
Предоставление услуги по ремонту двигателя Ford Mondeo 2.0 Hybrid 187 л.с. (2014–2022). Описание объема‚ этапов работ‚ ожидаемых результатов и сроков.
Назначение документа
Документ предназначен для фиксирования объема работ по ремонту двигателя Ford Mondeo 2.0 Hybrid 187 л.с. (2014–2022). Определены границы оказания услуг‚ последовательность операций‚ критерии приемки и контрольные параметры. Описаны методы диагностирования‚ измерения компрессии и давления масла‚ алгоритмы снятия‚ разборки и дефектовки агрегата. Заданы требования к шлифовке блока и расточке цилиндров‚ параметры послеработочного допуска и требования к состоянию рабочей поверхности. Приведены правила подбора поршневых групп‚ колец и вкладышей. Отмечены регламенты по ремонту головки блока цилиндров‚ включая шлифование и обработку седел клапанов. Установлены этапы сборки‚ применения смазочных материалов и режимы обкатки. Описаны процедуры калибровки систем впрыска и зажигания‚ а также порядок документирования результатов и оформление гарантийных обязательств.
Объект работ
Объект работ: двигатель Ford Mondeo 2.0 Hybrid 187 л.с. 2014–2022. Включены диагностика‚ измерения‚ демонтаж‚ разборка‚ дефектовка и ремонтные операции.
Идентификация автомобиля и двигателя
Фиксация VIN-кода производится путем считывания с кузова и документов. Номер двигателя регистрируется с блока цилиндров и с сервомодуля‚ где предусмотрены гравировка и штамп. Модификация двигателя указывается как 2.0 Hybrid 187 л.с.‚ годы выпуска 2014–2022. Сопроводительная информация включает тип трансмиссии‚ индекс двигателя по каталогу‚ коды комплектаций и версии программного обеспечения блока управления. Масса эксплуатационная и габаритные параметры фиксируются в карте наряда.
Регистрация данных выполняется в форме электронного протокола и бумажном акте. История ремонтов и сервисных интервалов переписана из сервисной книжки и цифровых журналов. Идентификация обязательна перед началом диагностических процедур.
Перечень выполняемых услуг
Диагностика‚ оценка состояния‚ измерение компрессии‚ замер давления масла‚ снятие‚ разборка‚ дефектовка‚ шлифовка‚ расточка‚ замена поршней‚ вкладышей‚ колец‚ ГБЦ.
Комплекс операций в рамках ремонта двигателя
Проведение диагностики электроники и механики для определения причин сниженной мощности и повышенного расхода. Выполнение измерения компрессии цилиндров с фиксацией результатов по каждому цилиндру. Проведение замера давления масла в статическом и рабочем режимах с документированием отклонений. Организация демонтажа двигателя с применением маркировки шлангов и жгутов‚ оформление карточки комплектности. Выполнение разборки блока цилиндров и навесного оборудования с последовательной укладкой деталей по группам. Осуществление дефектовки деталей с определением биений‚ износа и трещин; Проведение шлифовки плоскостей и расточки цилиндров с выдерживанием заданных допусков. Подбор и монтаж поршней‚ колец и вкладышей по техническим характеристикам двигателя. Выполнение ремонта или замены головки блока с восстановлением седел клапанов и направляющих. Сборка агрегата с применением смазочных составов и контрольными моментами затяжки. Проведение обкатки двигателя по регламенту с мониторингом параметров и последующей калибровкой систем впрыска и зажигания.
Подготовительные мероприятия
Подготовка места работ: очистка зоны‚ организация освещения. Подготовка инструмента и запасных частей. Обеспечение защитной упаковки для компонентов.
Оборудование и инструменты
Определение перечня оборудования для ремонта двигателя Ford Mondeo 2.0 Hybrid 187 л.с. (2014–2022) выполнено исходя из операций диагностики‚ демонтажа‚ дефектовки и восстановления. Для измерения компрессии применяются манометры с адаптерами под свечные отверстия. Для измерения давления масла используются манометры повышенной точности с развязкой датчиков. Для снятия и подъема двигателя предусмотрены подъемник и траверса с грузоподъемностью‚ соответствующей массе агрегата. Для разборки и сборки доступны наборы динамометрических ключей и специализированные головки.
