

Обслуживание двигателя Jaguar E-Pace 2.0 Turbo 300 л.с. (2017–н.в.) описано как перечень работ и процедур.
Идентификация автомобиля и двигателя
Идентификационные номера кузова и мотора фиксируются в документации; модель и год выпуска указываются отдельно.
Маркировка модели и модельный ряд
Идентификация модели производится по VIN и заводским шильдам. Обозначение кузова E-Pace фиксируется в документации. Серийный номер двигателя указывается на блоке цилиндров и на картере маховика. Тип двигателя 2.0 Turbo 300 л.с. указывается в техпаспорте и на бирке силового агрегата. Модельный ряд 2017–н.в. учитывается при подборе деталей. Версии с турбонаддувом и системой впрыска регистрируются отдельно. Ведомость деталей соответствует изготовителю.
Идентификационные данные двигателя 2.0 Turbo 300 л.с.
Идентификационные параметры двигателя зафиксированы в маркировочных пластинах и электронном блоке управления. Серийный номер указывается на правой опоре блока цилиндров. Код модели и калибровка турбонаддува доступна в памяти ЭБУ. Рабочий объем 1997 см3. Номинальная мощность 300 л.с. при указанной частоте вращения. Крутящий момент обозначен в техпаспорте автомобиля. Тип впрыска электронный, давление наддува указано в технической документации.
Перечень услуг и объем работ
Перечисление работ: диагностика, оценка состояния, снятие двигателя, разборка, дефектовка и смежные операции.
Диагностика и оценка состояния
Визуальный осмотр двигателя выполнен с фиксацией коррозии, масляных подтеков, механических повреждений. Инструментальная диагностика проведена посредством сканера OBD и анализатора сигналов управления турбонаддувом. Измерение компрессии назначено как этап оценки герметичности камер сгорания. Контроль давления масла запланирован для оценки масляной системы. Снятие узлов рекомендовано при выявлении критических отклонений. Результаты оформлены в отчётную документацию.
Капитальный ремонт: снятие, разборка, дефектовка, шлифовка, расточка
Снятие двигателя производится согласно регламенту производителя. Демонтаж агрегатов выполняется по последовательности с маркировкой креплений и магистралей. Разборка узлов производится на стенде с контролем чистоты рабочей зоны. Дефектовка проводится с фиксацией размеров и дефектов в отчётной ведомости. Шлифовка коленвала выполняется с контролем овальности и биения. Расточка блока цилиндров выполняется с выдержкой технологических допусков.
Предварительная диагностика
Визуальная инспекция выявляет утечки, повреждения креплений, коррозию. Электросистема подвергается сканированию.
Инструментальная проверка электронных систем двигателя
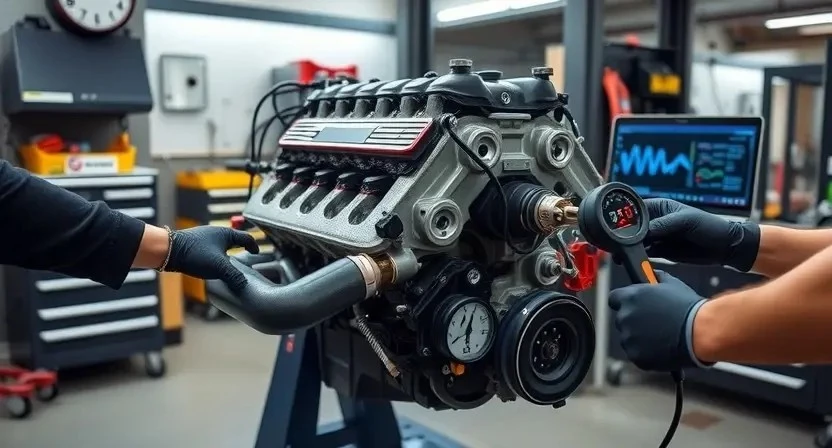
Подключение диагностического сканера к OBD-разъему выполняется с целью считывания кодов неисправностей и параметров в реальном времени. Считывание журналов системы управления двигателем выполняется перед запуском горячего мотора. Регистрация ошибок управления турбонаддувом, системой впрыска топлива и системой фаз газораспределения производится отдельными протоколами. Снятие параметров датчиков давления и температуры производится с фиксацией графиков. Анализ логов проводится с определением критических отклонений.
