

Описан объем услуг по ремонту двигателя Ginetta G40 2.0 L Ford 136 л.с. (2010–н.в.). Перечислены диагностика, измерения и восстановительные операции.
Назначение документа
Определена цель оформления технической инструкции по выполнению полного комплекса работ с двигателем Ginetta G40 2.0 L Ford 136 л.с. (2010–н.в;). Документ предназначен для фиксации последовательности диагностических операций, измерений и восстановительных процедур, включая оценку состояния, измерение компрессии и давления масла, демонтаж, разборку, дефектовку, обработку цилиндров, подбор и замену поршней, вкладышей и колец, ремонт головки блока и заключительную обкатку с настройкой. Обозначена необходимость применения калиброванных инструментов и средств контроля. Стандартизирована форма отчётности по результатам работ. Правила маркировки узлов и ведения карт ремонта включены в содержание.
Область применения
Применение услуг ограничено двигателем Ginetta G40 2.0 L Ford 136 л.с. (2010–н.в.). Оказание диагностических и восстановительных операций в сервисе.
Модель и период выпуска двигателя
Указан двигатель 2.0 L Ford 136 л.с., устанавливаемый на Ginetta G40 с 2010 года по настоящее время. Идентификация проводится по номеру двигателя и маркировке на блоке. Серийные варианты включают модификации с инжекторной системой питания и отличающимися кривошипно-шатунными узлами. Применение запасных частей согласуется с заводскими спецификациями Ford для данного объема и мощности. Ведется каталог совместимых компонентов по коду двигателя. Версии двигателя с отличиями по фазировке ГРМ и системам вентиляции картера учитываются при составлении работ. История изменений заводских чертежей и сервисных бюллетеней хранится в документации.

Технические характеристики двигателя
Представлены основные параметры: рабочий объем 1999 см3, мощность 136 л.с., конфигурация рядная, система питания инжектор, степень сжатия указана в паспорте.
Основные параметры 2.0 L Ford 136 л.с.
Приведены эксплуатационные и конструктивные характеристики двигателя 2.0 L Ford 136 л.с., применяемого в Ginetta G40 2010–н.в. Объем двигателя указан 1999 см3. Максимальная мощность равна 136 л.с. при частоте вращения, указанной в паспорте двигателя. Максимальный крутящий момент соответствует заводским данным. Конфигурация цилиндров расположение рядное. Количество клапанов на цилиндр определено технической документацией. Степень сжатия сообщена в спецификации. Диаметр цилиндра и ход поршня зафиксированы в чертежах. Массовые параметры блока и головки соответствуют нормативам производителя. Рабочие жидкости совместимы с допусками Ford. Стандарты резьбы и посадочных мест указаны в сервисном каталоге.
Безопасность работ
Использование средств защиты и вентиляции. Изоляция аккумулятора. Отключение системы зажигания. Удержание двигателя в опоре при подъёме.
Меры предосторожности при обслуживании двигателя
Обслуживание двигателя Ginetta G40 2.0 L Ford 136 л.с. должно выполняться с соблюдением правил безопасности оборудования. Отсоединение электропитания двигателя производится перед выполнением демонтажных операций. Слив топливной системы и изоляция магистралей выполняются до выполнения разборки. Применение огнестойких материалов и удаление источников воспламенения организуются в рабочей зоне. Работа с отработанными маслами и охлаждающей жидкостью проводится с использованием герметичной посуды для предотвращения загрязнения. Подъем двигателя осуществляется с применением сертифицированных стропов и подъемного оборудования. Фиксация двигателя на опорах производится для исключения смещения при демонтаже. Защитные кожухи и кожаные перчатки применяются при операциях с острыми кромками. Контроль состояния инструментов и калибровки приборов осуществляется перед измерениями. Проведение операций на работающем двигателе исключается, за исключением специализированных диагностических процедур, выполняемых с использованием дистанционного оборудования и средств охлаждения.
