

Предоставление услуги по ремонту двигателя GAZель NEXT 2.7 L дизель 109 л.с. (2013–н;в.). Описание объема работ и ожидаемых результатов фиксируется в акте.

Область применения услуги
Оказание комплексной технической помощи при восстановлении работоспособности двигателя GAZель NEXT 2.7 L дизель 109 л.с. (2013–н.в.). Применение услуги ограничено силовыми агрегатами указанной модели и годов выпуска.
Проведение диагностики, оценка состояния и инструментальные замеры применяются при выявлении сниженной мощности, повышенного расхода топлива, посторонних шумов и утечек. Измерение компрессии и давления масла включено в состав первоначальных работ. Демонтаж агрегата и разборка выполняются при подтверждённой необходимости ремонта, выявленной по результатам диагностики и измерений. Дефектовка проводится с фиксацией всех повреждений в протоколе. Шлифовка и расточка допускаются при превышении допустимых износов по паспорту детали. Замена поршней, колец и вкладышей производится при износе, трещинах, задире или деформации. Работы с головкой блока цилиндров включают шлифовку седел клапанов, торцовку плоскостей и замену направляющих при износе. Сборочные работы предусматривают контроль моментов затяжки и установку новых уплотнений. Обкатка и проверочные испытания проводятся в стендовых условиях с мониторингом рабочих параметров. Настройка систем топливоподачи и маслоснабжения осуществляется после сборки для восстановления рабочих величин. Документирование работ оформляется актом выполненных работ и протоколом замеров.

Характеристики двигателя
Тип двигателя: дизельный рядный. Рабочий объем: 2.7 л. Мощность: 109 л.с. Обороты холостого хода и предельная нагрузка указываются производителем.
Технические параметры
Рабочий объем двигателя 2.7 л. Мощность 109 л.с. при спецификации завода-изготовителя. Конфигурация цилиндров рядная, количество цилиндров 4. Привод газораспределительного механизма ременной. Степень сжатия указывается в технической документации на конкретную модификацию. Натяжение ремня рекомендуется контролировать при обслуживании. Ход поршня и диаметр цилиндра соответствуют заводским допускам. Вместимость масляной системы определяется объемом поддона и фильтрующего элемента.
Система впрыска ‒ дизельная, тип ТНВД и форсунок указывается в паспорте. Охлаждение ─ жидкостное с термостатом и радиатором, рабочая температура контролируется датчиком. Рабочие обороты холостого хода и максимальные обороты фиксируются в документации на двигатель. Момент затяжки крепежа головки блока приводится по справочным таблицам производителя.
Подготовка к диагностике
Подготовка включает очистку зоны доступа, установка стенда или подъемника, подключение диагностического оборудования, фиксацию двигателя в рабочем положении для измерений.
Инструмент и оборудование
Перечень применяемого инструмента для выполнения работ по двигателю GAZель NEXT 2.7 L дизель 109 л.с. в документе фиксируется. Оборудование для диагностики включает сканер протоколов CAN и адаптеры, позволяющие считывать коды неисправностей и мониторить параметры в реальном времени. Для измерения компрессии предусмотрен набор манометров с адаптерами под свечные и форсуночные отверстия. Замеры давления масла выполняются с помощью манометра высокого давления с переходниками. Для снятия и разборки обеспечивается грузоподъемное устройство с грузоподъемностью, соответствующей массе агрегата. Фиксация агрегата производится на сборочной тележке с возможностью поворота и блокировкой положения. Набор специализированного ручного инструмента включает динамометрические ключи с градацией моментов затяжки по регламенту, наборы воротков и головок, съемники подшипников и направляющих, съемник шкива коленвала, оправки для установки вкладышей. Для дефектовки задействуется микрометрический инструмент: микрометры, нутромеры, индикаторы часового типа, планшайбы. Для шлифовки и расточки используются станки горизонтальные и вертикальные с цифровыми индикаторами и системой охлаждения. Для контроля геометрии применяются плоскопараллельные щупы, лазерные нивелиры и профилометры. Для зачистки и подготовки деталей применяются щеточные машины, ультразвуковая ванна для промывки и сушильный шкаф. Для сборочных операций предусмотрены комплекты уплотнений, стяжные болты и приспособления для фиксации валов. Хранение и маркировка демонтированных узлов выполняются с применением контейнеров с разделителями и бумажными бирками для обеспечения прослеживаемости. Документирование проверок и калибровок оборудования вносится в журнал с датами поверок и результатами измерений.