Визуальная инспекция и обнаружение дефектов
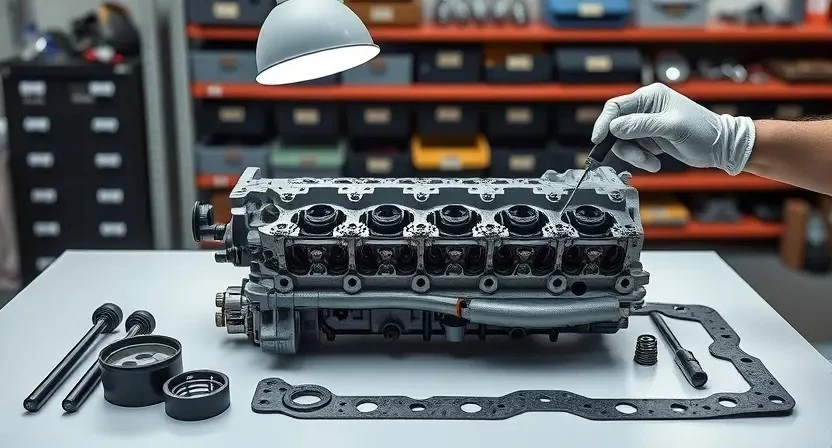
Визуальная инспекция двигателя 2.0 Turbo 300 л.с. проводится с целью выявления наружных признаков повреждений и признаков утечек. Осмотр проводится на снятом или установленном агрегате с использованием осветительных приборов и увеличительных инструментов. Фиксация обнаруженных дефектов выполняется в отчетной форме с фотографиями и привязкой к узлам.
Осмотр блока цилиндров включает проверку трещин, выкрашивания поверхности и следов коррозии. Инспекция ГБЦ направлена на обнаружение следов перегрева, сколов седел клапанов и деформации плоскости. Визуальная оценка поршней и стенок цилиндров выявляет задиры, нагарные отложения и механические повреждения. Обнаруженные дефекты классифицируются по степени: ремонтопригодные, требующие восстановления, подлежащие замене. Документирование выполняется с указанием кода дефекта, предложенного метода восстановления и предварительной оценки трудоемкости.

Измерение компрессии
Подготовка двигателя к замеру проводится через отключение форсунок и снятие свечей зажигания.
Подготовка к измерению компрессии
Подготовка выполняется для получения корректных показаний компрессии цилиндров. Снять катушки зажигания и свечи, обеспечить доступ к свечным каналам. Отключение топливной системы производится путем запирания подачи топлива или снятия предохранителей топливного насоса. Подключение манометра к свечному отверстию выполняется с использованием переходников, совместимых с резьбой двигателя. Запуск двигателя во время измерений исключается; проворачивание коленвала осуществляется стартером при отключенной системе подачи топлива. Температура двигателя должна быть близка к эксплуатационной для получения сопоставимых значений.
Порядок выполнения замеров и интерпретация результатов
Подготовка к измерениям компрессии включает снятие форсунок, отключение системы зажигания и обеспечение доступа к каждому цилиндру. Измерение проводится манометрическим способом при проворачивании коленвала стартером до устоявшегося показателя. Запись результатов по цилиндрам производится в таблицу. Сопоставление показателей с нормативами производится по технической документации. Отклонение более 15% от среднего значения рассматривается как признак износа.

Измерение давления масла
Подключение манометра к масляной магистрали. Измерение при холодном и рабочем режимах. Сравнение с нормативом.
Подготовка для контроля давления масла
Организация рабочего места. Освобождение доступа к масляной магистрали и фильтру. Отключение аккумуляторной батареи выполняется для исключения подачи питания на электросистемы. Демонтаж защитных кожухов и салонных панелей производится при необходимости. Слив масла в чистую емкость. Подбор манометра с рабочим диапазоном, соответствующим техническим характеристикам двигателя. Установка переходников и прокладок герметизации. Прогрев мотора до рабочей температуры. Визуальная фиксация утечек перед подключением приборов.