Для дефектовки предусмотрено использование микрометров‚ индикаторов часового типа‚ нутромеров и глубиномеров. Для шлифовки и расточки блока цилиндров и ГБЦ предусмотрены станки: плоскошлифовальный‚ фрезерный‚ расточной с цифровой системой управления. Для балансировки коленчатого вала доступен балансировочный станок с возможностью динамической проверки. Для обработки клапанов и седел предусмотрен фрезерный инструмент и оправки. Для замены вкладышей и поршней использованы оправки и пресс гидравлический. Для очистки деталей предусмотрены ультразвуковая ванна и пескоструйная камера с фильтрацией. Для контроля параметров обкатки и настройки предусмотрено диагностическое оборудование: сканер‚ осциллограф‚ стенд для проверки топливной и электрической части‚ стенд для измерения давления масла в рабочем состоянии‚ стенд для подачи охлаждающей жидкости с имитацией тепловых нагрузок.
Хранение инструмента организовано в модульных тележках с маркировкой. Потребление электроэнергии и требования к вентиляции указаны в паспортах станков. Запас расходных элементов и комплектов прокладок указан в ведомости.

Техника безопасности и охрана труда
Ограждение рабочего места. Применение защитной одежды и очков. Изоляция источников тока. Вентиляция для удаления паров. Контроль за инструментом.
Меры по предотвращению повреждений и травм
Ограничение доступа к рабочей зоне организовано для исключения постороннего вмешательства. Электрические цепи гибридной установки отключаются перед началом работ. Батарейный блок изолируется и маркируется. Подъем силового агрегата производится с использованием грузоподъемного оборудования с расчетной грузоподъемностью‚ при этом опорные элементы отмечаются и фиксируются. Применение защитных кожухов и прокладок обеспечивает защиту поверхностей от механических воздействий. Инструмент подлежит контролю состояния и калибровке до начала операции. Рабочие поверхности очищаются от загрязнений и смазочных материалов перед монтажными операциями. Вентиляция организована для удаления паров и испарений. Обеспечение освещения производится для исключения ошибок при соединениях и маркировке. Протоколы безопасности оформляются и прилагаются к комплекту документов.
Диагностика исходного состояния
Визуальный осмотр выполнен. Снятие кодов ошибок произведено. Снятие параметров мотора зарегистрировано. Замеры компрессии и давления масла запланированы.
Порядок визуального осмотра и внешних испытаний
Осмотр кузова и моторного отсека на предмет механических повреждений‚ коррозии и течей производится визуальным контролем с использованием направленного освещения. Осмотр проводки и разъемов выполняется с выявлением признаков перегрева‚ нарушения изоляции и коррозии контактов. Обнаружение следов масла и охлаждающей жидкости документируется с указанием локализации и примерной интенсивности утечки. Проверка системы охлаждения включает осмотр шлангов‚ хомутов и корпуса термостата на трещины и износ.
Внешние испытания проводятся на холостом ходу и при постепенном увеличении оборотов. Регистрация звуковых аномалий производится путем аудиофиксации и описания характера шума. Замеры вибрации выполняются контактным или инерционным прибором с фиксацией частотных составляющих. Проверка выхлопной системы предусматривает визуализацию соединений и измерение наличия видимого дыма. Результаты фиксируются в акте осмотра с указанием времени‚ условий проведения и примененного оборудования.
Электронная диагностика и считывание ошибок
Считывание кодов неисправностей выполняется сканером. Анализ параметров ECU‚ регистрация долговременных и мгновенных данных‚ протокол формирования отчёта.
Проверка блоков управления и параметров работы гибридной установки
Считывание кодов ошибок и параметров производится специализированным диагностическим оборудованием‚ совместимым с протоколами Ford. Идентификация модулей выполняется по VIN и кодам ПО. Логирование параметров работы гибридной части проводится в режимах холостого хода и нагрузочного теста. Проверка связи между ЭБУ двигателя и блоком гибридной системы выполняется последовательным сканированием шины данных. Оценка состояния батареи высокого напряжения производится по напряжению ячеек‚ сопротивлению и температурному профилю. Анализ управляющих команд инвертора осуществляется по коэффициентам мощности и частоте коммутации. Контроль срабатывания реле и предохранителей производится путем фиксации переходных импульсов и устойчивости напряжения питания. Параметры зарядки контролируются по току и динамике изменения напряжения. Протокол диагностики формируется в виде отчета с указанием кодов‚ временных меток и таблицей отклонений от эталонных значений‚ рекомендованных заводом-изготовителем.
