
Назначение документа
Описание объема работ по диагностике и ремонту двигателя Ford Bronco 2.7 V6 EcoBoost 330 л.с.
Документ описывает цели и состав работ, выполняемых при обслуживании двигателя Ford Bronco 2.7 V6 EcoBoost 330 л.с. (2021–н.в.). Предусмотрено проведение диагностических процедур и инструментальных измерений для определения текущего состояния силового агрегата. Включена оценка компрессии и масляного давления для установления технических параметров цилиндропоршневой группы и смазочной системы. Заявлен комплекс операций по демонтажу, разборке, дефектовке, механической обработке корпусов и валов, подбору комплектующих. Описана последовательность подготовки к сборочным работам и контроля после завершения ремонта.
Общие исходные данные
Идентификация силового агрегата: Ford Bronco 2.7 V6 EcoBoost, рабочий объем 2.7 л, турбонаддув, мощность 330 л.с., год выпуска 2021–н.в. Серийные номера двигателя фиксируются в сопроводительных документах. Описание предъявленных жалоб оформляется в заявке: снижение мощности, посторонние шумы, повышенный расход масла, перепады давления масла. История технического обслуживания представляется с указанием проведенных работ и заменяемых узлов. Наличие электронных записей сканирования блока управления указывается отдельно. Топливо дизель/бензин прописывается согласно паспорту. Уровни рабочих жидкостей заносятся в отчет до начала работ. Состояние наружных уплотнений и видимые повреждения корпуса фиксируются фотоматериалами и протоколом.
Предварительная диагностика
Сбор жалоб и история обслуживания фиксируются. Визуальный осмотр корпуса двигателя проводится для выявления утечек и повреждений.
Сбор данных по жалобам и истории обслуживания
Фиксация заявленных симптомов производится в письменном виде. Перечисление признаков включает: потерю мощности, детонацию, повышенный расход масла, посторонние звуки при запуске, дымность выхлопа. Регистрация пробега и даты предыдущих ремонтов выполняется в журнале. Указание использованных расходных материалов и применённых запчастей вносится в карту. Сопутствующие вмешательства в системы управления и турбонаддува отражаются отдельно. История обращений за гарантийным обслуживанием прикладывается к делу. Сопоставление сроков ТО и межсервисных интервалов производится для анализа возможных причин отказа.
Визуальный осмотр и проверка корпуса двигателя
Визуальный осмотр корпуса двигателя проводится для выявления внешних дефектов и признаков утечек. Поверхности осматриваются на наличие трещин, коррозии, механических повреждений и деформаций. Соединения и крепления оцениваются на целостность резьбы и наличие ослабления. Места уплотнений проверяются на следы масла и охлаждающей жидкости. Крепления навесного оборудования осматриваются на износ отверстий и шпилек. Крышки и пробки проверяются на целостность прокладок. При подозрении на скрытые повреждения используется инструментальная диагностика.
Электронная диагностическая проверка
Снятие кодов неисправностей выполнено. Анализ параметров двигателя и адаптаций электронных модулей произведён с фиксацией значений.
Снятие кодов неисправностей и анализ параметров
Считывание кодов неисправностей выполняется с помощью диагностического сканера, совместимого с протоколами Ford. Снятие данных производится при зафиксированной рабочей температуре двигателя и стабильных оборотах холостого хода. Регистрация кодов в диагностическом журнале обязательно. Параметры потоков топлива, давления наддува и угла опережения зажигания считываются в реальном времени. Логирование данных производится с указанием временных меток и условий замера. Анализ проводится по критериям соответствия заводским параметрам. При несовпадении значений устанавливается приоритет дальнейших измерений.
Проверка датчиков и исполнительных механизмов
Поверка электрических цепей датчиков давления и температуры производится измерением сопротивлений и напряжений по заводским параметрам. Считывание управляющих команд исполнительных механизмов выполняется через диагностический интерфейс с фиксацией периодов реакции. Состояние разъемов фиксируется внешним осмотром и контакт-методикой с документированием окислов и обрывов. Калибровка датчиков выполняется прикладными процедурами с записью коррекционных коэффициентов. Исполнительные механизмы подвергаются функциональному тестированию под нагрузкой с регистрацией времени срабатывания и амплитуды хода; Выявленные отклонения подлежат классификации по уровню влияния на работоспособность двигателя и оформлению дефектного акта.
