

Вhведение
Предоставление услуг ремонта двигателя Ginetta G40 2.0 L Ford 175 л.с. Организация диагностики, оценка состояния и последовательность операций документированы.
Предмет и область применения
Документ определяет сферу применения услуг по ремонту двигателя Ginetta G40 2.0 L Ford 175 л.с. (2015–н.в.). Описание охватывает комплекс процедур: диагностика двигателя, оценка технического состояния агрегата, измерение компрессии цилиндров, измерение давления масла при рабочих и холостых оборотах, демонтаж силового агрегата с автомобиля, разборка узлов и маркировка компонентов, дефектовка деталей с внесением результатов в акт, шлифовка и расточка цилиндров с фиксацией размеров, обработка коленчатого вала и шатунных шеек, подбор и замена поршней, поршневых колец и коренных и шатунных вкладышей по габаритам и допускам, ремонт или замена головки блока цилиндров включая обработку седел клапанов и направляющих, сборка с контролем натягов и моментами затяжки, обкатка восстановленного двигателя по регламентированным режимам с мониторингом параметров и окончательная настройка системы впрыска и зажигания. Область применения ограничена двигателями указанной модели и годового диапазона, включая модификации на базе Ford 2.0 L. Техническая документация и протоколы испытаний используются для подтверждения качества работ и соблюдения допусков производителя.
Общие сведения о двигателе
Конструкция 2.0 L Ford, мощность 175 л.с., рядный четырехцилиндровый блок. Рабочие параметры и базовые узлы описаны для эксплуатации и ремонта.
Технические характеристики
Указание модели двигателя Ginetta G40 2.0 L Ford 175 л.с. Приводится тип двигателя: бензиновый, рядный, четыре цилиндра. Указана рабочая вместимость: 1999 см3. Привод газораспределительного механизма: цепной или ременной привод согласно заводской спецификации для конкретной модификации. Мощность заявлена 175 л.с. при соответствующих оборотах коленчатого вала. Крутящий момент указан в сервисной документации для данной версии мотора.
Привод смазочной системы: мокрый картер. Объем масла в картере указан в руководстве по эксплуатации. Давление масла при холостом и рабочих оборотах регламентировано производителем. Диаметр цилиндра и ход поршня заданы в заводских допусках. Номинальные зазоры вкладышей указаны в каталоге запчастей. Температурные режимы работы и допустимые пределы давления охлаждающей жидкости фиксируются в технической документации.
Порядок приема автомобиля в сервис
Фиксация данных автомобиля и документов. Осмотр кузова и салона. Регистрация внешних повреждений. Заполнение заказ-наряда и присвоение номера.
Регистрация заказа-наряда и документирование состояния
Оформление заказа-наряда производится при приеме автомобиля в сервис. Включение в документ серийных данных: VIN, номер двигателя, показатели пробега. Фиксация внешних повреждений кузова и систем, состояние уровня рабочих жидкостей и цвет смазки. Составление перечня заявленных неисправностей с указанием условий проявления и частоты. Проведение фотофиксации узлов, соединений и электрических разъемов для последующей идентификации дефектов. Внесение в заказ-наряд информации о предыдущих ремонтах и замененных компонентах при наличии документов. Присвоение уникального номера наряда и проставление даты и времени приема. Описание первоначальных параметров двигателя: наличие посторонних шумов, дымности выхлопа, хаpaктеристик запуска при холодном и рабочем состоянии; Включение в документацию требований к диагностике: измерение компрессии и давления масла, анализ данных бортовой диагностики, определение необходимости демонтажа агрегата. Фиксация контактных данных владельца и согласованных ограничений по срокам и бюджету производится в отдельной секции наряда.
Диагностика двигателя — общая схема
Проведение последовательной диагностики: визуальный осмотр, электронное сканирование, измерение компрессии и давления масла, фиксация результатов в протоколе.
