
Оказание услуги по ремонту двигателя Hyundai Elantra N 2․0 Turbo 276 л․с․ (2021–н․в․)․ Перечень работ: диагностика, оценка состояния, ремонт․
Цель и область применения услуги
Целью оказания услуги является восстановление работоспособности двигателя Hyundai Elantra N 2․0 Turbo 276 л․с․ (2021–н․в․) до заводских параметров и подтверждение эксплуатационной пригодности․ Область применения охватывает проведение диагностики состояния агрегата, измерение компрессии и давления масла, оценку необходимости демонтажа, выполнение снятия и разборки, дефектовку компонентов с контролем износа, проведение шлифовки коленчатого вала и расточки блока с выдерживанием технологических допусков, подбор и замещение поршней, колец и вкладышей по размерам, ремонт или замещение головки блока цилиндров включая притирку клапанов и замену направляющих, последующую сборку с применением технологической карты и контрольных моментов, обкатку и настройку двигателя для достижения стабильных рабочих характеристик и подтверждения соответствия параметров паспортным значениям․
Описание объекта работ
Двигатель Hyundai Elantra N 2․0 Turbo 276 л․с․ 2021–н․в․ Конструкция: алюминиевый блок, турбонаддув, цепной привод ГРМ, многоступенчатый впрыск топлива․
Технические характеристики двигателя
Тип двигателя: бензиновый с турбонаддувом․ Объём рабочий: 2․0 л․ Мощность заявленная: 276 л․с․ Частота вращения при максимальной мощности указана производителем․ Конфигурация цилиндров: рядная четверка․ Система питания: непосредственный впрыск топлива․ Турбокомпрессор: однотурбинный с интеркулером․ Наддув управляется электронным актуатором․ Системы фаз газораспределения: регулировка фаз на впуске и выпуске․ Материал блока цилиндров: чугунный или алюминиевый в зависимости от исполнения․ Ход поршня и диаметр цилиндра задокументированы в сервисной документации․ Компрессия в норме варьируется по спецификации․ Рабочие зазоры и допуски шатунных вкладышей указаны в спецификации․ Масляная система: давление топлива и масла контролируется датчиками․ Система охлаждения: внешняя помпа с термостатом и радиатором, предусмотрено давление в рубашке охлаждения согласно эталонным значениям․
Предварительная подготовка
Подготовка рабочей зоны: освободить поверхность, обеспечить освещение и электропитание, подготовить защитные экраны и емкости для жидкостей․
Оборудование и инструменты
Перечисление специализированного оборудования для выполнения комплекса работ по двигателю Hyundai Elantra N 2․0 Turbo 276 л․с․ (2021–н․в․)․ Станок для шлифовки коленчатого вала и балансировки․ Расточный станок с цифровым управлением для блока цилиндров․ Пресс гидравлический с набором оправок для снятия и запрессовки вкладышей․ Компрессометр с адаптерами для конкретных свечных колодцев․ Манометр для измерения давления масла с высокоточным преобразователем․ Стенд для испытаний головки блока цилиндров с подачей воды и давлением до 3 бар․ Набор динамометрических ключей с калибровкой в пределах 2 процентов․ Микрометры и плоскопараллельные щупы для контроля износа․ Толщиномеры и индикаторы часового типа для контроля биения․ Комплект съемников и фиксаторов для распредвалов, фазораспределительных механизмов и турбокомпрессора․ Компрессор для продувки каналов и удаления загрязнений․ Электронный сканер с поддержкой протоколов Hyundai для чтения кодов и параметров в реальном времени․ Стандартные слесарные инструменты в наборе с трещотками и ключами с шаговой метрической сеткой․ Защитное оборудование: перчатки, очки, маски, контейнеры для агрессивных жидкостей․

Организация рабочего места
