открытом перепускном клапане. Давление в масляных каналах головки блока измеряется с помощью миниатюрного манометра, подключаемого через технологические каналы. Значение давления на выходе к турбокомпрессорам и гидрокомпенсаторам должно соответствовать диапазону 2,5–5,0 бар в зависимости от режима. Давления ниже установленных значений считаются критическими и оформляются как дефект.
Измерение компрессии цилиндров производится методом прямого замера пикового давления с применением высокоточного компрессометра; Перед измерением производится демонтаж свечей зажигания и отключение топливной системы и системы зажигания для исключения подачи топлива и искрообразования. Обкатка стартера производится без подачи топлива. Объем замеров: поочередная фиксация по каждому цилиндру с записью максимального давления. Контрольное значение компрессии для данного двигателя установлено в диапазоне 14,0–16,5 бар. Разница между цилиндрами не должна превышать 1,0 бар. Разница более 1,0 бар расценивается как неравномерность и подлежит дефектовке.
Подготовка к демонтажу двигателя
Фиксация автомобиля на подъемнике. Обесточивание электроцепей. Слив рабочих жидкостей. Маркировка жгутов и трубопроводов. Фиксация опор.
Фиксация и маркировка компонентов перед снятием
Фиксация двигательного агрегата производится на подъемном устройстве с применением траверсы и стропов, обеспечивающих равномерное распределение нагрузки. Маркировка электрических и топливных соединений выполняется методом нанесения уникальных меток с указанием номера цепи и положения. Демонтаж навесного оборудования сопровождается маркировкой каждого крепежного узла с нумерацией и указанием места установки. Для трубопроводов применяются цветовые метки и идентификационные бирки с указанием направления потока. Соединения вакуумных линий маркируются символами и номерами. Провода сенсорных линий маркируются индексами и записываются в перечень. Крышки распределительных механизмов маркируются по ориентации и положению крышки относительно блока. Маркировка топливной аппаратуры включает указание давления и датчика положения. Метки фиксируются устойчивыми к маслам материалами. Ведомость маркировки составляется в двух экземплярах: одна прилагается к агрегату, вторая хранится в рабочей карте;
Снятие и транспортировка агрегата
Вывешивание двигателя производится на крановый захват. Фиксация маркировкой компонентов. Транспортировка в контейнере с антивибрационной прокладкой.
Технология вывешивания, снятия и передачи на разборку
Подготовка рабочего пространства производится с маркировкой точки подвеса и зоны безопасности. Оценка массы и центра тяжести двигателя проводится по паспортным данным и фактической компоновке автомобиля. Применение грузоподъемного оборудования согласуется с допустимыми параметрами нагрузки. Крепежные элементы двигателя отмечаются маркировочной лентой с указанием положения относительно кузова. Отключение топливной магистрали и электрических соединений выполняется с дренажем топлива и сохранением целостности разъемов. Стабилизация двигателя осуществляется посредством траверсы и мягких стропов для предотвращения точечного повреждения корпуса. Вывешивание производится плавным подъёмом до достижения зазора вокруг опорных подкладок. Разборка вспомогательных агрегатов на месте производится при необходимости снижения габаритов до транспортного состояния. Снятие двигателя осуществляется с сохранением маркировки всех штифтов и болтов. Перемещение агрегата к транспортировочному стеллажу производится с использованием опорных прокладок и амортизирующих подкладок. Передача на разборку сопровождается оформленным актом приёма-передачи с перечнем съёмных узлов, их состояния и наличия следов течей. Хранение в зоне разборки предусматривает фиксацию на специализированных подставках с антикоррозийной обработкой подкапотных поверхностей.
Разборка двигателя
Демонтаж сборочных узлов выполняется по документации производителя. Маркировка компонентов проводится. Фиксация деталей и упаковка для передачи в цех.