Инструмент и оборудование
Перечисление инструментов для ремонта: стенд для диагностики, компрессометр, манометр масла, подъемник, набор динамометрических ключей, расточный станок.
Необходимый набор для диагностики и ремонта
Перечень оборудования и инструментов, ориентированный на выполнение полного цикла работ по двигателю Ginetta G40 2.0 L Ford 136 л.с. (2010–н.в.). Спектр включает измерительные приборы, подъемное и слесарное оборудование, специализированные стенды.
Для измерения компрессии предусмотрен манометр с адаптерами для свечных отверстий и набор переходников. Для контроля давления масла предусмотрен манометр с высокоточным датчиком и шлангами. Для демонтажа и сборки предусмотрены механические подъемники, домкраты и траверсы. Для разборки предусмотрен набор ключей, головок и динамометрический ключ с шкалой моментов. Для дефектовки предусмотрены микрометр, нутромер, индикатор часового типа и специальные оправки. Для обработки цилиндров предусмотрены расточно-шлифовальная стойка, комплект абразивных кругов и балансировочный стенд. Для ГБЦ предусмотрены фрезерный и шлифовальный инструменты. Для замены вкладышей и поршней предусмотрены оправки и пресс. Для контроля компоновки предусмотрен набор маркировочных средств и штангенциркуль. Дополнительно поставляются расходные материалы и спецсмазки, уплотнители и комплект прокладок.

Подготовка автомобиля к диагностике
Отключение аккумулятора. Слив топлива при необходимости. Снятие декоративных крышек. Обеспечение доступа к датчикам и точкам замера.
Подготовительные операции перед измерениями
Демонстрация состояния производится визуальным осмотром узлов моторного отсека. Отключение источника питания выполняется для исключения случайной подачи тока. Снятие декоративных крышек и воздухозаборника производится для обеспечения доступа к свечным колодцам и масляной магистрали. Заполнение контрольных ёмкостей свежим моторным маслом и очистка масляного щупа выполняются перед измерением давления. Прогрев двигателя до рабочей температуры производится для обеспечения стабильных показателей. Фиксация положения коленчатого вала и установка на метки привода ГРМ производится при подготовке к снятию свечей. Подключение манометров и компрессометра осуществляется через штатные отверстия через свечные каналы или масляные штуцера; соединения герметизируются. Ведение протокола измерений предусмотрено для последующего анализа.
Диагностика общего состояния двигателя
Осмотр внешних узлов, фиксация утечек, прослушивание посторонних шумов. Оценка герметичности систем и состояния навесного оборудования.
Методы определения признаков износа и повреждений
Визуальный осмотр осуществлен для выявления трещин, коррозии, задиров и следов перегрева на наружных поверхностях блока, головки и навесных деталях. Контроль размеров произведён микрометром и штангенциркулем по сечению цилиндров, по шеям коленвала и по шатунам. Измерение компрессии выполнено специальным манометром в каждом цилиндре. Оценка давления масла проведена масляным манометром на разных режимах холостого хода и повышенных оборотах. Диагностика газов в системе охлаждения произведена газоанализатором. Наличие металлической стружки зафиксировано при магнитном фильтре и в масле. Измерение люфтов клапанов и шатунных соединений произведено щупами. Степень износа поршней и канавок колец зафиксирована при микроскопическом контроле поверхности.
Измерение компрессии
Выполнение измерений компрессии цилиндров производится манометрическим методом. Значения фиксируются по цилиндрам; расхождения сводятся к протоколу.
Процедура проведения измерений и нормы
Подготовка к измерению компрессии предусматривает прогрев двигателя до рабочей температуры, отключение системы зажигания и питания топлива, удаление свечей. Для измерения компрессии использовать манометр с переходниками, запустить стартер до установившегося показания. Нормативное значение компрессии для двигателя 2.0 L Ford 136 л.с. указано как 10,5–13,5 бар при температуре 80–90 °C; расхождение между цилиндрами не более 1,0 бар. При измерении давления масла применять манометр на масляной магистрали; рабочее давление на холостом ходу 0,8–1,2 бар, при 3000 об/мин 2,5–4,0 бар. Фиксация результатов производится в протоколе с указанием цилиндра, значения и температуры.