Процедура диагностики
Проведение последовательной диагностики: считывание кодов, оценка параметров работы, измерение давления и компрессии, документирование выявленных дефектов.
Электронная диагностика и считывание кодов
Подключение диагностического адаптера к OBD-разъему. Идентификация ECU выполняется по ответам контроллера. Считывание сохраненных и активных кодов неисправностей производится через специализированное ПО.
Состояние коммуникации шины CAN фиксируется параметрами скорости передачи и уровней сигналов. Регистры ошибок трактуются по протоколу, расшифровка кодов выполняется по справочной таблице производителя. Снятые коды сопровождаются временными метками и условиями возникновения.
Запрос параметров в реальном времени производится с частотой, соответствующей диапазону измерений датчиков. Логирование потоковых значений осуществляется для последующего анализа. Диагностические параметры включают: температуру охлаждающей жидкости, давление топлива, угол опережения впрыска, давление наддува, скорость вращения коленвала, давление масла, положения фаз газораспределения.
Формирование отчета производится в виде таблицы с кодами, описаниями, вероятными причинами и рекомендованными следующими операциями по углубленной проверке.
Оценка состояния двигателя
Визуальный осмотр выполняется. Фиксация дефектов и утечек. Замеры компрессии и давления масла отражаются в протоколе. Решение о ремонте выносится на основе данных.
Визуальная инспекция узлов
Осмотр внешних поверхностей двигателя производится на предмет механических повреждений, утечек рабочего флюида, коррозионных очагов и нарушений крепежа. Контроль поверхности впускного коллектора и выпускного тракта выполняется для выявления трещин и разрушения прокладочных соединений. Оценка состояния сальников и уплотнений выполняется с фиксацией мест текучести и оценки степени износа. Проверка натяжения ремней и состояния шкивов производится с измерением прогиба и осевого биения. Состояние электропроводки и разъемов документируется, зафиксированы следы плавления и окисления контактов. Диагностика крепежных элементов включает визуальное сравнение маркировки и контроль моментной посадки. Осмотр масляного поддона и фильтра выявляет наличие механических частиц и следов перегрева. Результаты оформляются в протоколе с привязкой к фотографиям и указанием места обнаружения дефекта.
Измерение компрессии
Измерение компрессии производится с использованием манометра. Запуски мотора исключаются. Результаты фиксируются по цилиндрам в протоколе с допусками.
Последовательность измерений и интерпретация
Подготовка к измерению компрессии включает достижение рабочей температуры и отключение системы подачи топлива. Демонстрация исправности свечей накаливания или топливных форсунок исключается из процедуры. Подключение манометра производится к свечному отверстию цилиндра; Крутящий момент стартера фиксируется длительностью прокрутки. Серия замеров состоит из трех последовательных циклов с интервалом для снятия теплового влияния. Фиксация показаний в протоколе производится с привязкой к номеру цилиндра. Сравнение значений производится по абсолютным и относительным критериям: различие между цилиндрами и соответствие паспортным значениям. Интерпретация ориентирована на выявление износа поршневой группы, утечек в клапанном механизме, проблем с ГБЦ или неплотностей в уплотнениях. Рекомендация по дальнейшим действиям выносится на основании стабильности показаний и выявленных отклонений от рабочей нормы.