Последовательность разборочных операций и контроль точек
Фиксация двигателя производится на стенде с использованием траверсы и страховочных опор. Электрические разъемы маркируются и изолируются. Слив технических жидкостей проводится в емкости, помеченные по типам. Демонтаж навесного оборудования выполняется по очереди: генератор, компрессор кондиционирования, трубопроводы и шланги системы охлаждения. Снятие выпускного коллектора производится после отсоединения датчиков и трубок. Крепежные элементы маркируются по группам и укладываются по очередности разборки.
Головка блока снимается при установленном положении распредвалов и фиксации ремней привода. Поршни фиксируются по меткам для сохранения очередности. Для каждого этапа фиксируются контрольные точки: момент откручивания, положение меток, значения люфтов, визуальные дефекты. Отдельно регистрируются результаты измерений базовой плоскости посадки и состояния резьбовых отверстий. Нанесение защитной маркировки на поверхности обеспечивает дальнейшую идентификацию при сборке.

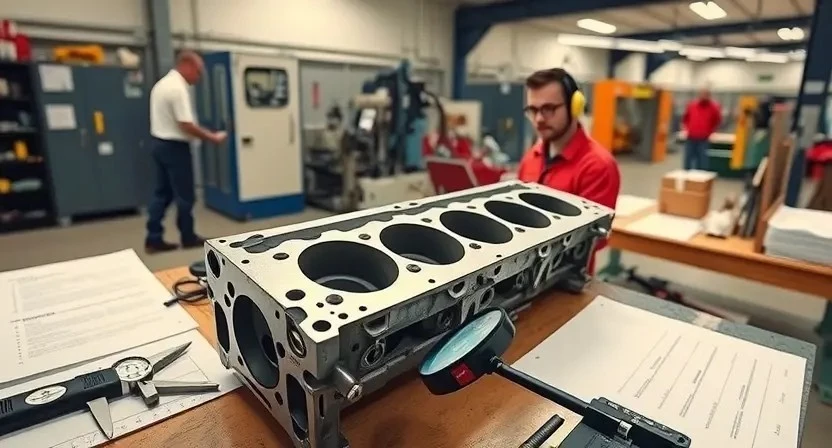
Дефектовка и документирование дефектов
Дефектовка производится по каталожным номерам; результаты фиксируются в акте; дефекты классифицируются, измерения заносятся в протокол; заключение выдается.
Шлифовка коленчатого вала и расточка
Шлифовка коленвала производится с выдержкой допусков, контроль биения и конусности. Расточка под ремонтный размер фиксируется протоколом измерений.
Технологические параметры шлифовки и допуски расточки
Шлифовка коленчатого вала производится с обязательной фиксацией базовой оси и радиального биения. Допуск остаточной овальности шейки после шлифовки составляет не более 0.01 мм. Шероховатость рабочей поверхности допускается Rz 16 мкм, Ra 0.8 мкм при финишной обработке. Величина снятого припуска по шейке в каждом переходе не должна превышать 0.10 мм. Балансировка коленвала после обработки должна выполняться с учетом динамического несоответствия масс, допускаемое отклонение 1 г·мм на коренной пакет.
Расточка блоков цилиндров выполняется по технологической карте; диаметр под размер ремонтных поршней указывается с шагом 0.25 мм. Концентричность расточки относительно оси блока не должна превышать 0.03 мм. Коаксиальность посадочных поверхностей под вкладыши должна находиться в пределах 0.02 мм. Допуск перпендикулярности плоскости головки относительно оси цилиндров после расточки ⎻ 0.05 мм на длине 100 мм. Фиксация результатов производится протоколом с указанием измерительных приборов и погрешностей.
Замена поршней, поршневых колец и вкладышей
Замена выполняется с измерением цилиндров, подбором по диаметру; монтаж комплектов по спецификации; контроль зазоров и момента затяжки крепежа.