Измерение давления масла
Подключение манометра к масляной магистрали. Измерение при холостом ходе и при 3000 об/мин. Сравнение с заводскими значениями. Фиксация результатов.
Последовательность измерений и допустимые значения
Подготовка к измерению давления масла предусматривает прогрев двигателя до рабочей температуры и отключение нагрузки на электрическую сеть. Подключение манометра производится к распрессовочному порту масляной магистрали или к месту установки датчика давления. Запись показаний осуществляется при заводском режиме холостого хода и при повышенных оборотах 3000 об/мин. Нормативы: давление масла на холостом ходу от 0,8 до 1,5 бар; при 3000 об/мин не менее 2,5 бар. Допустимое падение давления между цилиндрами не нормируется. Регистрация аномалий давления выполняется с фиксацией температуры и частоты вращения.
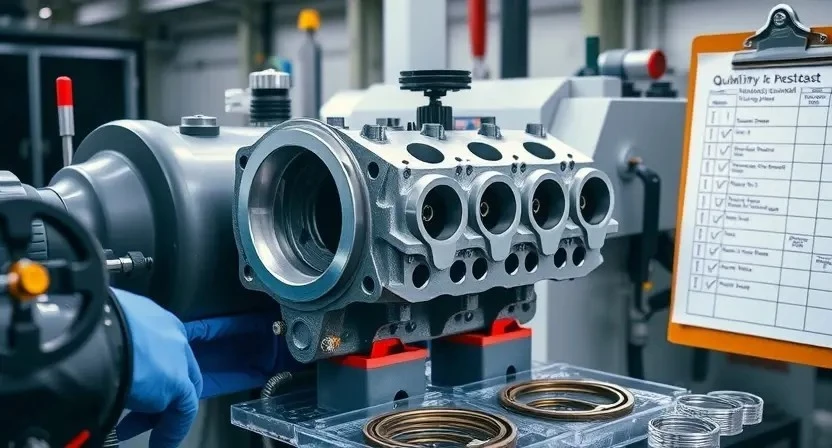
Оценка результатов диагностики
Результаты диагностики оформлены в отчёт. Отклонения по компрессии и давлению масла зафиксированы. Решение о демонтаже вынесено на основании данных.
Критерии для принятия решения о демонтаже
Оценка вынесена на основании измерений компрессии и давления масла. Демонтаж назначается при расхождении показателей с нормативами двигателя более чем на 20% по компрессии или при давлении масла ниже минимального значения рабочего диапазона при холостых оборотах.
Признаки механического повреждения фиксируются визуально: глубокие риски на цилиндрах, трещины в блоке или ГБЦ, выработка опор коленвала за пределами технических допусков. Присутствие металлической стружки в фильтре масляной системы считается критерием для демонтажа.
Появление посторонних шумов, сопровождаемых падением мощности, подтверждается данными диагностики вибраций и акустики. Демонтаж рекомендуется, если совместимость измерений компрессии, давления и контроля геометрии превышает установленные пределы износа, при наличии коррозионных повреждений, неустранимых методом локального ремонта.
Снятие двигателя
Демонтаж двигателя производится поэтапно. Слив жидкостей, отсоединение магистралей, маркировка электропроводки, закрепление на грузоподъёмнике, снятие с опор.
Этапы демонтажа и маркировка узлов
Определение последовательности снятия производится на основе схемы монтажа и привязки креплений. Слив эксплуатационных жидкостей выполняется при подготовке рабочей зоны. Электрические разъемы и трубопроводы отключаются по систематизированному перечню. Снятие навесных агрегатов производится с сохранением ориентации крепежа. Узлы условно маркируются с указанием положения и номера болта. Маркировка наносится устойчивым маркером на корпус и на детали крепежа. Сохранение соответствия меток обеспечивается фотографической фиксацией. Демонтированные элементы упаковываются по картотеке с указанием типа, серии и износа. Учётная ведомость заполняется с указанием номера двигателя и даты.