Организация рабочего места производится для ремонта двигателя․ Зона измерений разграничена․ Освещение и вытяжка обеспечены․ Инструменты рассортированы․
Обеспечение безопасности и очистка
Организация рабочего места для ремонта двигателя Hyundai Elantra N 2․0 Turbo 276 л․с․ (2021–н․в․)․ Пространство расчистить от посторонних предметов․ Пол обеспечить антискользящим покрытием․ Электропроводку обесточить путем отключения аккумулятора и изоляции разъемов․ Присутствие огнетушителя в зоне работ предусмотреть․ Утилизация рабочих жидкостей организовать с применением емкостей с пломбами и этикетками․ Перемещение агрегата производить с использованием траверсы и грузоподъемного оборудования с маркировкой грузоподъемности; Защитные экраны установить для предотвращения попадания частицы в область дыхания․ Рабочие поверхности обезжирить специализированными средствами перед началом разборки․ Контейнеры для крепежа маркировать по этапам демонтажа․ Вентиляция обеспечить приточно-вытяжной системой с фильтрацией․ Освещение выполнить точечными светильниками для исключения теней․
Диагностика состояния двигателя
Визуальный осмотр корпуса и навесного оборудования; Регистрация дефектов․ Фиксация утечек․ Замер параметров проводится специализированным оборудованием․
Визуальный осмотр и регистрация повреждений
Осмотр корпуса и навесного оборудования двигателя проводится с целью выявления внешних дефектов, утечек и механических повреждений․ Покрытия проверяются на трещины и коррозию․ Соединения осматриваются на наличие деформаций и ослабления крепежа․ Проводится фиксация следов перегрева и изменения цвета металла․ Патрубки оцениваются на уплотняющие поверхности и трещиноватость․ Кабели и разъемы подлежат осмотру на наличие обрывов и окисления контактных деталей․ Масляные каналы и фильтрующие элементы проверяются на засорение и механические включения․ На блоке цилиндров регистрируются следы износа и задиров․ Все выявленные дефекты подлежат документированию с указанием места, характера и предполагаемой причины․ Фотофиксация производится с привязкой к узлам․
Электронная диагностика
Считывание кодов выполняется специализированным сканером․ Анализ параметров проводился по живым данным ЭБУ․ Протокол формирования сохранён․
Считывание кодов и анализ параметров
Считывание диагностических кодов выполняется с использованием специализированного сканера, совместимого с протоколами Hyundai․ Коды неисправностей регистрируются в отчете в цифровом и текстовом формате․ Параметры работы двигателя считываются через интерфейс OBD-II в реальном времени с фиксацией оборотов, давления наддува, температуры охлаждающей жидкости и сигналов датчиков фаз․ Данные логируются для последующего анализа․ Анализ параметров включает сопоставление полученных значений с заводскими диапазонами и выявление отклонений․ Выявленные коды классифицируются по приоритету влияния на работу агрегата․ Результат оформляется в протоколе с указанием кода, параметра и интерпретации․

Измерение компрессии
Измерение компрессии производится по цилиндрам при прогретом двигателе․ Приведение коленвала в положение ВМТ исключается․
Порядок выполнения и нормативы
Определение последовательности работ по измерению компрессии и давления масла․ Составление перечня операций и контрольных точек в документе․ Измерение компрессии производится при температуре агрегата 60–80°C․ Применение манометра с диапазоном до 3000 кПа․ Регистрация значений по цилиндрам в журнале․ Допуск расхождения по компрессии между цилиндрами не более 10% относительного значения․ Измерение давления масла производится при холостом ходе и 3000 об/мин․ Допустимые значения: холостой ход 200–400 кПа, 3000 об/мин 300–600 кПа․
