
Описание услуги ремонта двигателя Ford Explorer 3.0 V6 Twin Turbo 400 л.с. (2020–н.в.). Объём работ, этапы и гарантии указаны формально.
Цель и объем работ
Цель: восстановление работоспособности двигателя 3.0 V6 Twin Turbo 400 л.с. (2020–н.в.) до заводских параметров. Объем работ включает комплексную диагностику, определение причин неисправностей и формирование перечня операций по устранению дефектов.
Диагностические мероприятия предусматривают считывание кодов неисправностей, анализ журналов, оценку состояния узлов и систем. Инструментальная проверка включает измерение компрессии по цилиндрам и измерение давления масла в режиме холостого хода и при повышенных оборотах.
Ремонтный блок работ охватывает снятие двигателя, его разборку, дефектовку деталей, шлифовку коленчатого вала и расточку блока. Включена замена поршней, поршневых колец, коренных и шатунных вкладышей, ремонт и промывка каналов смазки. Работы с головкой блока включают обработку седел клапанов, замену направляющих и прокладок. Сборка проводится согласно моментам затяжки и технологической последовательности. Завершение работ предполагает обкатку и настройку систем управления с последующей выдачей отчета о выполненных операциях и измеренных параметрах.
Общие сведения о двигателе
Описание конструкции V6 Twin Turbo, рабочий объём 3.0 л, мощность 400 л.с., система турбонаддува с промежуточным охладителем, алюминиевый блок.
Технические характеристики 3.0 V6 Twin Turbo 400 л.с. (2020–н.в.)
Рабочий объём 2995 см3. Конфигурация V6. Степень сжатия 10.0:1. Мощность 400 л.с. при 5500 об/мин. Крутящий момент 540 Н·м при 3000 об/мин. Система турбонаддува — двухтурбинная с интеркулером. Система впрыска ⎼ непосредственная топливная рампа высокого давления. Материал блока ⎼ алюминиевый сплав. Коленчатый вал кованый. Диаметр цилиндра 86.5 мм. Ход поршня 85.8 мм. Система охлаждения с электронным термостатом. Масляный насос шестерёнчатый с давлением регулировки. Объём масляной системы 7.5 л. Катушки зажигания индивидуальные на цилиндр. Электронное управление фазами газораспределения. Стандарты эмиссии Euro 6.
Подготовка к работам
Организация рабочего места. Инструмент подготовлен. Оборудование подключено. Запчасти учтены. Средства безопасного удержания подготовлены.
Организация рабочего места и инструментов
Подготовка рабочего места для ремонта двигателя выполняется с выделением зон: зона диагностики, зона демонтажа, зона разборки, зона дефектовки, зона хранения комплектующих. Пол освобождается от посторонних предметов. Освещение усиливается до уровня, обеспечивающего визуальный контроль поверхностей и маркировки. Стол инструментальный оснащается магнитными вкладышами для крепежа. Оборудование подъемное проверяется по паспортным данным. Инструмент метрологический калибруется и маркируется. Контейнеры для мелких деталей промаркированы с указанием позиции и номера цилиндра. Защитные поддоны и подложки применяются для предотвращения загрязнений. Протокол приёма инструмента и оборудования оформляется в бумажном или электронном виде.
Первичная диагностика
Снятие кодов неисправностей производится сканером. Журналы ошибок сохраняются. Анализ записей выполняется для определения дальнейших этапов ремонта.
Снятие кодов неисправностей и анализ журналов
Снятие кодов неисправностей производится через диагностический разъём автомобиля с использованием специализированного сканера, поддерживающего протоколы Ford и CAN. Считывание занимает фиксированное время, сохраняется лог с отметкой даты и времени. Ошибочные коды записываются в протокол и классифицируются по системе приоритетов. Далее производится снятие расширенных параметров работы двигателя в реальном времени для сопоставления кодов с текущими значениями датчиков и исполнительных механизмов.