Разборка двигателя
Разборка проводилась по этапам: очистка, маркировка, демонтаж навесных узлов. Блок цилиндров разобран до доступа к коленвалу и шатунам; детали промыты.
Последовательность разборочных операций и контрольные точки
Демонтаж двигателя производится согласно маркировке и фотографическому сопровождению. Снятие навесных агрегатов выполняется по очередности: система впуска, система выпуска, генератор, стартер, ТНВД при наличии. Отмечается состояние крепежа и фланцевых уплотнений.
Снятие головки блока производится при зафиксированном положении ВМТ первого цилиндра. Метки распределительного и коленчатого валов сохраняются. Прокладка головки маркируется для исключения путаницы.
Блок цилиндров освобождается от крышек коренных подшипников. Коленчатый вал извлекается с контролем биения. Шатуны демонтируются с пометкой шатун-поршень. Поршни вынимаются с указанием ориентации.
Дефектовка поверхностей производится с измерением износа цилиндров, биения коленвала, зазора вкладышей. Результаты фиксируются в проверочном листе.
Маркировка деталей и упаковка для транспортировки выполняется в соответствии с протоколом. Хранение съемных узлов производится на ровной поверхности в контейнерах с разделителями.

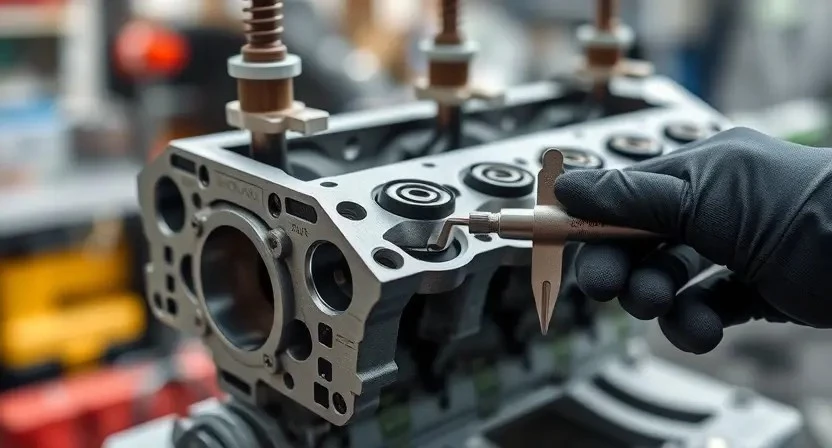
Дефектовка деталей
Осмотр деталей выполнен по контролю геометрии, износа и дефектов. Замеры поверхностей, проверка биения и трещин, документирование результатов измерений.
Методы выявления дефектов блоков, коленвала, шатунов и поршней
Визуальный осмотр поверхностей выполняется при освещении направленным лучом с целью обнаружения трещин, выкрашиваний и коррозионных поражений. Контроль геометрии производится измерением микрометром и индикатором часового типа для выявления износа и биения. Магнитопорошковое исследование применяется для обнаружения поверхностных и близкорасположенных трещин в чугуне и стали. Ультразвуковое сканирование применяется для выявления внутренних дефектов и межкристаллитных трещин. Контроль твердости проводится для оценки отпуска и перегрева металла. Притирка седел и проверка уплотнительных поверхностей отображают герметичность сопряжений. Балансирование коленвала оценивается статическим и динамическим методом. Испытание на упругие напряжения производится по результатам измерений деформаций. Пробная сборка с контролем зазоров применяется для подтверждения пригодности восстановленных деталей.
Шлифовка и расточка цилиндров
Определение износа по замерам. Шлифовка гильз производиться с контролем конусности. Расточка выполняться по размерной группе с протоколированием работ.