Оценка состояния внутрицилиндровой группы
Измерение компрессии проводится цилиндр по цилиндру с протоколом фиксирования значений и отклонений; сравнительный анализ результата с нормативами.
Измерение компрессии
Подготовка двигателя к измерению компрессии осуществляется отсоединением проводов зажигания и снятием форсунок для исключения впрыска топлива. Стартовая позиция поршней фиксируется на ВМТ по меткам коленвала. Применение компрессометра с адаптером для свечного отверстия. Прокручивание коленвала стартером при открытой дроссельной заслонке до стабилизации показаний. Регистрация максимальных значений по каждому цилиндру. Сопоставление результатов с нормативными картами производителя. Фиксирование отклонений и формирование заключения о состоянии уплотнений и клапанного механизма.
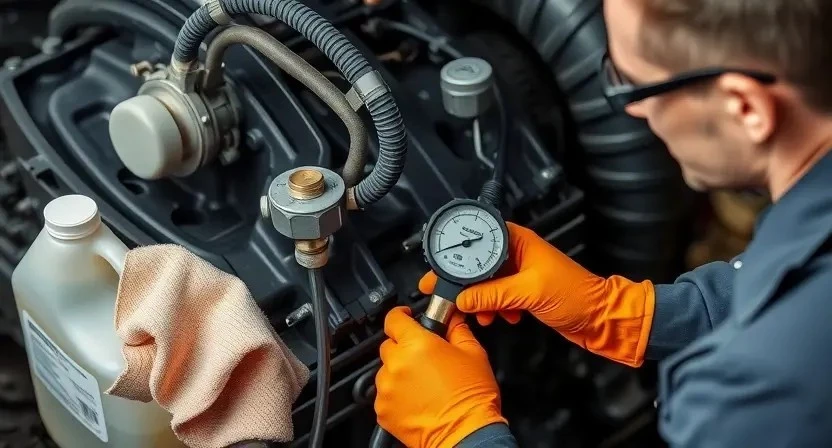
Измерение давления масла
Подготовка стенда и инструмента. Применение манометра с заводской шкалой и адаптеров, соответствующих резьбовым соединениям двигателя. Снятие показаний при холодном и рабочем температурном режимах. Замер на холостом ходу и при заданных оборотах по регламенту. Фиксация минимального, номинального и пикового значений в журнале обслуживания. Сопоставление значений с нормами производителя для свободного доступа к оценочным критериям. Регистрация отклонений и привязка к возможным причинам. Описание последовательности действий для последующей диагностики систем смазки.
Подготовка к демонтажу двигателя
Обезжиривание и слив рабочих жидкостей. Маркировка и документирование электрических и топливных соединений перед снятием двигателя.
Демонтирование вспомогательных узлов
Фиксация состояния навесного оборудования выполняется перед демонтажем. Электропроводка маркируется. Разъемы отключаются с фиксацией положения. Система охлаждения обезвоживается через сливные пробки. Шланги демонтируются с использованием инструментов, исключающих деформацию. Воздействие на турбокомпрессоры исключается до снятия маслопроводов. Система впуска отсоединяется от корпуса дросселя; Ремни приводов и шкивы снимаются с фиксацией натяжения. Генератор и компрессор кондиционирования демонтируются с протоколированием показаний крепежа.
Фиксация маркировки и документация перед разборкой
Маркировка узлов и сборочных соединений производится для исключения ошибок при последующей сборке. Нанесение меток на корпус, фланцы и провода выполняется несмываемым маркером с указанием позиции. Фотофиксация каждой стадии демонтажа фиксируется в журнале работ. Пломбирование электрических разъемов и трубопроводов регистрируется протоколом. Номер блока, серийный индекс и показания километража вносятся в сопроводительную карту. Отмечаются примененные крепежные элементы, их состояние и момент затяжки. Инвентаризация снятых деталей проводится по каталогам. Контрольные измерения заносяться в отчёт.
Снятие и разборка двигателя
Снятие двигателя производится со снятием навесного оборудования. Разборка блока и головок выполняется по каталожным операциям.