Подбор комплектующих и критерии приемки после замены
Подбор комплектующих производится по оригинальным номерам производителя и по спецификациям, указанным в сервисной документации на двигатель Ferrari Portofino 3.9 V8 Turbo 600 л.с. (2017–н.в.). Подбор осуществляется с учётом допусков металлов, термической обработки и размеров после расточки или шлифовки. Выбор поршней и колец основан на измерениях цилиндров и допусках посадочных мест. Подбор вкладышей производится по классу износа коленчатого вала и по рекомендованным радиальным зазорам. Подбор прокладок и сальников производится с заменой на новые детали OEM или эквивалент.
Критерии приемки после замены включают документацию о соответствии деталей указанным спецификациям, результаты измерений диаметров и зазоров, подтверждение соблюдения номинальных моментов затяжки и применения фиксирующих составов, а также протоколы испытаний давления масла и компрессии. Контрольная проверка включает визуальную оценку стыков, герметичности и отсутствия механических повреждений. Принятие ремонта фиксируется актом с перечнем установленных артикулов, значений измерений и заключением о соответствии установленным техническим параметрам.

Ремонт или замена головки блока цилиндров (ГБЦ)
Демонтаж ГБЦ производится. Геометрия плоскостей измеряется. Трещины выявляются контрольным методом. Ремонт допустим при восстановлении параметров.
Объем работ по ГБЦ и контроль геометрии посадочных поверхностей
Демонтаж головок блока цилиндров производится с маркировкой и упаковкой компонентов для исключения смешения. Очищение рабочих поверхностей выполняется обезжириванием и удалением отложений механическим способом с применением неабразивных средств. Визуальная оценка трещин и дефектов проводится при освещении не менее 1000 лк и увеличении не менее 10×. Контроль плоскостности посадочных поверхностей выполняется индикаторной стойкой с опорной линейкой длиной, соответствующей размеру ГБЦ, с пределом измерения 0,01 мм. Контроль радиального биения седел клапанов производится микрометром с точностью 0,01 мм. Параметры износа направляющих фиксируются по величине люфта в посадочном гнезде; предельное значение люфта устанавливается 0,15 мм. Контроль припоем и растрескиваниям выполняется пенетрационной дефектоскопией с регистрацией актов. Параллельность рабочих плоскостей фиксируется по разности показаний вдоль и поперек, предельное значение 0,05 мм. Ремонтные операции по выравниванию допускаются при шлифовке с удалением металла не более 0,5 мм от исходной плоскости; документирование глубины съема производится в паспорте работ. Замена прокладок и резьбовых вставок регистрируется отдельно. Контроль герметичности камер сгорания выполняется испытанием под давлением 3,5 бар с протоколированием результатов.
Сборка двигателя
Сборка производится по технологической карте. Контроль моментных характеристик креплений, последовательность установки компонентов, фиксация зазоров и допусков.
Последовательность сборки и моментные характеристики креплений
Сборка производится по этапам, обеспечивающим контроль взаимного расположения узлов и соответствие заводским допускам. Подготовка включает очистку сопрягаемых поверхностей, снятие фасок и нанесение сборочной смазки на направляющие элементы. Установление коленчатого вала производится на опоры по меткам, после чего вкладыши подгоняются по калибру посадочных гнезд. Блок цилиндров закрывается крышками коренных подшипников с последовательностью затяжки в четыре этапа. Крепления коленвала затягиваются по схеме: предварительный момент 30 Н·м, затем поэтапное увеличение до 90 Н·м с контролем углового поворота 90°. Шатуны посажены с соблюдением радиального зазора; гайки шатунных шпилек затягиваются механическим ключом в три этапа: 20 Н·м, 40 Н·м, окончательный момент 60 Н·м. Головка блока установлена в посадочное положение чистой прокладки, болты головки закручены в строгой последовательности крест-накрест в три перехода: 40 Н·м, 90 Н·м, окончательный угловой поворот 90°. Коллекторы и турбонагнетатели присоединены после выдержки момента затяжки выпускного коллектора 25 Н·м и впускного коллектора 18 Н·м. Болтовые соединения датчиков и трубопроводов выполняются с контролем крутящего момента, указанного в спецификации. Фиксация шкивов и ремней производится с использованием динамометра и шаблонов совместимости, момент натяжителя ремня привода вспомогательных агрегатов установлен 15 Н·м. Результаты измерений заносятся в протокол сборки; при отклонениях проводится корректировка до соответствия допустимым значениям.