Технология шлифовки гильз и расточки цилиндров
Подготовка блока к обработке включает обезжиривание и удаление старых уплотнений. Контроль биения плоскости блока и центрального отверстия производится измерительным инструментом. Фиксация блока на приспособлении обеспечивает соосность. Центрирование гильз осуществляется по опорным поверхностям. Шлифование гильз производится специальным абразивным инструментом с поэтапной подачей для предотвращения перегрева. Расточка цилиндров проводится с применением станка с числовым программным управлением для обеспечения заданного диаметра и конуса. Контроль диаметра и круглости выполняется микрометром и индикатором. Очистка маслогалереи и смазка перед сборкой обязательны. Испытательная проверка после обработки проводится измерением компрессии и визуальной оценкой поверхности гильз.
Восстановление и замена поршней
Описание операции: подбор поршней по посадочным размерам. Контроль зазорных величин. Установка с контролем стыков. Замер диаметров и допусков.
Подбор поршней и контроль за зазором
Подбор поршней выполняется по результатам расточки цилиндров и по допускам производителя двигателя. Поршни подбираются по диаметру гильз с шагом 0,01 мм. Калибровка производится до установки колец. Замена комплектов поршней осуществляется при выявлении износа выше допустимых пределов или при обнаружении деформации.
Измерение зазора между поршнем и цилиндром производится микрометром и индикатором с точностью до 0,01 мм. Контроль радиального зазора выполняется в трех точках по высоте гильзы. Фиксация результатов в документе обязательна.
Зафиксировать соответствие стандартным значениям. Отклонения свыше 0,08 мм подлежат корректировке путем подбора ремонтных поршней или расточки под размер ремонтной группы. Протокол замены и измерений прилагать к акту работ.
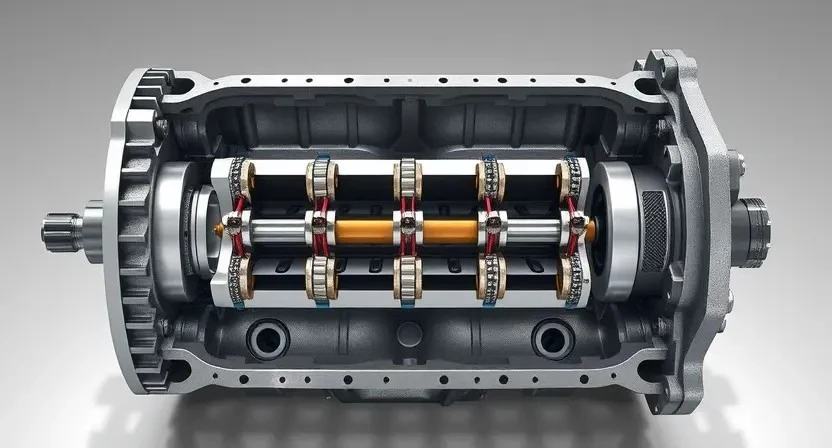
Замена коренных и шатунных вкладышей
Демонтаж коленвала и шатунов произведён. Измерение биения и зазоров зафиксировано. Подбор вкладышей по допускам. Установка с контролем момента затяжки.
Контроль за биением и зазором вкладышей
Определение радиального биения выполняется на коленчатом вале после фиксации на опорах в собранном положении. Измерение производится индикатором часового типа с разрешением 0,01 мм при вращении вала вручную. Допустимое биение устанавливается по требованиям завода-изготовителя. Контроль осевого биения производится щупом между торцом вала и опорной поверхностью крышки подшипника. Замер зазора вкладышей проводится методом вкладыша-щупа или путем контроля давления масла при установленном манометре.
Превышение предельных значений фиксируется. Варианты устранения включают притирку поверхности опоры, замену вкладышей с подбором по коду, расточку крышек с последующей шлифовкой. Документирование результатов измерений производится с указанием величин, инструментов и примененных поправок.

Замена поршневых колец
Замена колец производится после дефектовки поршней и цилиндров. Подбор по размеру. Установка колец и замер зазоров перед сборкой двигателя выполняются.