Снятие двигателя с автомобиля
Подготовка автомобиля к демонтажу производится обеспечение подъема и фиксации кузова на подъемнике, снятие отрицательной клеммы аккумулятора и слив рабочих жидкостей. Отключение топливной магистрали, электрических разъемов и систем управления производится последовательным демонтажем для исключения повреждений. Снятие навесных агрегатов выполняется с маркировкой и упаковкой для дальнейшей установки. Освобождение двигателя от крепежа производится после выверки положения корзины сцепления и опор. Подъем агрегата производится через траверсу с расчетом центра тяжести.
Полная разборка блока цилиндров и головок
Демонтаж головок и разборка блока цилиндров выполняются в цехе на подставке с маркировкой комплектов деталей. Снятие навесного оборудования производится последовательно по технологической карте. Болтовые соединения откручены в порядке, исключающем деформацию. Головки установлены на чистую поверхность для визуальной дефектовки. Поршни извлечены с сохранением ориентации для идентификации износа. Шатуны отделены от коленвала и промаркированы. Масляные каналы промыты и заделены заглушками. Присутствие задиров зафиксировано протоколом.

Дефектовка и оценка износа
Визуальная дефектовка деталей выполнена. Измерения допусков сняты. Изношенные элементы перечислены с указанием величин и причин.
Визуальная и измерительная дефектовка деталей
Визуальный осмотр выполняется с целью выявления трещин, задиров, выкрашиваний, коррозии и следов перегрева на корпусных и подвижных элементах. Измерительная дефектовка проводится по контрольным размерам, допускам и геометрии. Применение калиброванных щупов, микрометров и индикаторов совместно с таблицами допусков. Замер биения и конусности осуществляется при посадке на оправку. Износ поверхности оценивается по остаточному припуску и шероховатости. Поверхностные дефекты фиксируются фотографированием и записью в карточку. Результаты сравниваются с техническими нормативами. Ремонтная граница и возможные методы ремонта указываются по каждой позиции.
Контроль состояния ГБЦ и клапанного механизма
Оценка седел клапанов производится визуально и измерительно с использованием микрометра и индикаторной линейки. Геометрия направляющих фиксируется измерениями внутреннего диаметра и радиальными люфтами. Герметичность камер сгорания проверяется методом пневматической продувки с манометром и масляной пробой. Состояние фасок и поверхности ГБЦ документируется фотоматериалом и протоколом измерений. Износ кулачков распределительного вала определяется путем измерения профиля и высоты выступания. Ход клапанов и состояние тарелок регистрируются при помощи щупов и индикаторных приборов, зазоры между коромыслами измеряются по технической карте. Результаты сведены в акт дефектовки.

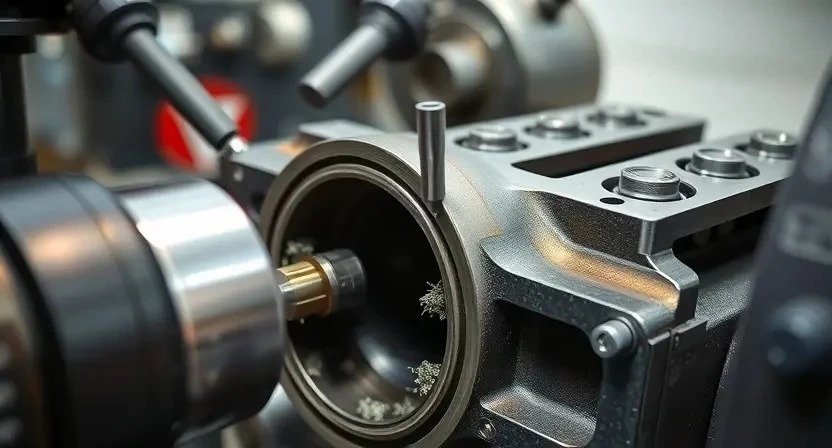
Механическая обработка и подготовка деталей
Шлифовка блоков и вала выполняется по замерам. Расточка цилиндров по допускам. Очистка деталей перед сборкой производится.
Шлифовка и расточка блоков
Подготовка блока производится к механической обработке после дефектовки. Замер биений основания и поверхности цилиндров осуществляется микрометром и индикатором. Применение центровочной оснастки для фиксации блока во время расточки выполняется на станках с ЧПУ. Снятие заусенцев и коррозионных отложений производится абразивными инструментами мелкой зернистости. Расточка цилиндров по repair-диаметру производится с контролем концентричности и параллельности. Окончательная шлифовка поверхности осуществляется кругами заданной зернистости при достижении шероховатости Rz, указанной в техкарте. Промывка масложных каналов и продувка маслом высокого давления выполняется перед сборкой.