Измерение давления масла
Измерение давления масла производится с подключением манометра к масляному каналу. Замеры выполняются при холодном и рабочем режимах, результаты фиксируются в протоколе.
Пункты замера и критерии оценки
Измерение давления масла производится на холодном и прогретом двигателе с использованием манометра класса точности не ниже 1,6. Фиксация значения у масляного фильтра и на линии подачи к коренному подшипнику. Отклонение от паспортного значения свыше 15% считается критерием для дальнейших исследований.
Измерение компрессии выполняется при отключенном питании и выведенных форсунках. Фиксация показаний по каждому цилиндру. Разница между цилиндрами свыше 10% считается признаком дефекта. Абсолютные значения ниже 20 бар требуют дефектовки ГБЦ и поршневой.
Измерение давления масла при холостом ходу и на повышенных оборотах. Сравнение с эталонными графиками. Регистрация результатов в бланке замеров. Отклонение выше указанных лимитов подлежит документированию и включению в акт.
Решение о демонтаже двигателя
Оценка диагностики выполнена. Демонтаж назначаеться при компрессии ниже регламента, давлении масла вне допусков или при выявлении конструктивных повреждений блока.
Критерии для продолжения разборки
Фиксация результатов диагностики и документирование выявленных отклонений. Регистрация кодов ошибок и запись параметров двигателя в эксплуатационных единицах. Установление несоответствий по компрессии цилиндров с указанием числовых значений и сравнение с заводскими допусками. Фиксация значений давления масла при разных режимах и сопоставление с нормативами. Оценка течей рабочих жидкостей с указанием мест и характера повреждений. Выделение деталей с износом, превышающим допустимые пределы, с указанием измеренных величин.
Принятие решения о демонтаже производится при наличии хотя бы одного из условий: компрессия ниже нормативов в двух и более цилиндрах; давление масла ниже эксплуатационного минимума на холостых оборотах; наличие механических повреждений коленвала или блока с деформацией; износ вкладышей с превышением предела восстановления; обнаружение задиров на цилиндрах, требующих расточки. Документация формирования дефектовки составляется перед разборкой.
Снятие двигателя
Подготовка места проведения работ. Слив жидкостей выполнен. Электропроводка и системы отсоединены. Крепления маркированы. Подъем производится специализированным краном.
Фиксация, маркировка и упаковка узлов
Фиксация снятых узлов производится на специально подготовленных стойках и подложках с соблюдением расположения относительно продольной оси двигателя. Маркировка каждой детали выполняется с указанием позиции в сборке и источника демонтажа. Присутствие штрихкода или уникального идентификатора допускается для интеграции в систему учёта. Упаковка малых элементов выполняется в индивидуальные мешочки с влагопоглотителем. Крупные узлы размещаются на паллетах с фиксацией ремнями и защитной пленкой. Для поршневой группы используются разделители и мягкие прокладки между рабочими поверхностями. Контейнеры для головки блока снабжаются амортизирующими вкладышами. Документация по комплектам прикладывается в водонепроницаемом конверте, на конверте проставляется перечень содержимого и дата упаковки. Состояние упаковки фиксируется фотографированием с указанием серийных номеров. Хранение помеченных узлов допускается в закрытом помещении с контролируемой влажностью и температурой.
Разборка агрегата
Разборка выполняется по этапам. Демонтаж навесного оборудования производится первым. Блок цилиндров подвергается последовательной разборке с маркировкой деталей.
Последовательность операций разборки
Обеспечение рабочего места. Очистка поверхности агрегата от загрязнений и остатков эксплуатационных жидкостей. Слив масла и охлаждающей жидкости в подготовленную тару. Демонтаж навесных механизмов выполняется по каталожной последовательности. Отсоединение проводки и магистралей производится с маркировкой соединений. Снятие агрегатных узлов осуществляется с фиксацией положения и ориентации. Фиксация маховика и демпфера требуется перед ослаблением крепежа картера. Снятие головки блока производится после снятия распределительного механизма и натяжителей. Снятие поршневой группы производится построчно с маркировкой цилиндров. Разборка кривошипно-шатунного механизма проводится с контролем биения и посадочных мест. Упаковка снятых деталей осуществляется в индивидуальную тару с маркировочными ярлыками. Документирование каждого этапа производится в журнале работ и акте приемки узлов.