Оформление результатов испытаний в акте․ Протоколирование показателей с указанием метода измерения, использованного оборудования и даты выполнения․
Измерение давления масла
Измерение давления проводится специализированным манометром через штуцер масляной магистрали․ Фиксация значений при холодном и прогретом двигателе․
Порядок выполнения и интерпретация результатов
Измерение компрессии выполняется при рабочем температурном режиме двигателя с использованием манометра, подключаемого к каждому цилиндру поочередно․ Запись значений производится в табличной форме с указанием цилиндра и значения в бар или кгс/см²․ Сравнение производится по отношению к заводским значениям и по разбросу между цилиндрами․ Отклонение более допустимого допуска указывает на износ поршневой группы, неплотность клапанов или повреждение прокладки головки блока․ В случае низких значений требуется дальнейшая проверка герметичности методом мыльной эмульсии или компрессометра с продувкой․

Оценка необходимости демонтажа
Определение демонтажа производится по результатам диагностики: повышение расхода, снижение компрессии, нестабильное давление масла, механические повреждения․
Критерии принятия решения
Оценка целесообразности ремонта проводится на основании документов и измерений․ Протоколы измерения компрессии и давления масла сопоставляются с нормативами производителя․ При выявлении превышения износа поршневой группы за пределы ремонтных размеров назначается замена поршней и колец․ При износе распределительного вала или шеек коленвала, превышающем пределы восстановления, назначается шлифовка или замена․ При деформации или трещинах головки блока цилиндров выполняется дефектовка плоскости и замена направляющих клапанов при износе, превышающем допустимые значения․ Решение о демонтаже двигателя принимается при совокупности результатов диагностики, подтверждающих необходимость внутренних ремонтов, либо при отсутствии возможности восстановления агрегата в условиях текущего состояния․
Снятие двигателя
Демонтаж мотора осуществляется по этапам․ Отсоединение систем, маркировка жгутов и трубопроводов․ Подвеска двигателя к подъемнику․ Снятие креплений․
Последовательность операций при демонтаже
Открытие рабочего пространства производится освобождением доступа к моторному отсеку․ Отключение электрической сети и снятие аккумуляторной батареи․ Слив эксплуатационных жидкостей выполняется через специальные сливные отверстия; отработанная жидкость утилизируется по нормативам․ Демонтаж облицовочных и вспомогательных узлов производится по установленной очередности с маркировкой соединений․ Отсоединение топливной магистрали и магистралей охлаждения производится с применением уплотнительных элементов․ Снятие воздуховодов и турбонаддува производится с фиксацией патрубков․ Демонтаж газораспределительного механизма с фиксацией фаз и меток․ Отсоединение выхлопной системы от выпускного коллектора и снятие коллектора․ Снятие навесного оборудования и агрегатов выполняется с использованием подъёмного оборудования с грузоподъёмностью, соответствующей массе узлов․ Снятие двигателя производится с применением траверсы и моторной тележки с последующей установкой на монтажную раму для разборки; Маркировка каждой детали и узла выполняется в процессе демонтажа для обеспечения последующей сборки․
Разборка агрегата
Разборка проводится по этапам․ Маркировка деталей выполняется․ Крепеж демонтирован․ Компоненты разобраны для последующей дефектовки и хранения․
Маркировка, хранение и учет деталей