Оценка состояния механических узлов
Осмотр коленвала‚ шатунов и коренных опор выполнен. Измерение биения и износа произведено. Фиксация результатов и рекомендации оформлены.
Осмотр коленчатого вала‚ шатуной группы и коренных опор
Визуальный осмотр поверхности коленчатого вала для выявления задиров‚ раковин и трещин. Контроль состояния шеек выполняется с применением индикатора часового типа и микрометра. Измерение диаметров шеек производится по двум перпендикулярным плоскостям. Снятие микрометровых показаний для сравнения с заводскими допусками. Осмотр шатунных пальцев и втулок на наличие износа и борозд. Оценка состояния шатунных болтов по остаточной деформации. Оценка коренных опор проводится на предмет смещения крышек и выкрашивания посадочных мест. Проверка биения коленвала в сборе на оправке с закреплением в центрах. Определение зазоров между шеями и вкладышами производится путем измерения толщины рабочих вкладышей и снятия отдельных размеров для расчета масляного зазора. Документирование результатов измерений в контрольный лист с указанием предельных значений.

Измерение компрессии цилиндров
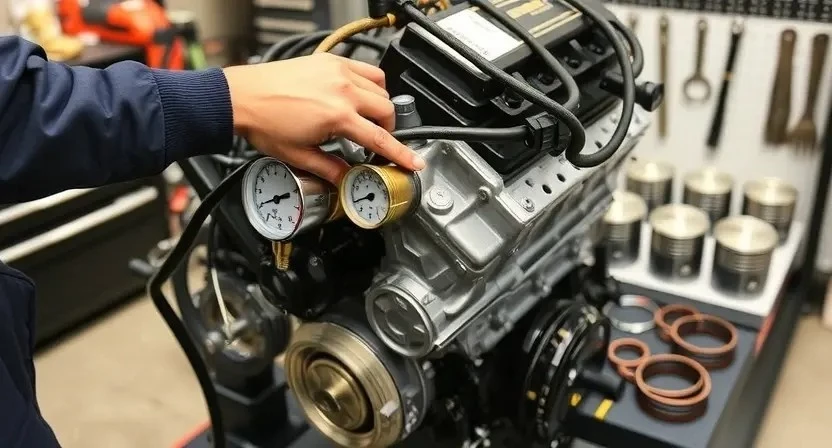
Измерение компрессии производится манометрическим методом. Приведение цилиндров в угол ВМТ‚ снятие катушек и форсунок‚ фиксация результатов по каждому цилиндру.
Методика измерений и критерии оценки
Измерение компрессии производится компрессометром через свечной канал при отключенной системе зажигания и закрытых впускных заслонках. Строевая частота коленвала фиксируется пуском стартера до достижения не менее 200 об/мин. Результаты регистрируются в каждом цилиндре три последовательных замера с предварительным прокрутом для удаления масла. Критерий годности установлен как минимум 11 бар для бензинового цикла с расхождением между цилиндрами не более 1 бар.
Замер давления масла выполняется масляным манометром на масляной магистрали под давлением рабочего холостого хода и повышенной частоты вращения 3000 об/мин. Допустимые значения: холостой ход 0‚8–1‚5 бар‚ 3000 об/мин 2‚5–4‚0 бар. Отклонение выше или ниже диапазона фиксируется как дефект и влечет за собой дальнейшую разборку для дефектовки масляной системы.
Измерение давления масла
Замер давления масла выполняется манометром на холодном и горячем двигателе. Фиксация значений производится по цилиндрам и режимам работы;
Порядок замера в разных режимах работы двигателя
Замер давления масла производится в холодном двигателе при температуре блока 20–30 °C для оценки базового состояния масляной системы. Замер фиксируется после запуска без нагрузки‚ через 15–30 с работы на холостом ходу для определения минимального рабочего давления. Замер выполняется при повышенных оборотах 2500–3000 об/мин с выдержкой 10–20 с для проверки давления в рабочем режиме. При оценке нагрузки проводится замер при прогазовке с подключенным датчиком давления и фиксированием пиковых значений. Применение манометра с диапазоном до 10 бар и переходником OEM-рекомендаций. Система продувается перед подключением. Результаты сверяются с техническими допусками производителя‚ отклонения фиксируются в акте диагностики.