Используемые диагностические средства и приборы
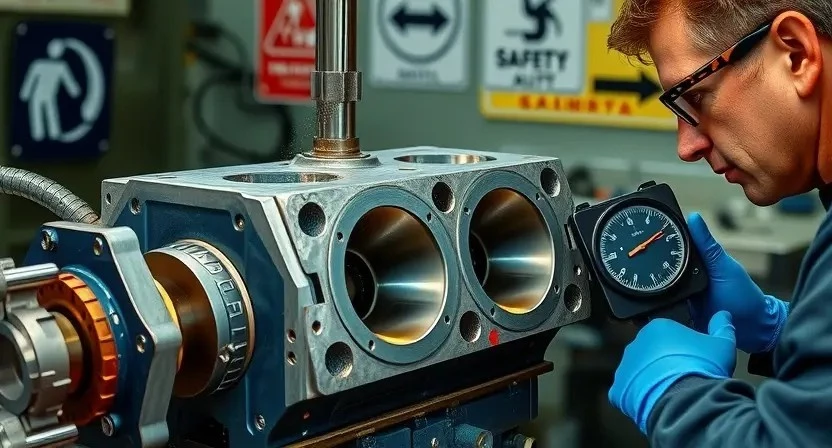
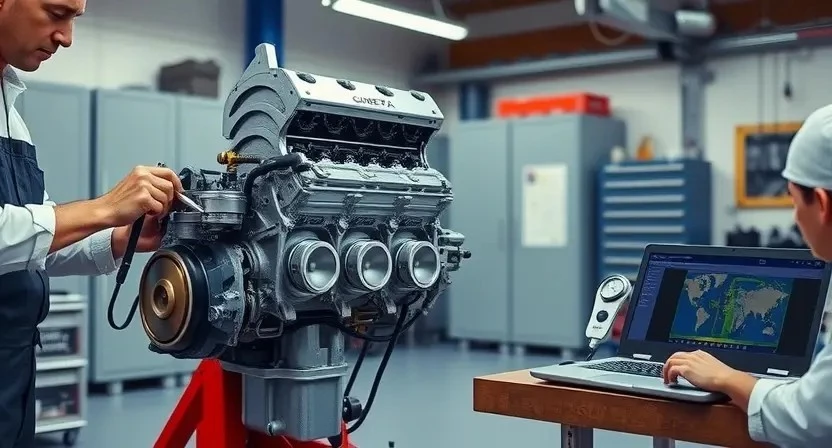
Перечень оборудования для проведения диагностики двигателя Ginetta G40 2.0 L Ford 175 л.с. сформирован по функциональным группам. Измерение компрессии выполняется с помощью манометра с адаптерами под свечные отверстия, калибровка приборов подтверждена сертификатами. Для определения давления масла применяется манометр с рабочим диапазоном, подводка к масляной магистрали производится через резьбовой штуцер. Диагностический сканер с поддержкой протоколов CAN и OBD-II применяеться для считывания кодов неисправностей и параметров в реальном времени. Осциллограф используется для анализа сигналов датчиков и форсунок. Вакуумметр применяется для оценки состояния впускной системы и клапанного механизма. Визуальная диагностика осуществляется с помощью эндоскопа с оптическим разрешением, позволяющим выявить задиры и трещины. Контроль электрических цепей выполняется мультиметром с функцией измерения сопротивления, напряжения и тока. Для проверки герметичности системы охлаждения применяется прибор под давлением, обеспечивающий имитацию рабочего состояния. Калибровка и поверка измерительных средств документируются в журнале обслуживания.
Оценка состояния агрегатов и узлов
Визуальный осмотр выполнен. Фиксация дефектов производилась по контрольному списку. Измерения размеров и люфтов внесены в протокол.
Визуальный осмотр и фиксация дефектов
Визуальный осмотр производится при наружном и частично внутреннем осмотрах агрегатов. Осмотр направлен на выявление трещин, коррозии, масляных подтёков, механических повреждений и деформаций. Фиксация дефектов осуществляется посредством фотографирования с указанием ориентации детали и масштабной линейки. Описание повреждений заносится в бланк с указанием места, характера и предполагаемой причины. Отметка о наличии следов перегрева и следов износа производится отдельно. Для соединительных элементов и уплотнений указываеться тип материала и состояние поверхности. Протокол подписывается лицом, ответственным за приём, с указанием даты и времени. Дополнительно фиксируется наличие контрметок и заводских номерных идентификаторов.
