
Предоставление услуги ремонта двигателя Gumpert Apollo S 4.0 V8 Twin Turbo. Описание объема работ, стандартов и ожидаемых результатов документацией оформлено.
Назначение документа
Документ предназначен для фиксирования технических требований и порядка выполнения работ по ремонту двигателя Gumpert Apollo S 4.0 V8 Twin Turbo 700 л.с. (2008–2012). Описание включает регламенты диагностических процедур, критерии оценки состояния узлов и детали процессов, необходимых для установления объёма восстановления. Фиксация обязательных измерений и испытаний производится для подтверждения работоспособности после ремонта. Указаны стандарты допуска для компрессии, давления масла и предельных износов деталей. Перечень оформленных операций служит основой для составления сметы и формирования карточки работ. Протоколы измерений и дефектовки подшиваются к акта выполненных работ. Документ применяется при планировании последовательности операций, выборе методик обработки поверхностей, контроле качества и оформлении гарантии. Регистрирование данных производится в электронной и бумажной формах в соответствии с внутренней процедурой хранения технической документации.

Объект работ
Объектом работ является двигатель Gumpert Apollo S 4.0 V8 Twin Turbo 700 л.с. 2008–2012. Описание конструктивных узлов и заводских кодировок включено.
Идентификация двигателя
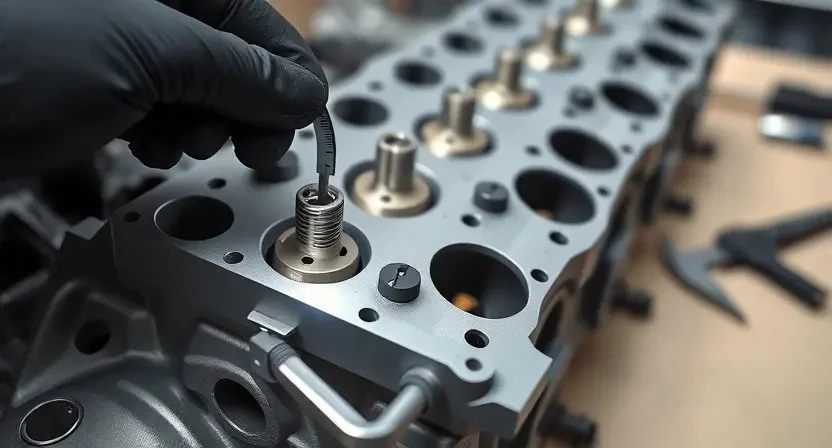
Фиксация маркировки блока цилиндров производится для установления соответствия модели Gumpert Apollo S 4.0 V8 Twin Turbo 700 л.с. Проверка заводского номера и кода модификации выполняется визуальным осмотром и фотофиксацией. Сверка номеров с сервисной документацией выполняется по базам данных производителя и архивным записям. Идентификация комплектации проводится по наличию турбокомпрессоров, впускной системы и системы охлаждения. Регистрация года выпуска 2008–2012 производится по коду VIN и серийному номеру. Отмечается штатная мощность 700 л.с. и тип привода распределительного вала.
Объем услуги
Перечень работ включает диагностику, оценку состояния силового агрегата, измерения, демонтаж, разборку, дефектовку, обработку и сборку с обкаткой.
Перечень выполняемых операций
Диагностика электронных и механических систем двигателя. Считывание кодов ошибок и получение параметров в реальном времени. Оценка состояния узлов по измеренным данным и визуальному осмотру. Измерение компрессии каждого цилиндра с протоколированием результатов. Измерение давления масла в рабочем режиме и при холостых оборотах с фиксацией показаний. Демонтаж агрегата при подтверждении критических дефектов. Разборка узлов на специализированном стенде с маркировкой компонентов. Дефектовка деталей с оценкой износа и установлением причин разрушений. Шлифовка коленчатого вала с контролем биений и шероховатости. Расточка цилиндров с подбором ремонтных размеров и допусков. Подбор и установка поршней, колец, вкладышей по размерным номиналам. Ремонт или замена головки блока с проверкой плоскостей и герметичности каналов. Сборка двигателя с контролем моментов затяжки и последовательности операций. Обкатка на стенде с регистрацией параметров и последующая настройка топливной и наддувной систем, итоговая диагностика.
Подготовка к диагностике
Оборудование и инструменты подготовлены. Электропитание и заземление проверены. Доступ к диагностическому разъему обеспечен. Запуск процедур допустим.