Принятие решения о капитальном ремонте
Оценка по результатам диагностики проведена. Капитальный ремонт назначается при износе выше допустимого‚ трещинах‚ критических зазорах или повышенном расходе масла.
Критерии перехода к разборке и дефектовке
Фиксация признаков‚ приводящая к переходу к разборке: снижение компрессии более 15% относительно нормы по цилиндру; наличие сильного разброса показателей между цилиндрами; давление масла ниже паспортных значений при рабочих оборотах; обнаружение металлической стружки в масляном фильтре или поддоне; посторонние звуки работы‚ сопровождающиеся изменением вибрации; задымление при различных режимах работы‚ не объясняемое неисправностями выхлопной системы; утечка охлаждающей жидкости в моторное масло; визуальное повреждение ГБЦ‚ трещины или деформация поверхности; износ направляющих клапанов сверх допуска; выработка в посадочных местах поршней выше предела; люфт шатунных вкладышей‚ превышающий установленные пределы; биение коленвала‚ выявленное по показаниям датчиков или при статической балансировке; неоднократные ошибки ДВС с одновременным падением рабочих параметров‚ подтверждённые расшифровкой кодов; несоответствие геометрии блока цилиндров указанным заводским допускам при первичных измерениях; нарушение герметичности системы смазки в местах соединений при внешнем осмотре; подозрение на перегрев‚ подтверждённое анализом состояния прокладки ГБЦ или наличием следов термического повреждения; коррозионные поражения внутренних полостей‚ обнаруженные при визуальном осмотре с использованием эндоскопа; нестабильность работы гибридной части‚ сопровождающаяся изменением параметров двигателя‚ при которой изоляция электрических компонентов исключена; критическая степень износа поршневых колец по результатам кольцевого теста; значительное снижение компрессии‚ не устраняемое регулировкой клапанов; любые сочетания перечисленных признаков‚ приводящие к сомнению в пригодности узлов без их разборки и дефектовки.
Снятие двигателя и подготовка к разборке
Демонтаж выполняется по регламенту. Электросеть изолирована. Слив жидкостей произведён. Маркировка и крепление элементов выполнены для последующей разборки.
Последовательность демонтажа и маркировка компонентов
Операция демонтажа двигателя начата с обезвешивания батареи гибридной установки. Электросистема отключена‚ высоковольтные цепи изолированы. Слив рабочей жидкости произведен в подготовленную тару. Снятие навесного оборудования выполняется поэтапно: впускной тракт‚ выхлопная коллекция‚ генератор‚ компрессор‚ гидроусилитель‚ трубопроводы. Соединения и хомуты маркированы с указанием положения и направления установки. Определение порядка снятия производится по нумерации узлов. Крепежная фурнитура сортирована по пакетам с нанесением маркировки на бирки. Подвес двигателя демонтирован после отсоединения трансмиссии. Подрамник опущен‚ опоры помечены для восстановления геометрии при сборке. Комплект крепежа и мелкие детали упакованы и промаркированы по зональному принципу.

Разборка агрегатов и групп деталей
Демонтаж навесного оборудования производится по маркировке. Расформирование узлов выполняется с фиксацией взаимного положения и учетом момента затяжки.
Алгоритм разборки блока цилиндров и навесного оборудования
Подготовка рабочего места и фиксация документации. Отсоединение отрицательной клеммы аккумулятора и изоляция электрических разъемов. Слив охлаждающей жидкости и моторного масла в заводскую емкость. Демонтаж навесных агрегатов: воздушный фильтр‚ впускной коллектор‚ генератор‚ кондиционер‚ насосы‚ трубопроводы высокого давления. Снятие ремней и шкивов с маркировкой положения. Отсоединение топливной магистрали с удержанием давления в системе. Снятие электропроводки с пометкой разъемов. Фиксация положения распредвала и коленвала по меткам. Ослабление и поочередное выкручивание головок крепления ГБЦ с контролем очередности. Снятие головки блока цилиндров с подкладкой для предотвращения повреждения торцов. Отделение крышек коренных и шатунных с удалением вкладышей и маркировкой каждого узла. Извлечение поршневых групп с маркировкой цилиндров. Упаковка деталей в индивидуальные контейнеры с маркировкой состояния. Производство первичной очистки деталей от крупного загрязнения. Оформление акта приемки для дальнейшей дефектовки.