Измерение компрессии
Подготовка двигателя к замеру выполнена. Использование манометра, последовательное снятие свечей, проворачивание коленвала, фиксация значений в журнале.
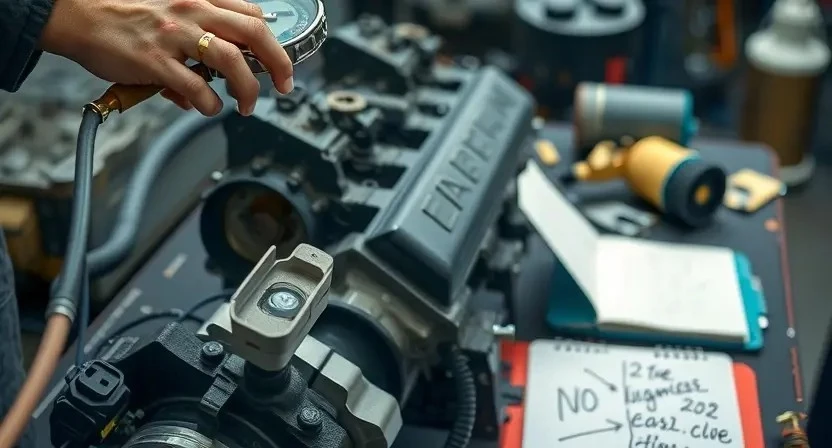
Подготовка двигателя и методика замеров
Обеспечение доступа к моторному отсеку производится через демонтаж защитных крышек и элементов, затрудняющих измерения. Электросистема отключается, аккумуляторная батарея отсоединяется. Системы охлаждения и питания переводятся в состояние, исключающее циркуляцию топлива и охлаждающей жидкости в рабочей зоне. Порты свечей зажигания освобождаются от наконечников и проводов. Клапанные механизмы фиксируются в положении, исключающем проворачивание распредвала при создании давления. Плунжер компрессометра подготавливается к установке с применением адаптера соответствующего профиля. Манометр для измерения компрессии калибруется на нулевое значение при комнатной температуре. Для измерения давления масла устанавливается датчик высокого давления с резьбовым соединением, обеспечивающим герметичность. Привод стартера задействуется посредством стартового импульса до получения стабильных показаний, при этом продолжительность проворачивания не превышает нормативного предела. Фиксация показаний производится после стабилизации стрелки или цифрового индикатора. Результаты документируются с указанием температуры двигателя, номера цилиндра и приложенной методики.
Интерпретация результатов измерения компрессии
Оценка производится по абсолютным значениям цилиндров. Расхождение более 10% указывает на износ. Снижение давления отмечает утечку в клапанах или кольцах.
Критерии допустимого и предельного значений
Установление границ параметров компрессии и давления масла производится на основе заводских требований Ford и эмпирических данных для двигателя Ginetta G40 2.0 L 175 л.с. Допустимое значение компрессии для каждого цилиндра определяется в диапазоне 11,0–13,5 бар при холодном двигателе и снятой системе зажигания. Разница между цилиндрами не должна превышать 0,5 бар. Предельное значение компрессии определяется как 10,0 бар и ниже для любого цилиндра. Допустимое давление масла при холостом ходу находится в пределах 1,0–1,8 бар; при рабочей частоте вращения 3000 об/мин давление должно находиться в пределах 2,5–4,0 бар. Показания ниже предельных значений классифицируются как критические и подлежат анализу причин утраты давления с последующей дефектовкой масляной системы, подшипников коленчатого вала и масляного насоса. Допустимые перепады давления между холодным и прогретым состоянием не должны превышать 0,5 бар. Параметры толщины масляных пленок и допустимые зазоры вкладышей задаются по справочным таблицам, соответствующим маркировкам комплектующих.