Подключение диагностического оборудования
Последовательность подключения диагностического оборудования описана ниже. Подключение диагностического интерфейса выполняется к диагностическому разъему согласно электроэнергетической схеме двигателя. Питание оборудования обеспечивается от внешнего источника с параметрами, указанными в технической документации интерфейса. Соединительные кабели прокладываются без натяжения, контакты фиксируются разъемными соединителями соответствующего типа. Защита заземления выполняется через отдельный проводник, заземление проверяется измерительным прибором на отсутствие потенциалов относительно корпуса стенда. Считывание данных производится посредством специализированного ПО, выбранного в соответствии с протоколом обмена данных ЭБУ. Версии ПО и драйверов фиксируются в отчете. Протокол обмена настраивается на частоту и скорость передачи, соответствующую спецификации ЭБУ. Калибровочные параметры диагностического комплекса вносятся до начала измерений. Синхронизация сигналов сигнализируется индикаторами интерфейса и подтверждается журналом соединений. В случае обнаружения ошибок связи производится повторная инициализация интерфейса и фиксация кодов ошибок в протоколе. Контроль корректности подключений осуществляется перед началом измерений напряжения бортовой сети и сохранением исходных параметров в архив диагностики.

Диагностика состояния двигателя
Проведение комплексной диагностики двигателя с регистрацией параметров. Снятие ошибок, анализ данных ECU, измерение рабочих показателей для оценки состояния.
Снятие кодов ошибок и анализ параметров
Считывание кодов ошибок выполняется специализированным диагностическим оборудованием, совместимым с протоколами контроллера двигателя. Полученные коды фиксируются в отчете, присваивание приписок исключено. Дальнейший анализ параметров проводится по логам живых данных: частота вращения, давление наддува, угол опережения, температура охлаждающей жидкости, давление масла, расход топлива, показания датчиков кислорода. Отклонения сравниваются с заводскими допусками. Статистика ошибок сопоставляется с электрическими цепями и механическими компонентами. Выявленные неисправности документируются с указанием кодов, значений параметров и времени записи. Рекомендуется хранить протоколы для последующего этапа ремонта.
Измерение компрессии
Измерение компрессии производится манометром на каждом цилиндре. Протокол заполняется по результатам, допуски сравниваются с нормативами изготовителя.
Процедура и критерии оценки
Измерение компрессии производится манометром с поверенным калибром. Показатели фиксируются при холодном и прогретом состоянии. Для каждого цилиндра указывается абсолютное значение в барах и относительное отклонение от среднего.
Проверка давления масла осуществляется манометром в масляной магистрали на холостом и повышенных оборотах. Фиксация минимального и максимального давления производится с указанием оборотов. Сравнение выполняется с заводскими нормативами и предельными значениями для модели.
Критерии оценки включают: допустимые отклонения по компрессии, разницу между цилиндрами, допустимый перепад давления масла, наличие подпитки или утечки, признаки механического износа, шумовые характеристики при запуске.
Измерение давления масла
Подключение манометра к масляному каналу производится. Измерение проводится при холодном и рабочем режимах. Допустимые значения зафиксированы в протоколе.
Методика измерения и контроль допустимых значений
Испытание давления масла производится при прогретом двигателе до рабочей температуры. Подключение манометра выполняется к масляному каналу после масляного фильтра. Фиксация показаний производится при холостом ходе и при увеличенных оборотах, с регистрацией стабильных значений не менее 30 секунд. Контрольные диапазоны установлены по технической документации: холостой ход 0,8-1,5 бар, 3000 об/мин 3,0-5,0 бар. Допустимые отклонения фиксируются протоколом. При отклонениях выполняется диагностика масляного насоса, магистралей, фильтра и давления в поддоне. Измерение повторяется после устранения причин.

Решение о демонтаже двигателя
Критерии демонтажа определены: компрессия ниже допуска, давление масла вне нормы, механические повреждения блокированы продолжением эксплуатации.
Критерии перехода к снятию
Фиксация признаков, при которых производится демонтаж силового агрегата. Компрессия каждого цилиндра зафиксирована ниже нормативного предела на 25% и более, либо выявлено неравномерное распределение давления между цилиндрами более чем на 15% от среднего значения. Давление масла в рабочем режиме зафиксировано ниже минимального допустимого значения производителя. Наличие посторонних металлических частиц в масляном фильтре или в пробах масла. Зафиксированы видимые повреждения блока цилиндров, трещины в корпусных элементах или деформация крепежных поверхностей.