Дефектовка деталей
Проведение дефектовки блока и навесного оборудования. Замер износа‚ контроль трещин‚ выявление задира‚ оценка пригодности к восстановлению или замене.
Контроль геометрии‚ износа и повреждений
Проведение осмотра деталей производится по установленной последовательности. Измерение биения коленчатого вала выполняется на индикаторе часового типа с фиксацией значений в протоколе. Геометрия шатунов и вкладышей определяется микрометром и микрометрической лункой; зазоры регистрируются в таблице допусков двигателя Ford Mondeo 2.0 Hybrid 187 л.с. Визуальная оценка поверхности блока цилиндров и канавок колец проводится при освещении не менее 1000 люкс. Контроль износа поршневых колец реализуется измерением толщины и зазора замером щупом. Повреждения резьбовых соединений и фасок фиксируются фотографированием и занесением в дефектную ведомость. Измерение овальности цилиндров выполняется индикатором с поворотом для трех высотных точек; отклонение от номинала заносится. Критичность дефекта сопоставляется с заводскими нормами; решение о восстановлении или замене компонентов оформляется распорядительным документом.
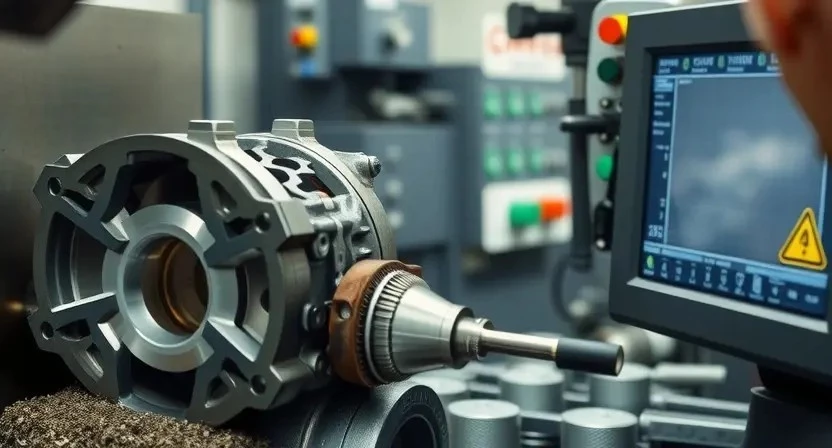
Шлифовка и расточка блока цилиндров
Шлифовка выполняется по размерам после дефектовки. Расточка производится до ремонтного номинала. Контроль размера и шероховатости обязателен.
Параметры обработки и допуски после работ
Определение технологических параметров обработки блоков и ГБЦ производить согласно заводским стандартам Ford для двигателя 2.0 Hybrid 187 л.с. Расточка цилиндров выполняется по диаметру‚ указанному в спецификации‚ с контролем цилиндричности и концентричности. Шлифование проводится до обеспечения чистоты поверхности и плоскостности‚ указанных в нормативной документации. Допуск на износ цилиндра после расточки устанавливается в миллиметрах и должен соответствовать таблице ремонтных размеров.
Подбор поршней и колец осуществлять по ремонтному размеру‚ указанному на блоке. Зазор между поршнем и цилиндром контролировать микрометром и нутромером. Размер масляного зазора у поршневых колец должен соответствовать требованиям монтажной таблицы производителя. Замена направляющих клапанов и седел выполняется с допуском на посадку согласно специализированной карте.
Шлифовка коленчатого вала производится с соблюдением круглости и биения по радиусу шейки; допуски на диаметр вкладышей коренных и шатунных соответствуют спецификации. Контроль зазорных величин после сборки осуществляется щупом и индикатором часового типа. Притирка седел клапанов выполняется до достижения герметичности по вентиляционному каналу и по уплотнению. Документирование измерений и фиксирование результатов в акте дефектовки.