Измерение давления масла
Подготовка машины к измерению давления масла. Врезка манометра в масляную магистраль. Замер на холостом и рабочем ходу производится по регламенту.
Техническая подготовка и порядок замеров
Подготовка рабочего места выполнена: температура контролируемая, освещение обеспечено, инструменты пронумерованы. Оборудование поверено: компрессометр, манометр давления масла, аккумуляторная батарея заряжена, стартер функционирует. Присоединение датчиков производится через штатные места крепления. Снятие свечей зажигания и закрытие отверстий заглушками выполнено для исключения потерь давления. Привод коленчатого вала обеспечен от стартера при включенной системе зажигания через имитацию питания форсунок с помощью блокировки подачи топлива. Замеры компрессии проводятся при полном открытии дроссельной заслонки и трех циклах прокрутки для стабилизации показаний. Давление масла измеряется при холодном и прогретом двигателе на холостом ходу и при 3000 об/мин с фиксацией времени достижения установившегося значения. Запись результатов производится в протокол с указанием номера цилиндра, температуры, частоты вращения и показаний приборов.
Анализ результатов измерения давления масла
Сопоставление показаний с паспортными значениями произведено. Отклонения классифицированы. Причинно-следственные связи установлены и задокументированы.
Определение причин пониженного и повышенного давления
Идентификация источников отклонений давления масла производится по классифицированным признакам. При пониженном давлении фиксируются следующие причины: износ масляного насоса, снижение объемного КПД, люфты в подшипниках коленвала или шатунах, изношенные вкладыши, уменьшение вязкости масла вследствие деградации, засорение маслоприемника или сетки, пробой масляного фильтра, нарушение герметичности уплотнений. При повышенном давлении выявляются: закупорка масляных каналов, залипание редукционного клапана, чрезмерная вязкость примененного масла, установка несоответствующего клапана давления, деформация корпуса насоса, перекос фильтра либо его переполнение. Диагностирование производится путем последовательного исключения неисправностей: измерение динамики давления на холодном и нагретом двигателе, контроль перепускного клапана, анализ состояния фильтрующих элементов, определение износа валов и вкладышей через измерение зазоров, проверка маслоприемника на загрязнение и деформацию, анализ состава масла для выявления излишних присадок или топлива. Оценка результатов сопровождается документированием и присвоением коду причинно-следственной связи.
Решение о демонтаже двигателя
Оценка результатов диагностики оформлена. Демонтаж допускается при компрессии ниже предела или при давлении масла вне нормативов. Разработка плана работ.
Критерии принятия решения на снятие агрегата
Фиксация значений компрессии, давления масла и наличия механических шумов произведена. Показатели компрессии зафиксированы ниже заводских допусков для данного мотора в двух и более цилиндрах. Давление масла зарегистрировано ниже паспортных значений при рабочих оборотах, сопровождаемое стойким падением при прогреве. Обнаружены металлические частицы в масле при визуальном анализе и магнитной пробе. Выявлены трещины, разрушения опорных поверхностей и задиров цилиндров, несовместимые с восстановлением без снятия. Отказ систем газораспределения, включая пробой направляющих клапанов или поломку распредвала, зарегистрирован. Решение о снятии агрегата принимается при сочетании двух или более перечисленных признаков.
Снятие двигателя — последовательность операций
Демонтаж двигателя производится по этапам: отсоединение коммуникаций, слив жидкостей, маркировка проводки, снятие навесного, подъём агрегата краном.
Разъединение коммуникаций и креплений
Демонтаж защитных кожухов выполнен. Обеспечение доступа к моторному отсеку произведено. Слив топлива и отключение топливных линий оформлены как отдельная операция. Электрические разъемы отсоединены с фиксацией расположения и маркировкой. Системы охлаждения отключены через слив охлаждающей жидкости в специально подготовленную емкость. Впускной тракт отсоединен от ГБЦ и закреплен в безопасном положении. Выхлопная система демонтирована от коллектора с маркировкой болтов и прокладок. Топливные трубопроводы и вакуумные шланги промаркированы. Подвесные опоры двигателя ослаблены по заданной последовательности. Кронштейны крепления трансмиссии и двигателя отчеканены с фиксацией момента затяжки для последующей сборки. Крепежные элементы сгруппированы по типу и размеру.