Анализ журналов включает сопоставление кодов с последовательностью событий, оценку частоты появления записей и интервалов между срабатываниями. Исторические записи сравниваются с эталонными параметрами производителя для выявления повторяющихся неисправностей. Результаты фиксируются в отчёте с указанием кодов, временных отметок и сопутствующих параметров. Выявленные зависимости между кодами и рабочими параметрами используются для планирования следующих диагностических операций и определения приоритетов вмешательства.

Оценка состояния агрегатов
Визуальный осмотр двигателя и турбин выполнен. Фиксация дефектов корпуса, соединений и охлаждающей системы. Составление акта обследования.
Визуальный осмотр элементов двигателя и турбин
Осмотр корпусных деталей двигателя и турбин производится при освещении не менее 1000 люкс. Визуальная оценка включает обнаружение трещин, коррозии, механических повреждений и следов перегрева. Поверхности впускного и выпускного трактов осматриваются на предмет отложений и эрозии. Фотофиксация дефектов выполняется с привязкой к месту обнаружения и времени исследования. Крепежные изделия проверяются на признаки усталости металла и втулочные соединения — на люфт. Уплотнения проверяются на целостность и наличие следов протечек. Турбинный вал осматривается на биение и следы контакта лопаток со корпусом. Лопатки турбин проверяются на сколы, изломы и деформацию профиля. Корпус турбины исследуется на следы попадания посторонних предметов внутри рабочего объема. Подшипниковые чашки визуально оцениваются на задиры и выработку. Компоненты масляной системы осматриваются на наличие отложений и масляных плёнок. Впускной коллектор проверяется на наличие трещин в местах фланцевых соединений. Каналы охлаждения осматриваются на отложения и коррозионные очаги. Электрические разъёмы и датчики визуально проверяются на целостность изоляции и контактов. Состояние ремней и приводных элементов фиксируется с привязкой к протоколу осмотра.
Измерение компрессии цилиндров
Измерение компрессии производится вручную посредством манометра. Результаты фиксируются для каждой камеры. Оценка проводится по заводским пределам.
Порядок проведения измерений и интерпретация показаний
Подготовка измерительного оборудования включает подбор манометра и компрессометра с градуировкой, адаптированной к рабочим параметрам двигателя 3.0 V6 Twin Turbo. Выполнение измерений производится при рабочей температуре двигателя, с отключенной системой впрыска и зажиганием, при положении поршня ВМТ для фиксации начальных условий. Последовательность замеров: снять свечи, установить адаптер компрессометра, создать вращение стартером до стабилизации показаний, зафиксировать давление в каждом цилиндре. Интерпретация показаний проводится по отклонениям от нормативов производителя и по равномерности между цилиндрами, при снижении давления более 10-15 % по отношению к эталонному значению выполняется дальнейшая диагностика на предмет повреждения клапанов, поршневых колец или прокладки ГБЦ. Запись результатов производится в журнал работ с указанием условий измерения и применённого оборудования.
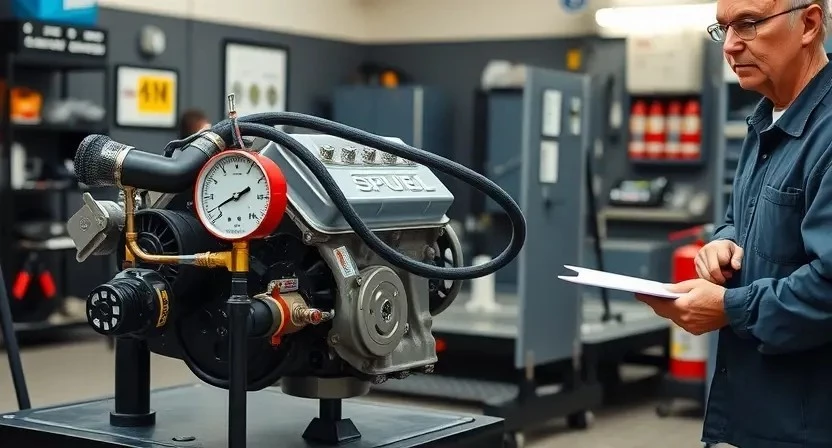
Измерение давления масла
Измерение давления масла производится манометром через тестовый штуцер. Фиксация показаний при разных оборотах. Оформление протокола замера.