Шумы при работе, не поддающиеся регулировке, сопровождаемые падением мощности и повышенным расходом масла, рассматриваются как основание для демонтажа.

Снятие и транспортировка агрегата
Фиксация двигателя осуществляется на крановые стропы. Упаковка производится в защитный кожух. Перемещение маркируется и документируется.
Фиксация и упаковка при перемещении
Фиксация двигателя производится на специальной раме с опорными кронштейнами, соответствующими штатным точкам крепления. Рама оснащается амортизаторами вибрационного типа и ремнями с механическими застёжками. Применение защитных кожухов для выступающих деталей и упаковочных материалов с влагозащитой признается обязательным. Распределение нагрузок контролируется измерительными точками, отмеченными на раме. Крепёжные элементы маркируются и документируются для последующей сборки. Вытеснение масел и рабочих жидкостей осуществляется перед упаковкой в отдельные ёмкости, пломбирование выполняется с применением одноразовых бирок. Маркировка груза выполняется шифром заказа и указанием центра тяжести. Транспортировка производится при наличии страховочного расчёта и упаковочного паспорта.
Разборка узлов двигателя
Демонтаж узлов производится поэтапно. Маркировка деталей выполняеться. Фиксация болтов и совокупность операций документируются в журнале.
Последовательность разборочных операций
Определение состояния узлов двигателя производится по результатам визуального осмотра и диагностических данных. Демонтаж навесных агрегатов выполняется поэтапно: снятие впускной системы, выпускного коллектора и турбокомпрессоров. Слив жидкостей и обеззараживание рабочего пространства производится перед дальнейшими работами. Усиленные фиксаторы крепежа подлежат маркировке и упаковке для последующей идентификации. Снятие головки блока цилиндров производится при зафиксированных метках фаз газораспределения. Сцепление и маховик подлежат демонтажу при наличии доступа. Сборочные единицы двигателя разделяются на блок цилиндров, коленчатый вал с шатунными группами, распредвалы и приводы газораспределения. Поршневые группы извлекаются после удаления крышек шатунов. Кривошип и коренные опоры подлежат маркировке для контроля взаимного расположения. Коробки распределительного механизма демонтируются совместно с приводными элементами. Все снятые детали подлежат промывке, подсушиванию и предварительной дефектовке. Документирование каждого этапа производится с фиксацией номеров деталей, величин затяжек и обнаруженных дефектов.
Дефектовка деталей
Оценка износа деталей проводится по измерениям. Физические дефекты фиксируются. Подтверждение пригодности или списания заводится в акте.

Шлифовка коленчатого вала и расточка цилиндров
Шлифовка коленвала и расточка цилиндров выполняются по контрольным размерам. Быть соблюдены допуски, отмечены зоны износа, оформлены протоколы.
Технические параметры обработки
Шлифовка коленчатого вала производится с контрольной чистотой поверхности 0,4–0,8 мкм. Радиальное биение шейки после обработки ограничивается 0,005 мм. Конусность шейки допускается до 0,01 мм на длине опорного участка. Твердость поверхности шейки должна соответствовать значению HRC 58–62 после поверхностного упрочнения при необходимости. Расточка цилиндров выполняется по фасонной схеме с шагом подачи 0,02–0,05 мм на проход. Допуск диаметра цилиндра после расточки указывается в документации двигателя; контроль замеров производится микрометром и нутромером.
Контроль круглости цилиндров предусматривается отклонение не более 0,03 мм. Чистота поверхности боковой стенки цилиндра после расточки должна составлять 0,8–1,6 мкм. Радиальные перекосы допускаются не более 0,02 мм относительно оси блока. Термическая обработка деталей проводится в соответствии с технологическими картами, выдержка при температуре и время указываются в эксплуатационной документации.
Замена поршней, колец и вкладышей
Замена производится по результатам дефектовки. Подбор размеров по допускам. Установить поршни, кольца, вкладыши с контролем зазоров.