Разборка двигателя
Разборка производится в монтажной последовательности. Детали маркируются. Фиксация дефектов выполняется по регламенту. Хранение компонентов организовано отдельно.
Разборка в монтажной последовательности и маркировка деталей
Разборка выполняется в монтажной последовательности, обеспечивающей сохранность сопрягаемых поверхностей и предотвращение взаимной путаницы компонентов. Демонтаж узлов производится поочередно с фиксацией положения и ориентации. Обозначение компонентов осуществляется цифровыми и буквенными кодами, нанесенными на корпусные элементы и упакованных деталей. Маркировка включает указание номера цилиндра, положения поршня в такте, ориентации шатунной крышки и направления вращения. Сборочные болты и шпильки помещаются в отдельную тару с идентификацией их исходного расположения.
Фотофиксация выполняется на каждом этапе. Приложение ярлыков к деталям обеспечивает однозначную идентификацию при последующей сборке и контроле геометрии. Ведомость учета составляется с указанием кода детали, степени износа и исходного места установки. Пакетирование мелких деталей производится с использованием антикоррозийных материалов и вложений, исключающих смешение элементов с различными допусками.

Дефектовка деталей
Проведение дефектовки выполнено по этапам: визуальный контроль, измерения геометрии, оценка износа, документирование выявленных повреждений и допусков.
Контроль износа блоков, шатунов, коленвала и поршней
Визуальная оценка поверхности цилиндров и наружных поверхностей поршней производится с фиксацией задиров, рисок и коррозии. Остаточные размеры замеряются микрометром и нутромером для определения износа по допускам. Контроль биения шейки коленвала выполняется индикатором с установкой на опорную плоскость; величина биения фиксируется и сравнивается с нормативами. Замеры посадочных диаметров шатунных шеек и вкладышей проводятся по круговым разверткам для выявления овальности. Проверка поршневых колец производится по зазору в канавке и по внутреннему диаметру цилиндра. Испытание на трещины выполняется магнитопорошковым методом для всех стальных деталей; алюминиевые блоки подвергаются дефектоскопии капиллярными составами. Притертость шатунных подшипников оценивается по следам контакта и по остаточной толщине материала. Документирование результатов осуществляется в форме протокола с указанием измеренных значений, предельных величин и заключения о возможности восстановления или необходимости замены.

Шлифовка и расточка блока
Обработка цилиндров производится с допуском. Контроль круглости и концентричности выполняется. Шлифовка обеспечивает чистую рабочую поверхность.
Технические параметры обработки цилиндров и прилегающих поверхностей
Определение допусков обработки производится по заводским паспортным данным двигателя Ginetta G40 2.0 L Ford 175 л.с. Описание размеров цилиндров, конусности, овальности фиксируется в протоколе измерений. Допускаемые износы для цилиндров указываются как максимально допустимое уменьшение диаметра и предельная величина износа по конусу и овальности. Расточка выполняется до ремонтного размера, величина припуска указывается для каждой операции. Шероховатость рабочих поверхностей цилиндров задаётся в микронах. Прилегающие поверхности блока обрабатываются с контролем прямолинейности и плоскостности. Контроль производится индикатором и микрометром. Температурный режим обработки и соблюдение чистоты класса установлены в технологической карте.

Обработка коленчатого вала и шатунных шеек
Шлифование шеек выполняется по размерам. Контроль биения и конусности производится. Притирка осуществляется до допуска по чертежу.
Шлифование, притирка и контроль биения
Обработка коленчатого вала производится на специализированном станке с применением регулируемого абразива для восстановления чистоты и геометрии шеек. Шлифовка выполняется до сопоставимых размеров, обозначенных в технической документации. Контроль биения производится индикатором часового типа на оправке при вращении в подшипниках. Притирка производится при восстановлении посадочных поверхностей клапанов и седел с использованием паст заданной зернистости. Контроль параллельности и соосности коллекторных и опорных поверхностей фиксируется протоколом. Допуск износа фиксируется по нормативам производителя и при превышении допусков предусмотрена замена компонента.