Замена поршней и колец
Замена поршней и колец производится после дефектовки. Подбор по коду двигателя; Контроль размеров цилиндров и зазоров. Установка с применением смазки.
Подбор комплектующих и порядок установки
Подбор комплектующих производится на основании фактических параметров из дефектовки и паспортных величин производителя. Выбор поршней осуществляется по диаметру цилиндров после расточки; предусмотреть запас по износу в пределах заводских допусков. Подбор колец определяется типом масла и степенью износа цилиндров. Вкладыши подбираются по коду шейки коленвала и по размерам ремонтного комплекта.
Упаковочные материалы и крепежные элементы подаются в комплект вместе с деталями. Установка поршней выполняется с применением оправки для кольцевой компрессии; тщательная очистка канавок перед установкой. Монтаж вкладышей производится с использованием приспособления для выпрессовки и шлифовки шейки. Затяжка болтов коренных крышек и ГБЦ контролируется динамометрическим ключом в два этапа по моментам производителя. Замена уплотнений производится комплектно. Испытания давления масла и компрессии выполняются после сборки перед обкаткой.
Замена вкладышей коренных и шатунных
Демонтаж крышек‚ удаление старых вкладышей. Измерение зазоров. Установка новых вкладышей по калибру‚ момент затяжки по спецификации.
Контроль за биением и зазорами
Измерение радиального и осевого биения коленчатого вала производится стендовым индикатором при установке на ходовой мост с фиксацией по чертежным опорам. Допустимые значения указываются в технической документации двигателя. Установка шатунов на оправку выполняется для контроля круглости и биения шатунных шеек. Замеры зазоров в коренных и шатунных вкладышах фиксируются микрометром и щупом с занесением в протокол.
Определение зазоров в канавках поршневых колец производится калиброванной щуповой методикой. Регистрация превышений допуска вызывает проведение расточки или замены вкладышей. После обработки посадочные поверхности проверяются на соосность и торцовое биение. Испытание после сборки проводится на стенде под нагрузкой с записью давления масла и акустических параметров.

Ремонт или замена головки блока цилиндров (ГБЦ)
ГБЦ демонтируется. Визуальная дефектовка‚ проверка плоскости‚ шлифовка при износе‚ замена направляющих‚ притирка седел‚ сборка с контролем зазоров.
Шлифовка‚ замена направляющих и седел клапанов
Проведение шлифовки рабочей поверхности ГБЦ с целью восстановления плоскости и удаления коррозии. Применение абразивных зерен с контролем шероховатости по нормативам производителя. Восстановление геометрии седел клапанов на специализированном оборудовании с установкой центровочных оправок. Замена направляющих клапанов производится при выявлении износа превышающего допустимые значения по калибру. Подбор направляющих по внутреннему диаметру и материалу‚ совместимому с клапанной группой.
Шлифовка седел выполняется с определением углов завала и фаски. Притирочные операции производятся до обеспечения требуемого перекрытия контакта. Контроль качества выполняется измерением зазора стержень-направляющая и оценкой уплотнения седла по методу контрольной притирки с применением индикаторных паст. Результат фиксируется в акте дефектовки с указанием допусков и использованных материалов.
Сборка двигателя
Сборка выполнена по чертежам производителя. Установлены поршни‚ вкладыши‚ кольца‚ ГБЦ; применена рекомендованная смазка‚ контролированы моменты затяжки болтов.
Порядок сборочных операций и применение смазки
Подготовка чистых деталей и рабочих мест. Контроль маркировки узлов перед сборкой. Установление последовательности сборки блоков‚ крышек и навесного оборудования. Применение специализированной моторной смазки на контакты трения перед установкой вкладышей. Нанесение тонкого слоя смазки на поверхности поршней и направляющие для уменьшения начального износа. Момент затяжки болтов головки блока и крышек коренных опор производить по таблице допусков с шаговой последовательностью. Контроль радиального биения коленчатого вала после установки. Промежуточные измерения зазоров выполняются шаблонами и индикаторами. Применение смазки общей протяженностью в местах трения‚ без избыточного нанесения. Фиксация результатов в сборочном журнале‚ указание использованных материалов и величин моментов затяжки.