Методика замера и оценка соответствия нормам
Определение давления масла производится при рабочей температуре двигателя. Подготовка к замеру включает прогрев до 90–100°C, отключение вспомогательных систем, подсоединение манометра по штатной схеме. Замер проводится на холостом ходу и при частоте 3000 об/мин. Динамическая запись параметров фиксируется в журнале. Сравнение значений производится с заводскими паспортными данными для модели 3.0 V6 Twin Turbo 400 л.с. (2020–н.в.). Отклонение свыше допустимого запаса считается неисправностью гидросистемы смазки. Диаграмма давления при снятом маслоприемнике используется для выявления засоров. Корректность показаний подтверждается повторным замером после охлаждения и очистки магистралей. Оценка оформляется протоколом с указанием измерительных приборов, температурных условий, частоты вращения, полученных значений и вывода о соответствии нормам.
Демонтаж двигателя
Отсоединение коммуникаций, слив жидкостей, маркировка разъемов. Подготовка моторного отсека. Демонтаж навесного оборудования. Снятие силового агрегата.
Снятие двигателя и подготовка к разборке
Фиксация автомобиля на подъемнике производится для обеспечения доступа к моторному отсеку. Отсоединение аккумуляторной батареи выполняется до любых электрических работ. Слив моторного масла и охлаждающей жидкости выполняется через предусмотренные пробки и емкости для утилизации. Демонтаж навесного оборудования выполняется по этапам: генератор, компрессор кондиционирования, насосы. Система выпуска отсоединяется от коллектора с маркировкой и фиксацией меток сопряжения. Подвес двигателя к траверсе производится через штатные опоры с использованием динамометрического инструмента.
Маркировка шлангов и разъемов проводится перед отсоединением. Обеспыливание и защита рабочих поверхностей выполняется с применением укрывных материалов. Крепежные элементы складываются в промаркированную тару. Протокол загрузки двигателя в подъемное устройство заполняется с указанием времени и состояния соединений.
Разборка узлов и агрегатов
Отсоединение навесного оборудования производится по этапам. Маркировка проводов и трубопроводов. Демонтаж агрегатов с фиксацией размеров и состояния.
Порядок отсоединения навесного оборудования и разборки блока
Отключение электроцепей и снятие аккумуляторной батареи производится перед работами на двигателе. Слив охлаждающей жидкости и масла выполняется в отдельную тару. Системы топливоподачи и рециркуляции отцепляются с маркировкой трубопроводов. Воздушный тракт и впускная система демонтируются для доступа к наддувной части. Электронные разъёмы и датчики подвергаются маркировке и складированию в индивидуальные контейнеры. Ремни и цепи привода навесного оборудования освобождаются от натяжения при помощи специализированного инструмента. Турбокомпрессоры отсоединяются от выпускного коллектора с контролем состояния фланцев. Ваздуховоды и охлаждающие магистрали маркируются для обратной сборки. Головка блока подготавливается к снятию после откручивания крепёжных элементов по установленной последовательности. Блок цилиндров закладывается на стенд для последующей дефектовки.
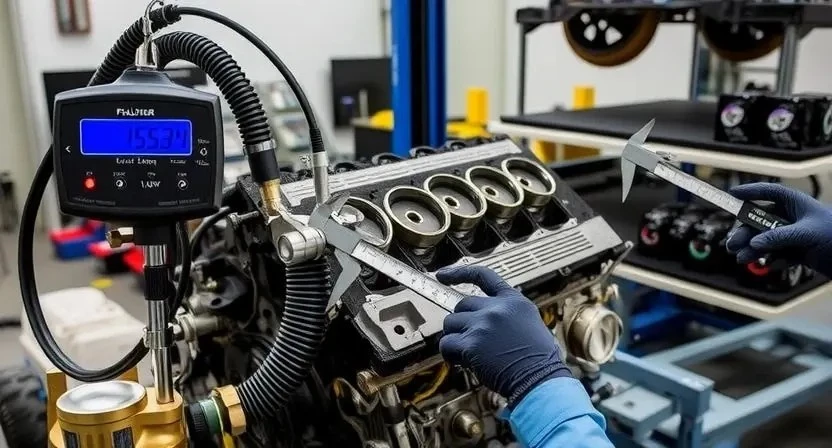
Дефектовка деталей
Осмотр деталей проводится по методике. Измерение износа выполняется микрометром. Классификация дефектов производится по степени допустимости.