Шлифовка и правка коленчатого вала
Выполнение шлифовки коленчатого вала производится по результатам дефектовки с опорой на заводские пределы износа и биения. Подготовка включает удаление коррозии и следов усталости металла, измерение диаметра шеек и контроль овальности. Правка выполняется на прессе или оправке с применением центровочного станка. Контроль радиального биения производится индикатором с фиксацией на планшайбе. Шейки подвергаются доводке до ремонтного размера с указанием допусков. Балансировка коленвала проводится после механической обработки. Резьбовые отверстия и посадочные места подвергаются восстановлению при необходимости. Документирование измерений и операций производится в приемном акте.
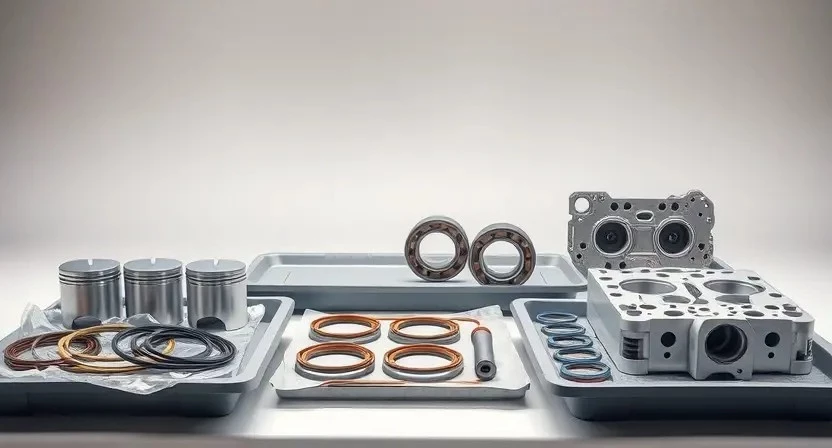
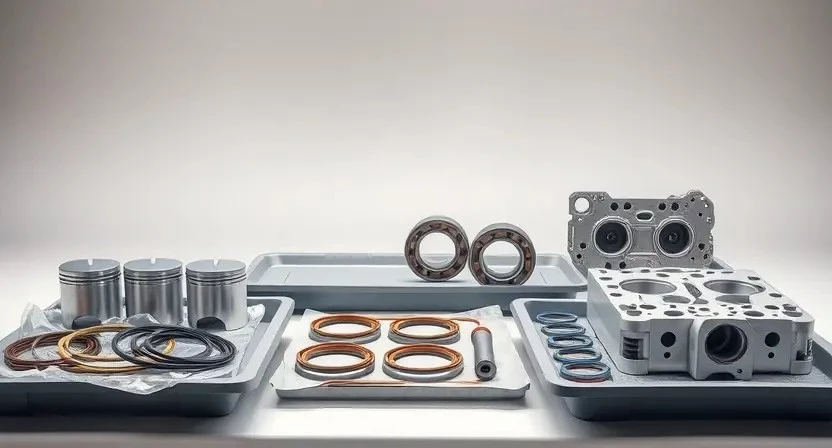
Подбор и замена комплектующих
Подбор деталей по номерам OEM. Замена поршней, колец, вкладышей производится по результатам дефектовки с фиксацией параметров.
Подбор поршней и колец
Проведение подбора поршней и колец выполняется на основании измерений цилиндрового блока и шатунно-поршневой группы. Измерения диаметров цилиндров, биений и овальности фиксируются точными инструментами. По результатам измерений определяется необходимый размер поршней и тип компрессионных и маслосъёмных колец. Подбор проводится с учётом заводских допусков и температурных зазоров. Измерение поршневого пальца и шейки шатуна производится для подтверждения совместимости. При выявлении износа поршней выполняется подбор ремонтного размера; при наличии деформаций кольца заменяются на новые по коду детали. Документация подбора заносится в отчёт с указанием серийных номеров заменённых деталей и использованных допусков.