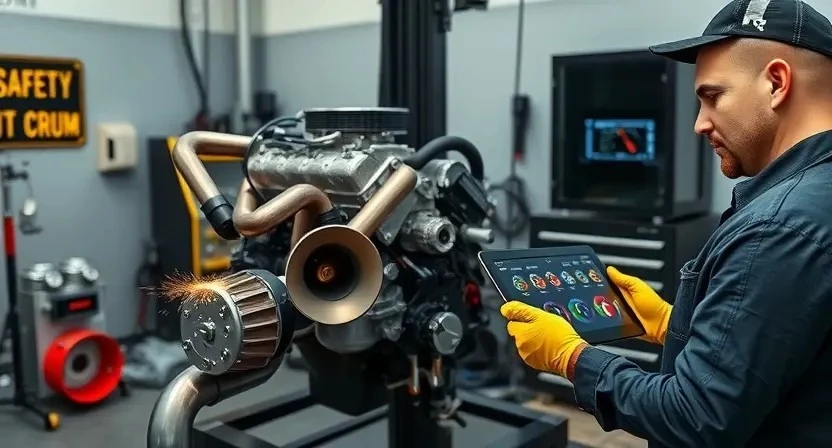
Обкатка двигателя после ремонта
Обкатка проводится на стенде или дороге. Плавный набор оборотов, изменение нагрузок, периодические измерения температуры и давления масла, фиксация параметров.
Режимы обкатки и фиксируемые показатели в процессе
Обкатка после капитального ремонта двигательного агрегата делится на этапы с постоянным контролем показателей. Первый этап подразумевает запуск на холостом ходу в стендовых условиях сроком 15–30 минут с постепенным увеличением температуры охлаждающей жидкости до рабочей. Фиксироваться температура ОЖ, давление масла в магистрали высокого давления, утечка поддона и уровень вибраций. Второй этап предусматривается нагрузочная обкатка на низких оборотах до 3000 об/мин с периодическим повышением нагрузки в пределах допуска. Запись параметров производится каждые 5 минут: давление масла, температура масла, разности давлений турбин, показания датчиков детонации, изменения компрессии по цилиндрам. Третий этап включает имитацию городской эксплуатации в дорожных условиях с переменными режимами и длительностью 50–100 км пробега. Фиксируется расход топлива, динамика показателей турбин, значения топливного давления и соответствие оборотов холостого хода установленным значениям. При несоответствии контрольных величин производится остановка обкатки и повторная диагностика узлов. Документирование показателей оформляется протоколом с указанием времени, режима и фактических значений.

Финальная настройка и контрольные испытания
Настройка систем двигателя производится после сборки. Испытание на стенде и дорожное тестирование выполняются для контроля параметров работы, расхода и вибраций.
Регулировка систем и итоговая проверка параметров работы
Настройка систем двигателя выполняется после сборки и предварительной обкатки. Выполнение регулировок осуществляется по технической документации производителя. Параметры впрыска топлива и углы опережения зажигания настраиваються при температуре охлаждающей жидкости, соответствующей нормальной рабочей. Контроль давления наддува проводится при устойчивой частоте вращения холостого хода и в диапазоне рабочих оборотов. Проверка давления масла и утечек осуществляется под нагрузкой и при прогреве до рабочей температуры. Контроль компрессии выполняется после полной стабилизации термального состояния агрегата. Регистрация конечных значений производится в акте приемки. Испытания на стенде и при дорожной нагрузке оформляются протоколом. Корректировка ЭБУ производится через калибровочные процедуры, приведенные в руководстве. Результаты измерений сравниваются с эталонными величинами производителя.