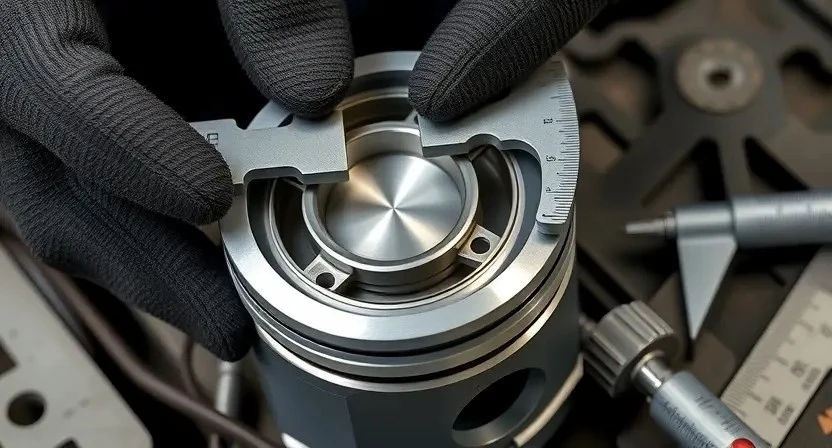
Дефектовка деталей
Дефектовка выполняется по регламенту: измерение износа, проверка трещин, оценка допусков, фиксация результатов в протоколе и маркировка деталей для ремонта.
Протокол дефектовки и документация
Формирование протокола дефектовки производится по результатам разборки и измерений. В протоколе указываются обозначения деталей по каталогу, выявленные дефекты с указанием местоположения и типа повреждения, измеренные величины износа и соответствие допускам производителя. Включение фотографий дефектов и результатов измерений в протокол выполняется с присвоением уникальных идентификаторов файлов. Описываются принятые решения по восстановлению или замене узлов с указанием применённых размеров ремонтных комплектов. В протоколе фиксируються использованные методики контроля, применяемые приборы с указанием серийных номеров и калибровочных данных.
Составление акта выполненных работ производится по завершении дефектовки. Акт включает перечень выполненных операций, перечень установленных деталей с указанием номеров партий, фактические параметры после ремонта и гарантии на выполненные работы. Документы передаются в архив с цифровым копированием и регистрацией в базе данных с указанием даты и ответственного подразделения.

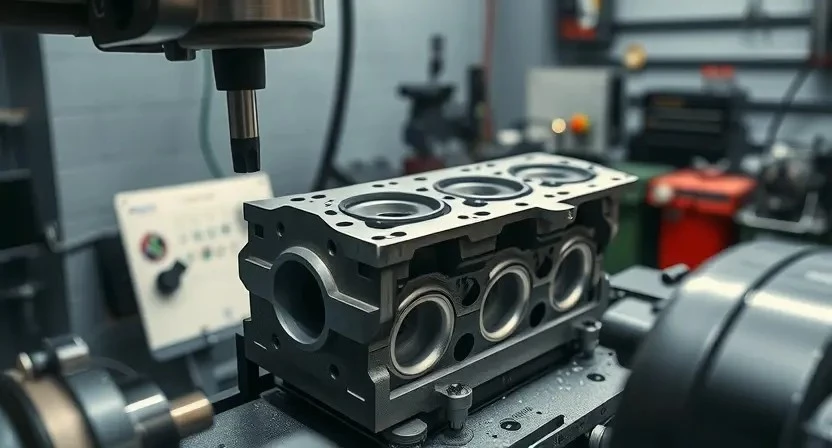
Шлифовка и расточка деталей
Выполнение шлифовки коленвала и расточки блока цилиндров. Контроль допусков по поверхности. Фиксация размеров в протоколе обработки деталей.