Подбор размеров и контроль зазоров
Подбор поршневых колец и вкладышей выполняется по измеренным диаметрам цилиндров и шейк коленвала. Измерение диаметров цилиндров производится микрометром и нутромером, фиксация значений в паспорте работ. Подбор комплекта поршней производится по суммарному износу цилиндров с учётом допусков производителя. Контроль зазоров поршней по направляющим и зазоров в маслосъёмных кольцах осуществляется щупом и калиброванными комплектами. Зазоры шатунных вкладышей и коренных контрольных элементов измеряются пластинчатыми щупами и индикатором часового типа. Результаты сверки оформляются протоколом; при несоответствии параметров производится подбор ремонтных размеров или замена деталей; при совпадении параметров производится подготовка к сборке.
Ремонт или замена головки блока цилиндров
Осмотр ГБЦ выполнен. Проверка плоскостей произведена. Герметичность каналов исследована. Ремонтные размеры фиксированы в акте.
Проверка плоскостей и герметичности каналов
Проведение контроля плоскостей головки блока цилиндров и блока двигателя с использованием измерительных плит и индикаторов. Отклонения плоскостности фиксируются в миллиметрах; пределы соответствуют заводским допускам. Испытание герметичности охлаждающих и масляных каналов производится методом вакуумного опрессовывания и гидравлического участка. Утечки фиксируются по падению давления и визуальной фиксации следов охлаждающей жидкости или масла. Наличие трещин и пор начинается с дефектоскопии магнитопорошкового и окрашенного проникающим красителем контроля. Результаты документируются. При превышении допустимых величин плоскость подлежит шлифовке; каналы подлежат восстановлению или замене компонентов. Заполнение актов производится с указанием выявленных параметров и рекомендуемых ремонтных операций.
Сборка двигателя
Сборка производится по регламенту. Контроль моментов затяжки и последовательности. Допуски соблюдаются. Испытания стендовые предусмотрены.
Контроль моментов затяжки и последовательность операций
Фиксация порядка затяжки выполняется по этапам. Первичный этап включает очистку резьбовых соединений и нанесение смазки на резьбу, если это предусмотрено техкарточкой. Моменты затяжки указываются в спецификации блока и должны быть использованы в последовательности от центра к краям крышки. Предварительная затяжка производится равномерно с моментом, уменьшенным по сравнению с рабочим значением. Последующая окончательная затяжка выполняется в один или два этапа с контролем доворота в градусах, если это указано в технической документации.
Контроль момента производится динамометрическим ключом с калибровкой. Протокол измерений заполняется на каждом этапе. Фиксация и маркировка болтов производится для исключения повторного применения после пластической деформации. Регистрация значений выполняется в форме серийных записей в акте работ.

Обкатка и контрольные испытания
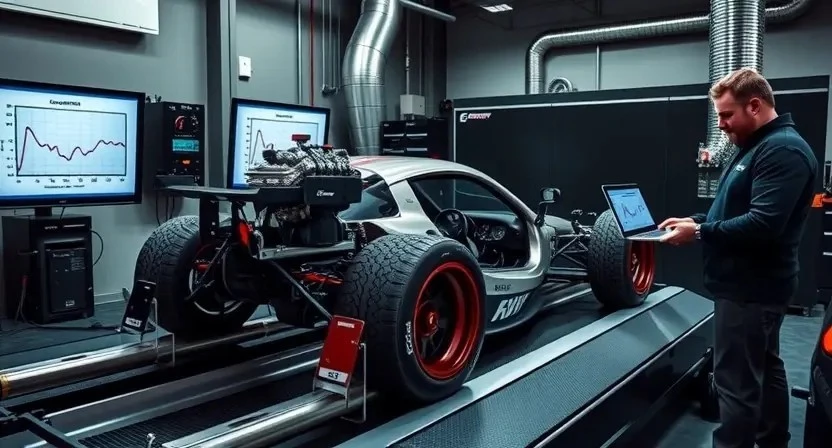
Обкатка производится в два этапа: холостой ход с контролем давления масла и последующая нагрузочная проверка с измерением температур и утечек.
Режимы обкатки и проверочные замеры
Обкатка двигателя выполняется в несколько этапов с контролем рабочих параметров. На первом этапе запуск на холостом ходу до стабильных оборотов. Плавное увеличение нагрузки при градации оборотов с фиксированием показаний давления масла и температурного режима.
Второй этап предусматривает выдержку при средних нагрузках с периодическими снятиями замеров компрессии и расхода топлива. Регистрация параметров производится через диагностический интерфейс с протоколированием.
Заключительный этап включает контроль динамических показателей при нагрузочных тестах на стенде, с последующей сверкой с эталонными значениями и оформлением акта замеров.