Режимы работы и контрольные измерения в процессе обкатки
Обкатка двигателя производится в несколько этапов с контролем ключевых параметров. Прогрев двигателя до рабочей температуры производится при минимальных оборотах холостого хода. При достижении стабильной температуры выполняется плавное увеличение нагрузки до средних оборотов с фиксированием показаний датчиков. Контроль давления масла производится в статическом и динамическом режимах; замеры фиксируются через заводской штуцер манометра. Измерение температуры охладителя и впускного воздуха осуществляется датчиками с регистрацией графиков. Степень вибраций и шумов фиксируется в привязке к оборотам и нагрузке. Периодические осмотры на предмет протечек и посадки креплений выполняются между этапами обкатки. Калибровка датчиков давления и угла опережения зажигания производится после первых 50 км эксплуатационного пробега на стенде; повторная проверка производится после 200 км пробега. Мониторинг кодов ошибок ЭБУ ведется непрерывно; при появлении записей производится расшифровка и анализ причин для принятия решения о дополнительном техническом вмешательстве.
Настройка и контроль параметров работы
Настройка топливной системы производится по эталонным картам. Калибровка зажигания выполняется в стендовых режимах. Параметры масляного давления контролируются.
Калибровка систем впрыска‚ зажигания и масляного давления
Настройка управляющих параметров выполняется после восстановительных работ на двигателе Ford Mondeo 2.0 Hybrid 187 л.с. (2014–2022). Выполнение калибровочных процедур осуществляется по этапам‚ обеспечивающим соответствие заводским значениям и техническим допускам.
Первичный этап включает адаптацию форсунок и синхронизацию подачи топлива. Параметры подачи корректируются с использованием диагностического оборудования с возможностью записи живых параметров. Производится калибровка длительности впрыска по эталонным картам управления двигателем.
Вторичный этап предполагает синхронизацию фаз зажигания и позиционирование датчика распределительного вала. Кулачки и датчики позиционируються в номинальные положения с фиксацией углов опережения. Выполняется проверка равномерности воспламенения по каждому цилиндру при контролируемой нагрузке и оборотах холостого хода.
Третий этап ориентирован на регулировку масляного давления. Применение манометра с поверкой обеспечивает измерение давления в холодном и горячем состояниях. Параметры давления сопоставляются с нормативами производителя. В случае отклонений выполняется регулировка маслопроводов‚ проверка работоспособности клапанов и замена фильтрующих элементов при выявлении засорения.
После калибровки производится регистрация параметров в отчете обслуживания. Запись включает исходные показания‚ отклонения и принятые корректирующие мероприятия. Гарантирование соответствия достигается путем повторной фазы адаптации после обкатки и фиксации стабильных рабочих характеристик.

Документирование выполненных работ и гарантийные условия
Формирование отчёта по выполненным операциям. Выдача актов‚ спецификаций и гарантийного талона с перечнем условий и сроков обслуживания.
Формирование отчета‚ актов и сроков гарантийного обслуживания
Составление отчетной документации производится на основе выполненных процедур: диагностика‚ измерения компрессии‚ давление масла‚ демонтаж‚ разборка‚ дефектовка‚ обработка блока‚ замена поршней‚ колец‚ вкладышей‚ ГБЦ‚ обкатка‚ настройка. В акт включаются данные по идентификации автомобиля и двигателя‚ перечень замененных деталей с заводскими номерами‚ измеренные величины до и после работ‚ примененные технологические процедуры и материалы‚ а также коды выполненных операций. Гарантийный срок указывается для каждой позиции работ и для замененных комплектующих согласно внутренним регламентам и гарантийным политикам поставщиков. Документирование результатов производится с приложением фотоматериалов и протоколов измерений‚ где фиксируются показатели компрессии по цилиндрам‚ давление масла в статическом и рабочем режимах‚ допуски на обжатие вкладышей и биение коленвала. Акт подписывается уполномоченным представителем сервисного центра и скрепляется печатью организации. Хранение отчетов обеспечивается в электронном архиве с индексированием по VIN и дате выполнения работ;