Параметры шлифовки и допустимые отклонения
Определение параметров шлифовки цилиндров и коленвала производится на основании заводских допусков и замеров после дефектовки. Контроль чистоты поверхности производится перед обработкой. Шероховатость цилиндров допускается в пределах Ra 0,3–0,8 мкм в зависимости от типа поршневого комплекта. Отклонение круглости цилиндра не должно превышать 0,03 мм. Конусность разрешена до 0,04 мм на рабочую длину. Допуск на посадочные диаметры вкладышей коленвала установлен в соответствии с таблицей допусков: ремонтный размер +0,25 мм, при посадке стандартный зазор 0,02–0,04 мм. Минимальный диаметр поршня после расточки соответствует ремонтному размеру, превышение не допускается. Допуск на биение шейки коленвала после шлифовки не должен превышать 0,01 мм. Глубина смещения материала при шлифовке головки блока цилиндров ограничена 0,5 мм, при превышении – выполнение проточки. Контроль размеров производится измерительными инструментами с калибровкой. Протокол обработки содержит исходные замеры и итоговые значения, указанные с точностью до 0,01 мм.
Замена поршней, колец и вкладышей
Замена поршней, колец и вкладышей производится по результатам дефектовки. Подбор деталей осуществляется по каталожным параметрам. Контроль посадок и зазоров выполняется измерениями.
Выбор и проверка комплектующих
Определение перечня запчастей на основе результатов дефектовки; Составление ведомости с кодами деталей, допусками и материалами. Подбор поршней с допуском по диаметру цилиндра, подбор колец по канавкам и рабочим зазорам, подбор вкладышей с указанием класса износа, подбор направляющих и седел клапанов по износу и геометрии. Указание совместимости деталей с серийным номером двигателя и годом выпуска. Контроль соответствия оригинальным параметрам по чертежам завода-изготовителя.
Визуальная оценка поверхности деталей производится при приемке комплектующих. Замеры геометрии проводятся штангенциркулем и микрометром с указанием предельных отклонений. Поверхностная чистота деталей фиксируется по классу шероховатости. При выявлении несоответствий производится оформление рекламационного акта и возврат поставщику. Сертификация комплектующих подтверждается приложенными сертификатами соответствия и гарантийными документами.
Работы с головкой блока цилиндров
Демонтаж головки. Разборка клапанного механизма. Шлифовка посадочных мест. Замена направляющих и направляющих втулок. Проверка герметичности выполнена.
Ремонт, шлифовка клапанов и замена направляющих
Демонтаж клапанной крышки производится с маркировкой компонентов и фиксацией положения шарниров привода. Снятие клапанов и тарелок выполняется последовательным извлечением с регистрацией износа каждого элемента. Замер направляющих осуществляется микрометрическим инструментом; допуск по внутреннему диаметру соответствует заводским спецификациям. Шлифовка седел производится станочным методом при использовании притирочных паст с контролем конуса посадки. Испытание уплотнения клапанов производится методом герметичности с подачей давления в камеру сжатия. Замена направляющих осуществляется при превышении люфта свыше установленных значений или при обнаружении задиров. Новые направляющие запрессовываются со смещением, обеспечивающим требуемый натяг; Контроль вертикальности посадки производится индикатором часового типа. Завершающая сборка производится с применением новых клапанных направляющих и уплотнений; зазоры клапанов устанавливаются по тепловым таблицам производителя. Запись результатов фиксации параметров и примененных деталей в протокол обязательна.

Сборка двигателя
Сборка проводится на чистой площадке. Установление вкладышей и поршней выполняется по маркировке. Контроль моментов затяжки выполняется динамометром.