Замена поршней, колец и вкладышей
Подбор по замерам и допускам. Демонтаж деталей. Замена комплектов по цилиндрам. Контроль зазорных параметров. Притирка посадочных поверхностей.
Подбор компонентов по размерам и допускам
Определение размера деталей производится исходя из замеров поверхности цилиндров, шейки коленвала и посадочных гнезд. Классификация деталей выполняется по измерениям микрометром, нутромером и калибром. Подбор поршней осуществляется по диаметру цилиндра с учётом ремонтного размера. Подбор вкладышей производится по размерной группе и радиальному зазору шатунной шейки. Подбор колец производится по внутреннему диаметру поршня и зазору в замке кольца. Подбор направляющих клапанов и седел выполняется по износу направляющей и толщине седла. Подбор прокладок и сальников производится по толщине, составу материала и предельным размерам. Контроль допусков фиксируется в отчётной документации.
Ремонт или замена головки блока цилиндров (ГБЦ)
Разборка ГБЦ выполняется при обнаружении трещин, выработки седел или износа направляющих. Оценка геометрии проводится измерительными приборами.
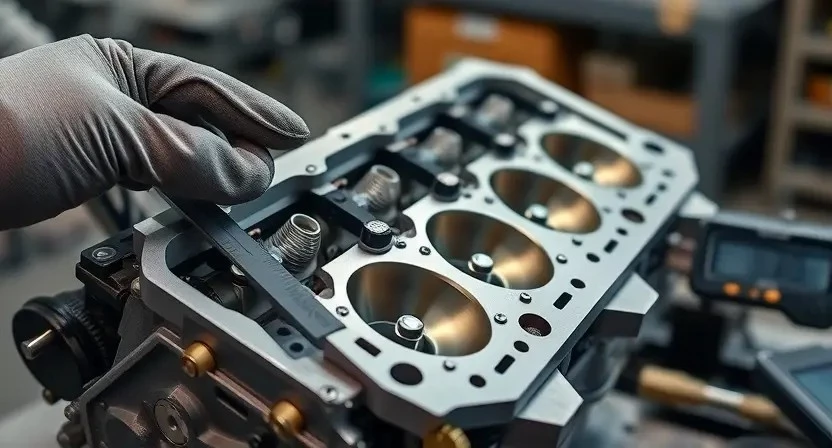
Ремонт седел клапанов, шлифовка направляющих и герметизация
Операция направлена на восстановление герметичности камер сгорания через обработку седел клапанов и направляющих. Демонтаж клапанов производится для оценки износа посадочных поверхностей. Измерение посадочных углов и ширины выполняется специальными калибрами и индикаторами. Седла подвергаются кольцевой расточке с последующей притиркой посадочных поверхностей до достижения заданной площади контакта. Направляющие протачиваются и шлифуются с контролем внутреннего диаметра по посадочным допускам. Замеры биения стержней фиксируются. Поверхности обрабатываются с применением режущих инструментов с микрозазором, обеспечивающим нормальное тепловое расширение. Герметизация достигается применением уплотнительных составов и заменой направляющих при превышении предела износа. Контроль проводится методом продувки и манометрии, результаты вносятся в акт дефектовки.
Сборка двигателя
Сборка произведена по монтажной последовательности. Контроль натягов выполнен. Моменты затяжки зафиксированы. Установлены уплотнения и метки синхронизации.
Контроль натягов, момент затяжки и последовательность операций
Контроль натягов выполняется измерением бокового зазора и осевого перемещения в сочленениях. Применение динамометрического ключа применяется для достижения заданных моментов. Фиксация моментов затяжки производится в протоколе с указанием этапа и значения. Последовательность операций определяется конструкцией и стадиями сборки: подготовка поверхностей, установка уплотнений, установка вкладышей, предварительная затяжка с поэтапным увеличением момента, окончательная затяжка по схеме крест-накрест для обеспечения равномерного распределения усилий. Контроль проводится через поверенные инструменты и калиброванные приспособления. Записи о допусках и фактических значениях вносится в карту работ.