Осмотр, замер износа и классификация дефектов
Визуальный осмотр узлов двигателя выполнен с целью выявления явных повреждений поверхностей и соединений. Фиксация трещин, задиров, коррозии и деформаций производится с указанием локализации и масштаба. Замер износа проводится измерительными приборами: нутромером, микрометром, индикатором часового типа и толщиномером. Измерения записываются в таблицу с указанием допуска завода-изготовителя и полученных значений. Каждая деталь маркируется для отслеживания последовательности разборки. Классификация дефектов проводится по типу: износ рабочей поверхности, пластическая деформация, усталостное разрушение, коррозионное повреждение, повреждение резьбовых соединений. При наличии превышения допусков выполняется приведение в категорию «непригодна». Для компонентов с возможностью восстановления указывается методика восстановления: шлифовка, притирка, наплавка с последующей механической обработкой. Для элементов, подлежащих замене, прописываются типоразмеры и технические требования к заменяемым изделиям. Протокол дефектовки содержит дату, примененные приборы и итоговое решение по каждой позиции.

Шлифовка коленчатого вала и восстановление поверхности
Шлифовка выполняется по размерам ремонтных шеек. Контроль чистоты и биения производится. Поверхность восстановлению подлежат с допусками.
Технические параметры шлифовки и допуски
Шлифовка коленчатого вала производится по документированным размерам ремонтных шеек. Контроль диаметра выполняется нутромером или микрометром с точностью 0,01 мм. Допуск радиального биения при обработке поверхности коленчатого вала составляет не более 0,03 мм. Шероховатость поверхности после шлифовки Rz 6-16 мкм в зависимости от посадочных мест. Термическая обработка признана обязательной при смене класса посадки. Балансировка вала выполняеться после шлифовки с допуском остаточной неуравновешенности 1 г·мм на 100 мм. Смазочные каналы продуваются и контролируются проходимостью. Замер круглолучевой овальности производится с пределом 0,02 мм. Отверстия под штифты и фаски восстанавливаются до заводских параметров.

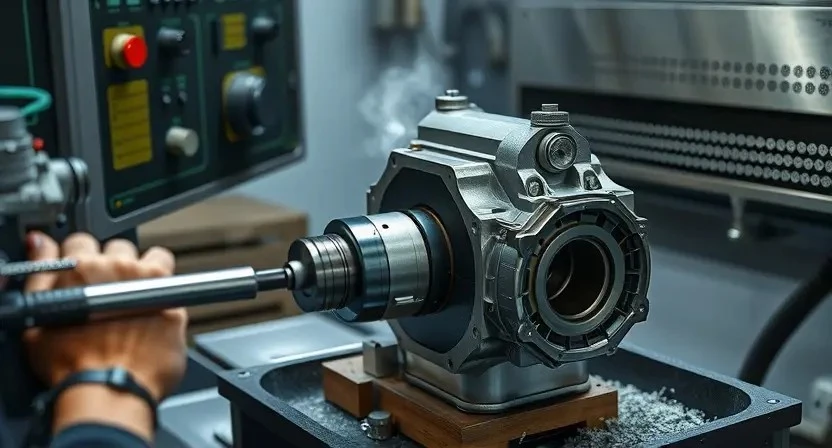
Расточка блока цилиндров
Расточка блока цилиндров производится с контролем биения и соосности. Задание размеров осуществляется по паспортным допускам. Обработка поверхности выполняется по этапам.