Маркировка деталей производится с указанием позиции в сборке, номера детали и измеренных параметров из дефектовки․ Идентификация выполняется посредством штрихкода или уникального номера на бирке․ Упаковка мелких элементов выполняется по комплектациям в прозрачные ёмкости с влагопоглотителем․ Хранение крупных узлов организуется на стеллажах с поддонами и фиксацией положения․ Учёт движения деталей ведётся в электронной базе данных с указанием даты поступления и статуса обработки․ Выдача комплектующих сопровождается ведомостью с подписями ответственных лиц и отметкой о целостности упаковки․ Инвентаризация проводится по рабочим партиям и документируется актами․ Контроль чистоты элементов обеспечивается защитными чехлами и индивидуальными контейнерами․
Дефектовка компонентов
Осмотр частей выполнен по регламенту․ Замеры износа зафиксированы․ Решения по восстановлению и замене компонентов задокументированы․
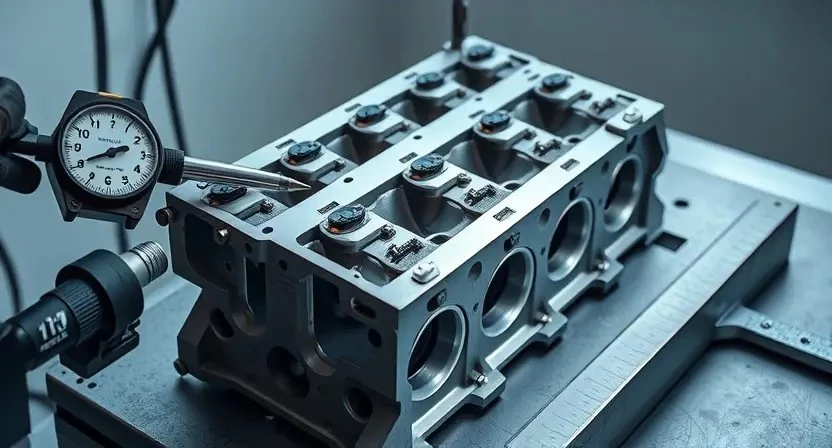
Контрольные замеры и оценка износа
Проведение контрольных замеров производится после разборки и очистки компонентов․ Замер цилиндровых расточек выполняется нутромером и индикатором с фиксацией измерений по диаметру и конусности․ Измерение шатунных и коренных шеек коленвала выполняется микрометром с записью превышений и овальности․ Толщины стенок поршней фиксируются штангенциркулем по заданным участкам․ Шероховатость проточек и направляющих клапанов определяется профилометром․ Замер зазоров вкладышей производится при помощи щупов с регистрацией величин и сравнением с заводскими пределами․
Оценка износа проводится на основании результатов контрольных измерений и технических допусков․ Предельные значения износа прилагаются в ведомости․ Принятие решения о ремонте или замене деталей осуществляется на основе сопоставления измеренных параметров с допусками․ Составление акта дефектовки с перечнем деталей, требующих восстановления или замены, производится документально․ Дополнительно фиксируется необходимость шлифовки и расточки с указанием размеров обработки․
Шлифовка коленчатого вала и расточка блока
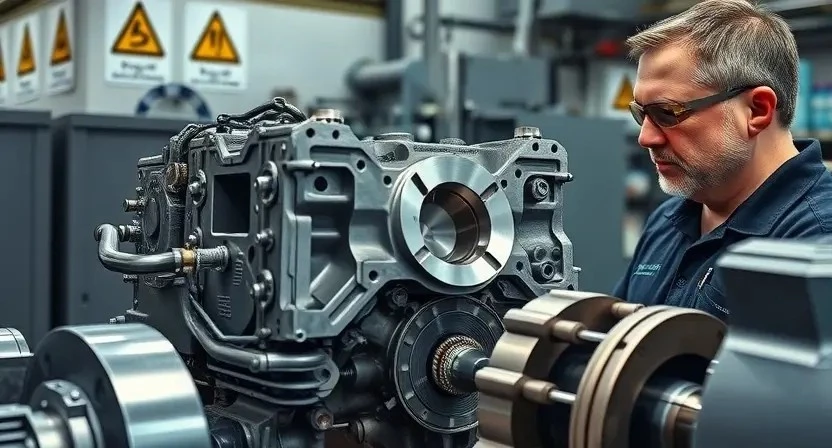
Шлифовка вала производится по размерам ремонтных шеек․ Расточка блока выполняется с контролем биения и допусков ремонтных размеров․
Технологические параметры и допуски
Приведены основные величины и предельные отклонения, применимые при обработке коленчатого вала, цилиндрового блока и сопрягаемых деталей․ Геометрия основных поверхностей указана с допусками, установленными изготовителем: диаметр цилиндров, номинал 86,0 мм, допуск на расточку +0,02․;․+0,08 мм; биение плоскости блока при проверке на щупы не более 0,05 мм․ Шероховатость обработанных поверхностей должна соответствовать Ra 0,4 для опор и Ra 1,6 для цилиндров․ Радиусы закруглений канавок уплотнений соответствовать чертежам․ Хонингование при достижении допуска производится с контролем кругового овала․ Допуск посадки вкладышей коренных и шатунных указан в паспорте двигателя: зазор масляный после установки новых вкладышей 0,015․․․0,035 мм․ Допуск торцевого зазора коленвала при измерении щупом не превышать 0,15 мм․ При шлифовке коленчатого вала допускается снятие до 0,5 мм с диаметра шейки с одновременной заменой вкладышей на комплект соответствующего размера․ Контрольный протокол включать измерения по всем перечисленным позициям и подписи исполнителя и руководителя работ․
Замена поршней, колец и вкладышей
Выбор размерных групп по замерам․ Подбор комплектующих по спецификации․ Монтаж с контролем зазоров и цикла при протяжке крепежа․
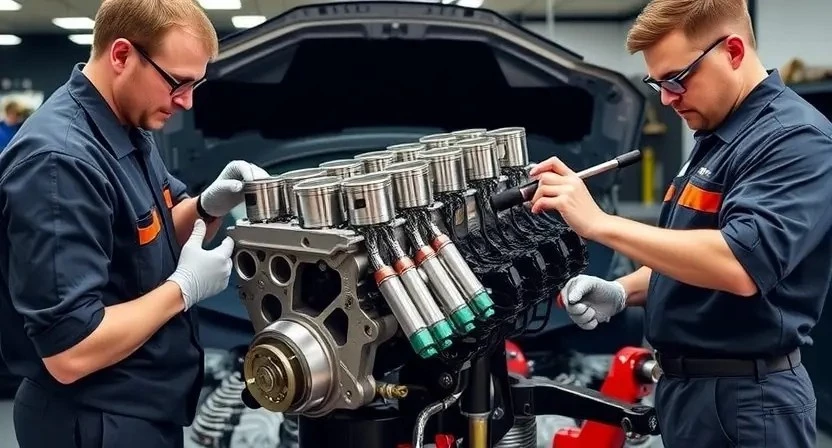
Подбор размеров и монтажные операции