Порядок установки колец и проверка компрессии после сборки
Очистка канавок поршней выполняется механическим и хиическим способами для удаления отложений. Замер зазоров торцов и боковых выполняется щупом и микрометром с фиксацией результатов. Раскладка колец производится по меткам производителя, ориентация замков равномерно по окружности с шагом 120°. Установка колец осуществляется специальным съемником с контролем усилия посадки. Смазка маслом моторным наносится на рабочие поверхности перед сборкой. Сборка поршня с шатуном выполняется с контролем биения и минимального радиального люфта. Установка поршневой группы в цилиндр производится с использованием струбцины кольцевой для сжатия. Натяжение шпилек и болтов головки затягивается по моментам, указанным в спецификации двигателя, в несколько этапов с проверкой углов поворота. После завершения сборочных операций производится первичное вращение коленвала вручную для выявления заклиниваний. Проверка компрессии проводится компрессометром на прогретом двигателе при отключенной системе подачи топлива и зажигании, с фиксацией давления в каждом цилиндре. Допуск по разбросу указывается в технической документации на двигатель; отклонения считаются основанием для повторной разборки и дефектовки.
Ремонт или замена головки блока цилиндров
Диагностика ГБЦ выполнена. Детали проверены на трещины и деформации. Шлифовка седел клапанов и замена прокладки выполняются по замерам плоскостности.
Диагностика ГБЦ, шлифовка седел клапанов и замена прокладки
Проведение визуальной и инструментальной диагностики головки блока цилиндров. Оценка ровности плоскости и состояния канавок под седла клапанов. Выполнение замера трещин методом проникающего контроля или магнитопорошкового контроля. Определение износа направляющих втулок по зазорам. Принятие решения о шлифовке седел после измерения углов и глубин посадочных поверхностей. Применение шлифовальных и расточных станков при сохранении допусков производителя. Замер на плоскостность после обработки. Подбор и установка новой прокладки ГБЦ с соблюдением последовательности затяжки болтов по моментам. Контроль герметичности после сборки посредством испытания давлением в головке блока цилиндров.
Сборка двигателя
Сборка произведена по регламенту. Моменты затяжки указаны. Маркировка деталей восстановлена. Протяжка по этапам выполнена в заданной последовательности.
Техника сборки, моменты затяжки и использование маркеров
Сборка выполняется по установленной последовательности узлов и компонентов. Контроль чистоты сопрягаемых поверхностей обеспечивается перед установкой деталей. Применение новых крепёжных изделий фиксируется в отчёте. Моменты затяжки болтов и гаек приводятся в спецификации двигателя и используются при окончательной фиксации узлов. Указанные значения крутящего момента применяются с допуском производителя. Применение динамометра рекомендуется для исключения ошибок при затяжке. Промежуточная фиксация компонентов допускается с указанными моментами для последующей окончательной затяжки.
Использование маркеров производится для маркировки положения шеек, крышек и шкивов. Маркировка наносится на траектории разъёмов. Совмещение меток фиксируется в протоколе сборки. Временная маркировка удаляется после окончательной проверки совмещения и подтверждения соответствия угловых положений валов. Запись измерений и применённых моментов производится в регламентированную форму.
Программа обкатки, проверка давления масла и регулировка состава смеси
План обкатки двигателя устанавливается для обеспечения приработки новых или восстановленных деталей. Выделены этапы: холодный пуск, прогрев до рабочей температуры, переменная нагрузка при низких оборотах, постепенное увеличение продолжительности циклов и проверка утечек. Контроль давления масла выполняется манометром высокого давления через штуцер датчика; измерения фиксируются при холостых оборотах и при 3000 об/мин. Отклонения от норм сопоставляются с техническими картами. Регулировка состава смеси производится путем калибровки датчика массового расхода воздуха и коррекции топливных карт при снятой и закреплённой нагрузке. Завершение обкатки сопровождается повторной проверкой всех параметров и фиксацией результатов в отчёте.