Точность расточки и контроль геометрии
Расточка цилиндров выполняется с установкой контрольных размеров по чертежу силового узла. Измерение диаметра цилиндров производится микрометром и внутрилипефронным калибром в трех плоскостях по высоте. Отклонения фиксируются с точностью до 0,01 мм. Восстановительная расточка предусматривает достижение номинального диаметра с допуском по посадке поршня. Контроль соосности колец цилиндров осуществляется индикатором часового типа совместно с направляющим шаблоном. Параллельность плоскостей головы и блока проверяется штангенциркулем в сочетании с плитой и индикатором, зазоры регистрируются. Балансировка биения гильз производится постукиванием и измерением по индикатору; допустимый биение установлен в пределах 0,02 мм. Применение ремонтных гильз документируется.
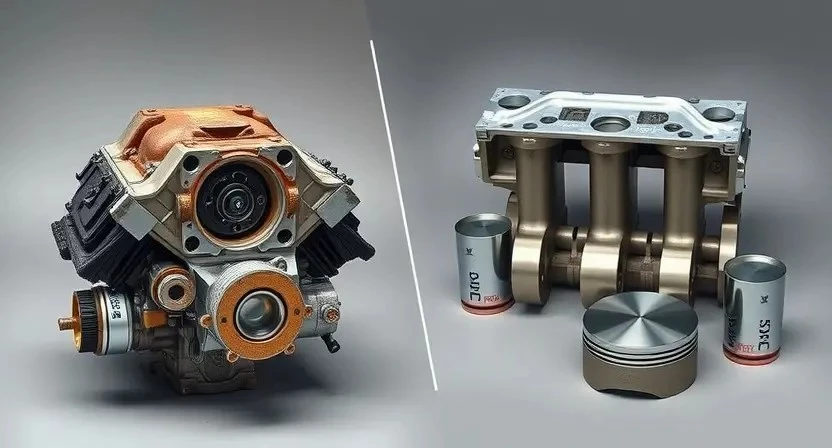
Замена поршней и поршневых колец
Замена поршней выполняется комплектами с кольцами. Подбор размеров производится по замерам цилиндров. Установка с контролем зазоров.
Выбор комплектующих и требования к установке
Определение необходимого комплекта деталей производится на основании данных дефектовки и измерений. Подбирать поршни по калибру цилиндров и поршневым кольцам по внутреннему диаметру гильз. Вкладыши подбирать по посадочному классу коленвала с учётом величины бокового зазора. Направляющие клапанов и сальники выбирать по заводским каталожным номерам. Головка блока комплектуется клапанами, седлами и прокладкой с учётом термостойкости и прочности. Болты крепления коленвала и ГБЦ заменяются на новые при превышении ресурса или при наличии деформации. Масляный насос и фильтрующие элементы подлежат замене при снижении давления. Смещение шатуна и поршня контролироваться инструментом при сборке. Установочные торцы и фланцы подвергаться очистке и обезжириванию перед монтажом. Применение герметиков ограничиваться указанными производителем марками и слоями. Контроль углов затяжки производится динамометрическим ключом с отслеживанием очередности и шагов. Проверка совмещения меток выполняться до окончательного закрепления узлов.
Замена вкладышей коренных и шатунных
Замена вкладышей производится по результатам дефектовки. Подбор размеров выполняется по замерам. Установка производится с контролем зазоров.
Подбор размеров вкладышей и методы установки
Выполнение подбора размеров вкладышей производится на основании измерений диаметра шатунных и коренных шеек коленчатого вала, диаметра втулок и зазоров в расточке. Измерения выполняются штангенциркулем, микрометром и индикатором часового типа. По результатам снятия размеров определяется необходимый класс вкладышей. Классификация размеров записывается по стандартной шкале. Применение вкладышей заводского и ремонтного исполнения регламентируется по таблице соответствий.
Установка вкладышей осуществляется в выверенных гнёздах без смещения. Применение монтажной смазки допускается для предотвращения сухого трения в момент первого пуска. Контроль осевого и радиального зазора производится индикатором после установки крышек. Затяжка крышек осуществляется до регламентного момента. Результаты измерений фиксируются в отчёте.
Работы с головкой блока цилиндров
Ремонтная обработка ГБЦ: дефектовка, шлифовка седел клапанов, замена направляющих, торцевание сопрягаемых поверхностей, контроль геометрии.