Замена вкладышей и других изнашиваемых деталей
Выполнение замены вкладышей производится после дефектовки распределения износа и измерений биений. Подбор комплектующих по каталожным номерам и допускам проводится на основании снятых размеров вкладышей, шеек коленчатого вала и посадочных мест. Замена уплотнений и прокладок выполняется при сборке с контролем торцевых зазоров. Контрольный замер соосности и радиального зазора проводится до окончательной сборки. Изношенные болты крепления заменяются на новые с указанными момента-ми затяжки. Запись параметров производится в отчетную документацию.

Ремонт и обработка головки блока цилиндров
Проведение расточки седел клапанов. Шлифовка рабочей поверхности ГБЦ. Проверка герметичности камер с помощью опрессовки.
Расточка седел и при необходимости шлифовка поверхности
Объектом работ является головка блока цилиндров двигателя Ford Bronco 2.7 V6 EcoBoost 330 л.с. Визуальная оценка седел выполняется для выявления выработки, трещин и деформаций. Измерение геометрии посадочных мест проводится микрометром и калиброванными шаблонами. При обнаружении износа превышающего допустимые допуски производится расточка посадочных гнёзд под ремонтные втулки. Шлифовка плоскости головки проводится на координатно-шлифовальном оборудовании с контролем параллельности и шероховатости. После механической обработки проводятся контрольные пригонки седел к клапанам и проверка герметичности камер с применением испытательного стенда.
Сборка клапанного механизма и регулировка зазоров
Сборка выполнена по технологической карте производителя. Установка направляющих производится с контролем радиального биения. Направляющие подлежат замене при превышении допусков. Установка седел производится с применением измерительных шаблонов. Клапанные направляющие и седла собраны в соответствии с номерами цилиндров. Применение новой уплотнительной арматуры зафиксировано в накладной.
Регулировка зазоров производится по тепловым таблицам производителя. Замеры выполняются микрометрическими щупами; Значения зазоров протоколируются. Зазоры, выходящие за пределы, подлежат корректировке подбором шайб или заменой регулировочных деталей. Окончательная проверка проводится при статическом положении распредвала.
Сборка двигателя
Сборка блока цилиндров производится по калибрующим допускам. Установлены новые вкладыши, поршни и поршневые кольца.
Сборочные операции блока и шатунно-поршневой группы
Подготовка деталей к сборке производится после завершения механической обработки. Блок цилиндров очищен, промыт, высушен. Установление направляющих втулок и сальников проводится с применением приспособлений, исключающих деформацию. Шатунные вкладыши установлены по маркировке и осевым зазорам, измеренным микрометром. Поршни ориентированы по меткам и оснащены кольцами, установочными канавками направлены в соответствии с технологической картой. Шатуны собраны с поршнями посредством запрессовки пальцев с контролем усилия посадки. Момент затяжки болтов кривошипа достигнут путем применения динамометрического ключа по регламенту. Смазка скользящих пар нанесена точно дозированной порцией. Проверка радиального биения коленчатого вала произведена на измерительной стойке. Контроль осевого люфта коллектора выполняется щупом. Затяжка крышек коренных подшипников произведена по этапам с повторной поверкой момента после прогиба блока. Регистрация параметров сборки внесена в протокол с указанием используемых номеров деталей и примененных крутящих моментов.
Установка головок блока и навесных агрегатов
Подготовка поверхности блока и головок производится очисткой от загрязнений и старого уплотнительного материала. Применение неметаллических уплотнений допускается при соответствии заводским спецификациям. Уплотнительные прокладки располагаться в посадочных местах без перекосов. Болты крепления головок подлежать замене при наличии деформации или растянутого резьбового участка. Затяжка выполнятся по этапной схеме с применением динамометрического ключа. Моменты затяжки и угловые значения задаются по технической документации производителя. Контроль осевого положения распредвалов осуществляться до окончательной затяжки. Установка распределительного механизма производится с применением фиксирующих приспособлений. Навесные агрегаты монтироваться после завершения основных операций и подсоединения магистралей в соответствии с маркировкой. Проверка герметичности прокладок и соединений выполняться в стационарных условиях при давлении, указанном в регламенте.
Контрольные измерения и герметичность
Проверка компрессии и давления масла выполнена. Герметичность блоков и магистралей подтверждена методом вакуумного и гидравлического контроля.