Обкатка восстановленного двигателя
Обкатка проводится контролируемыми режимами. Запуск на холостом ходу, постепенное увеличение нагрузки, периодические замеры давления и температуры, фиксация данных.
Режимы обкатки и мониторинг параметров
Обкатка восстановленного двигателя выполняется по этапам, обеспечивающим постепенное увеличение нагрузки и температуры. Первый этап предусматривает прогрев до рабочей температуры при холостом ходе и коротких сериях оборотов до 3000 об/мин с интервалами покоя для стабилизации температурных полей. Второй этап предусматривает умеренное увеличение длительности нагрузочных интервалов с поддержанием оборотов в диапазоне 3000–4500 об/мин, чтобы обеспечить приработку поверхностей поршневой группы и вкладышей. Третий этап предусматривает достижение рабочих нагрузок, близких к эксплуатационным, с контролем параметров.
Мониторинг параметров выполняется непрерывно средствами диагностики. Запись давления масла, температуры охлаждающей жидкости, температуры масла, натягов ремней, утечек и показаний датчиков давления топлива производится в журнал. Фиксация скачков давления или перегрева документируется. При отклонениях значений от нормальных пределов проводится дополнительная проверка систем смазки и охлаждения с определением источника отклонения и выполнением корректирующих работ.
Настройка системы впрыска и зажигания
Настройка производится через калибровку ECU, коррекцию времени впрыска, регулировку угла опережения. Протоколирование параметров выполняется подробно.
Калибровка ECU и регулировка опережения зажигания
Настройка параметров блока управления двигателем выполняется с применением диагностического интерфейса и калибровочных файлов, совместимых с прошивкой Ford 2.0. Подключение диагностического оборудования производится через OBD-разъем с использованием адаптера, обеспечивающего двунаправленную связь. Считывание текущих карт выполняется до внесения изменений. Изменения карт топлива и углов опережения фиксируются в журнале операций с указанием версии прошивки и контрольных параметров. Испытание в режиме холостого хода и при нагрузке выполняется для подтверждения устойчивости параметров. Регулировка опережения производится по показаниям датчика положения коленвала и детонационного датчика. Фиксация результатов производится в протоколе с указанием базовых и откорректированных значений угла в градусах, оборотов холостого хода и коэффициента лямбда. Контроль выбросов и адаптация катализатора выполняются после стабилизации рабочих параметров. Восстановление исходных карт возможно через резервную копию, созданную перед модификацией.
Заключительная проверка и передача автомобиля
Выполнение финальных испытаний двигателя. Фиксация параметров в протоколе. Оформление акта выполненных работ и передача комплекта документов владельцу.
Финальные испытания, протоколирование и рекомендации по эксплуатации
Проведение контрольных испытаний двигателя выполняется после сборки и обкатки восстановленного агрегата. Испытания включают замер давления масла в рабочем диапазоне оборотов, снятие кривых давления масла и температуры, фиксацию утечек по магистралям и уплотнениям. Производится тестовое прогревание до рабочей температуры с поэтапным увеличением нагрузки. Регистрирование параметров выполняется в протоколе испытаний с указанием серийных номеров заменённых деталей, значений компрессии, давления масла и температуры охлаждающей жидкости. Инженерная оценка базируется на измерениях и сравнивается с паспортными характеристиками. Выявленные отклонения сопровождаются рекомендациями по корректировке настроек системы впрыска и зажигания, при необходимости ⎯ повторной регулировке натягов и моментов затяжки. Рекомендации по эксплуатации включают интервал контролей давления масла, режимы обкатки при первой эксплуатации, ограничения по постоянной нагрузке и температурным режимам, а также график планового обслуживания для поддержания технических параметров двигателя в пределах допуска.