Ремонтная обработка ГБЦ, замена клапанов и направляющих
Демонтаж головки блока цилиндров производится с маркировкой узлов и фиксацией положения распредвалов. Очистка поверхностей выполняется растворителями, удаление нагара механизировано при контролируемой температуре. Контроль плоскостности выполняется индикатором часового типа и плоскопроверкой; предельное отклонение фиксируется протоколом. Плоскость шлифуется на координатно-расточном станке при регулировании подачи. Направляющие клапанов измеряются нутромером, допуски сверяются с заводской документацией. Направляющие подлежат проточке или замене по результатам замера. Седла клапанов подлежат правке и наплавке с последующей притиркой. Клапаны подлежат замене при износе по диаметру, упругости или деформации; устанавливаются новые с заводскими допусками и промаркированы. Проверка на герметичность выполняется с использованием вакуумного метода и манометра, протокол регистрации прилагается. Сборка ГБЦ производится с применением новых уплотнений и контролем моментов затяжки поэтапно, значения моментов фиксируются в акте.
Сборка двигателя
Сборка производиться по документированной последовательности. Контроль моментами затяжки. Прокладки заменяются. Соединения герметизируются согласно допускам.
Контроль моментов затяжки и последовательность сборки
Определение контрольных моментов производится в соответствии с заводскими спецификациями двигателя 3.0 V6 Twin Turbo 400 л.с. (2020–н.в.). Прокладки, болты и шпильки подлежат маркировке и замене при выявлении деформаций или истирания. Затяжка выполняется в указанных этапах: первичная фиксация с моментом, соответствующим малому усилию; последующая доворотка с моментом среднего значения; окончательная затяжка с моментом указанного номинала, с учётом угловой доворотки при необходимости. Применение крутящего момента производится с применением поверенного динамометрического ключа. Контроль последовательности сборки включает установку коленвала, шатунов, поршней и головки блока в порядке, исключающем перекосы. Проверка моментов осуществляется повторно после первого запуска при холодном двигателе и после обкаточного периода для подтверждения стабильности затяжек и отсутствия ослаблений крепёжных элементов.
Обкатка и начальная эксплуатация
Обкатка двигателя проводится по этапам: прогрев, нагрузочные циклы, мониторинг параметров, запись данных и корректировка настройки ECU.
Режимы обкатки и мониторинг параметров
Проведение обкатки производится по этапам с фиксированными интервалами нагрузок и оборотов. Первая фаза предусматривает прогрев до рабочей температуры при низких оборотах и минимальной нагрузке. Вторая фаза включает ступенчатое увеличение нагрузки с удержанием оборотов в заданных пределах. Третья фаза заключается в эксплуатационных режимах со сменой циклов город/трасса для стабилизации приработки компонентов.
Мониторинг параметров осуществляется непрерывно. Контроль давления масла выполняется сенсорами с регистрацией в журнале. Замеры температуры охлаждающей жидкости и смазки фиксируются по временным интервалам. Анализ вибрации производится спектральным методом для выявления дисбалансов. Регистрация кодов управления двигателем ведётся в блоке управления с последующим анализом журналов. Отклонения от норм фиксируются и сопровождаются протоколом вмешательств.
Финальная настройка и проверка
Настройка ЭБУ производится по заводским картам. Испытания на стенде и дорожные проверки выполняются с регистрацией параметров и оформлением отчёта.
Настройка систем управления, проверочные испытания и выдача отчета
Настройка блока управления двигателя осуществляется после сборки и предварительной проверки электрики. Параметры впрыска топлива, угол опережения зажигания и давление наддува программно согласуются с заводскими картами. Калибровка датчиков положения коленчатого и распределительных валов выполняется с использованием диагностического интерфейса. Испытания холостого хода и нагрузочные тесты проводятся на испытательном стенде с записью телеметрии. Измерения температуры, давления масла и турбонагнетателя фиксируются в отчёте. Адаптация системы турботайминга производится через прошивку ЭБУ. Результаты протоколируются в формате с указанием номеров узлов, партномеров использованных деталей и фактических параметров после настройки. Выдача отчёта оформляется с подписями специалистов и печатью организации.