Подбор размеров поршней, колец и вкладышей производится на основании измерений цилиндров, шеек коленчатого вала и масляного зазора вкладышей․ Измерения выполняются штангенциркулем, микрометром и индикатором часового типа; протоколы измерений оформляются․ Подбор размеров фиксируется с указанием допусков и маркировки деталей․ Монтаж вкладышей осуществляется установкой в корпус с контролем торцевых зазоров и натягов посадки․ Монтаж поршней и колец производится с учётом осевых и радиальных зазоров․ Контроль моментов затяжки выполняется динамометрическим ключом․ Смазка рабочих поверхностей производится специализированным составом․ Контроль геометрии шатунно-поршневой группы выполняется после сборки․

Ремонт или замена головки блока цилиндров
Проведение дефектовки клапанов и направляющих․ Проверка плоскостности поверхности․ Притирка клапанов при необходимости․ Замена прокладки․
Проверка плоскостности, притирка клапанов и замена направляющих
Проверка плоскостности головки блока цилиндров выполняется с помощью поверочной линейки и щупа․ Замер производится в продольном и поперечном направлениях․ При выявлении биения более заводского допуска выполняется шлифовка плоскости; Притирка клапанов производится для восстановления герметичности седел․ Притирочный инструмент и паста подбираются по твердости материала․ Измерение угла и площади контакта фиксируеться в протоколе․ Замена направляющих клапанов проводится при превышении износа по посадочному диаметру․ Направляющие маркируются, новые детали подгоняются по допуску посадки․ Сборка осуществляется по технологической карте с контролем люфтов и усилий посадки․

Сборка двигателя
Сборка производится по технологической карте․ Контроль моментов затяжки и последовательности соблюдается․ Установление уплотнений, регулировка зазоров, протяжка․
Технологическая карта сборки и контроль моментов
Составление технологической карты сборки двигателя Hyundai Elantra N 2․0 Turbo 276 л․с․ (2021–н․в․) выполнено с указанием последовательности операций, инструментов и величин контролируемых моментов․ Этапы разбиты по подсборкам: блок цилиндров с коленчатым валом, шатунно-поршневая группа, головка блока цилиндров, газораспределительный механизм․ Для каждой операции приведены допуски, крутящие моменты, порядок затяжки и требования к моменту окончательной фиксации․ Указания по применению резьбовых фиксантов и смазочных материалов включены в карту․ Контроль моментов осуществляется динамометрическим ключом с поверкой до гарантированной погрешности․ Фиксация параметров производится в акте сборки с указанием серийных номеров деталей и результатов измерений․
Обкатка и настройка после ремонта
Обкатка производится в три этапа: прогрев, нагрузочная эксплуатация, контроль параметров․ Настройка ECU выполняется по паспорту двигателя․
Программа обкатки, измерения после выхода и заключительная проверка
Программа обкатки двигателя Hyundai Elantra N 2․0 Turbo 276 л․с․ включает поэтапное увеличение нагрузки и режима оборотов․ Первые 200 км пробега выполняется щадящий режим с ограничением максимальных оборотов и плавным разгоном․ Далее проводится серия коротких интервалов с различной нагрузкой для формирования приработки поршневой группы и колец; После завершения обкатки выполняется замер компрессии и измерение давления масла на холодном и рабочем режимах․ Сравнение полученных значений с нормативными данными производится для оценки герметичности цилиндропоршневой группы и работоспособности масляной системы․ Выявленные отклонения фиксируются в отчёте․ Корректировка регулировок производится при необходимости․ Заключительная проверка включает контроль утечек, проверку натяжения приводных ремней и соответствие параметров электросистемы нормам производителя․