Контроль моментов затяжки и допустимые зазоры
Контроль моментов затяжки производится по этапам: начальная затяжка болтов крепления коленчатого вала выполняется с моментом, указанным в паспорте; окончательная затяжка проводится с указанием углового момента. Моменты подшипников коренных и шатунных крышек фиксируются в протоколе. Контроль зазоров коленвала выполняется щупом с фиксацией в журнале измерений. Зазоры в направляющих клапанов фиксируются через измерение люфта стержней; предельные значения указаны в технической документации. Затягивание производится в порядке, обеспечивающем равномерное распределение усилий. Запись результатов обязательна.
Обкатка и проверочные испытания
Программа обкатки двигателя составляется по режимам нагрузок и оборотов. Испытания проводятся с контролем давления масла, температуры и утечек.
Программа обкатки и мониторинг параметров
Обкатка двигателя проводится по этапной программе с контролем рабочих параметров. Первичный прогон на холостых оборотах продолжается не менее 20 минут для стабилизации температурного режима. Нагрузочные циклы выполняются в диапазоне 50-75% мощности с интервалами по времени и по пробегу. Интервалы между нагрузками устанавливаются для прогрева до рабочей температуры и для остывания до заданного уровня. Мониторинг включает измерения давления масла, температуры охлаждающей жидкости, оборотов коленвала и расхода топлива. Запись параметров производится через диагностический интерфейс и журналируется. Контроль компрессии проводится после окончательной обкатки для фиксации изменений. Ремонтные операции считаются завершёнными при отсутствии отклонений параметров от технических пределов и при соответствии данных журнала нормативам производителя.
Настройка и регулировка систем
Настройка топливной и масляной систем производится по эталонным значениям. Регулировка ТНВД, фаз, давления топлива и холостого хода фиксируется в протоколе.
Настройка топливной и масляной систем
Определение исходных параметров производится до выполнения регулировок. Замеры давления топлива и давления масла фиксируются в протоколе с указанием температуры моторного масла и числа оборотов холостого хода. Регулировка топливной аппаратуры выполняется путем установки давления подачи и давления обратки в пределах заводских допусков. Подстраивание момента впрыска осуществляется через коррекцию управляющих сигналов ЭБУ при наличии соответствующего оборудования. В масляной системе регулировка давления осуществляется путем замены или регулирования редукционного клапана, при этом контроль ведется манометром с классом точности не ниже 1,5. Фильтрующие элементы подлежат обязательной замене при снижении пропускной способности. Проверка герметичности топливной магистрали и масляных контуров проводится методом опрессовки и визуальной инспекции соединений. Заполнение систем производится чистым маслом и топливом по спецификации двигателя. Результаты регулировки вносятся в акт с указанием измеренных значений и допусков.
Документация и гарантийные обязательства
Выдача акта выполненных работ. Гарантия на детали и работы указывается в акте. Регистрация рекламации производится по документам и протоколам измерений.
Составление акта выполненных работ и сроки гарантии
Составление акта выполненных работ производится по окончании ремонта двигателя GAZель NEXT 2.7 L дизель 109 л.с. (2013–н.в.). В акт вносится перечень выполненных операций: диагностика, оценка состояния, измерение компрессии, измерение давления масла, снятие, разборка, дефектовка, шлифовка, расточка, замена поршней, вкладышей, колец, головки блока цилиндров, обкатка, настройка. Указывается примененная номенклатура деталей и материалов с заводскими артикулами и единицами измерения. Фиксация измерительных данных производится в табличной форме с указанием допусков и отклонений от регламентных значений. Протокол дефектовки прилагается к акту. Указываеться дата окончания работ и срок гарантии на выполненные операции и на установленные комплектующие. Гарантийный срок указывается в месяцах или километрах пробега с указанием условий утраты гарантии при нарушении регламентов обкатки и эксплуатации. Подписи ответственных лиц и печать предприятия проставляются в финальной части акта для придания юридической силы документу.