Проверка компрессии и давления масла после сборки
Выполнение контрольных измерений компрессии и давления масла производится после окончательной сборки двигателя. Измерение компрессии проводится манометром через свечные отверстия при выключенной системе подачи топлива и отключенных форсунках. Результаты каждого цилиндра фиксируются и сравниваются с нормативными значениями производителя. Испытание давления масла выполняется манометром на рабочем режиме холостого хода и при повышенных оборотах. Данные записываются в акт. При расхождении с допусками выполняется дополнительная диагностика масляной системы и поршневой группы.
Проверка герметичности систем охлаждения и смазки
Определение источников утечек выполняется поэтапно. Визуальный осмотр магистралей охлаждения и маслопроводов выполняется при холодном и прогретом двигателе. Давление системы охлаждения нагнетается специализированным насосом до заводского рабочего значения для выявления микроподтеков. Давление масляной системы контролируется манометром, подключаемым к испытательному штуцеру; показания фиксируются при разных оборотах коленвала. Применение индикаторных красок и УФ-освещения допускается для локализации масляных пятен. Протокол испытаний оформляется с указанием мест утечек, величин давлений и условий испытаний. Рекомендация по герметизации и замене уплотнений указывается в протоколе с подбором оригинальных или сертифицированных запасных частей.
Обкатка и настройка двигателя
Обкатка проводится на стенде с контролем температур и давлений. Программная адаптация выполняется по протоколу производителя.
Программная адаптация и калибровка систем управления
Настройка ЭБУ двигателя выполняется после завершения механической сборки и первичной проверки. Выполнение обновления прошивки производится при наличии заводских исправлений и релиз-нот. Программная калибровка форсунок и турбин проводится посредством заводского диагностического интерфейса. Привязка датчиков положения и массового расхода воздуха выполняется через адаптационные процедуры. Активация форсированного холостого хода производится для стабилизации оборотов. Запись итоговых блоков параметров и журналов работ производится в сервисную карту.
Обкаточная процедура и контроль параметров в динамике
Обкаточная процедура направлена на обеспечение приработки деталей и подтверждение эксплуатационных параметров после капремонта. Выверенная последовательность стадий должна быть документирована. Первичная заводка осуществляется на стенде с постепенным увеличением нагрузки и оборотов. Параметры фиксируются логгером: давление масла, температуры охлаждающей жидкости и масла, частота вращения, коррекция обогащения, датчики давления наддува. Интервалы нагрузки назначаются малыми шагами по времени и нагрузке. Спонтанные отклонения регистрируются. Коррекция топливной карты и угла опережения выполняется через адаптацию ЭБУ. Запись протоколов обкатки прилагается к актам выполненных работ.
Финальная документация и передачи автомобиля
Составлен отчёт о выполненных работах. Внесены данные по деталям, замерам, калибровке. Передача оформлена документально.
Составление отчета о произведенных работах
Формирование документации по завершении работ над двигателем Ford Bronco 2.7 V6 EcoBoost 330 л.с. выполняется в виде структурированного отчета. Включение в отчет перечня выполненных операций: диагностика, измерение компрессии, измерение давления масла, снятие, разборка, дефектовка, механическая обработка, подбор и замена комплектующих, сборка, обкатка, программная адаптация. Фиксация исходных и конечных параметров в табличной форме. Указание примененных материалов и артикулов. Отчет снабжается фотографической документацией критических узлов и значений измерений. Отметка о поверке инструментов и калибровке приборов. Указание гарантийных условий по каждому замененному узлу. Подписи ответственных лиц и дата составления документа.
Гарантийные условия и инструкция по эксплуатации после ремонта
Гарантия предоставляется на выполненные операции и установленные запасные части при условии соблюдения регламента эксплуатации и обслуживания. Период гарантии указан в договоре и исчисляется с даты окончания работ. Ограничение ответственности распространяется на повреждения вследствие топлива низкого качества, агрессивной эксплуатации, вмешательств посторонних организаций. Отказ в гарантийном обслуживании возможен при выявлении следов несанкционированного монтажа, нарушений герметичности систем или отсутствия сервисной книжки с отметками.
Обкаточная процедура документируется отдельно. Режимы обкатки и рекомендованные интервалы замены масел и фильтров указаны в сопроводительной карте ремонта. Регистрация выполненных регулировок управления двигателем производится в электронном журнале. Сохранение чеков и актов выполнения работ считается обязательным для предъявления при гарантийном обращении.