Методика измерения и нормативные значения
Подготовка системы маслопитания и прогрев до рабочей температуры производится перед измерением давления масла. Подключение манометра производится к штатному штуцеру или через адаптер в масляной магистрали. Измерение выполняется при холостом ходе и при 3000 об/мин. Нормативные значения: при холостом ходе 0,9-1,5 бар; при 3000 об/мин 3,0-4,5 бар. Зафиксировать показания и сопоставить с паспортными допусками.

Снятие двигателя
Подготовка автомобиля к демонтажу произведена: отсоединение АКБ, слив рабочих жидкостей, маркировка жгутов и патрубков.
Подготовительные операции перед демонтажем
Ограничение доступа к рабочей зоне устанавливается. Электросистема отключается от аккумулятора и фиксируется положение замков. Слив моторного масла производится в подготовленную емкость с последующей утилизацией по нормам. Охлаждающая жидкость удаляется с применением изолированных соединений и фильтров. Система питания депрессуризуется через сливные линии. Подкапотное пространство маркируется для исключения ошибок при сборке. Крепежные элементы классифицируются и комплектуются по группам. Опресовка топливной магистрали исключается.
Последовательность снятия агрегатов
Электропитание отсоединяется. Охлаждающая система опорожняется. Топливная магистраль депрессуризуется. Воздушный фильтр и впускная система демонтируются для доступа. Выпускная коллекция отделяется от ГБЦ. Приводные ремни и шкивы снимаются. Сцепление деталей растормаживается при необходимости. Подвесные опоры двигателя освобождаются. Топливная аппаратура фиксируется в безопасном положении. Электрические разъемы маркируются и отсоединяются. Двигатель поддерживается подъемным приспособлением перед снятием.
Разборка и дефектовка
Разборка узлов выполнена. Детали промаркированы. Дефектовка проведена с фиксацией износа и трещин.
Разборка узлов и групп деталей
Демонтаж агрегатов выполняется по очередности: навесные узлы, системы подачи воздуха и охлаждения, агрегаты привода. Разборочные операции документируются. Детали группируются по функциональным признакам и маркируются с указанием места установки. Соединения крепежа разбираются с контролем состояния резьб и шайб. Компоненты, подлежащие замене, вычленяются и подлежат учёту в дефектовочной ведомости. Операции фиксируются фотографиями и замерами.
Документация дефектов и классификация повреждений
Визуальная фиксация повреждений выполняется с фотографированием каждого дефекта. Описание составляется в табличной форме с указанием позиции детали, характера дефекта и степени износа. Классификация проводится по четырем категориям: подлежит замене, подлежит восстановлению, допускается эксплуатация, подлежит дополнительной диагностике. Для каждой позиции указывается измеренный параметр, допуск и принятые меры. Протокол подписывается ответственным лицом и хранится в электронной базе.
Шлифовка и расточка
Шлифование коленчатого вала выполняется на балансировочном станке с контролем биения и шероховатости.
Шлифование коленчатого вала и контроль геометрии
Подготовка вала к обработке включает измерение основных диаметров и проверку биения. Контроль выполняется индикатором часового типа и микрометром по опоре. Шлифование производится на специализированном станке с применением абразивных кругов, соответствующих материалу вала. Обработка проводится с записью глубины снятия металла по шейкам. После шлифовки производится балансировка ротора и повторная проверка геометрии вала.
Расточка блока цилиндров и допуски после обработки
Расточка блока цилиндров производится на специализированном станке с использованием оправок по базовым отверстиям. Контроль диаметра цилиндров осуществляется микрометром и индукционным датчиком. Предельный износ фиксируется как превышение номинала на 0,25 мм. При обработке устанавливается чистота поверхности Ra не более 0,8 мкм. После расточки выполняется хонинговка для восстановления цилиндрической формы и параллельности. Фиксирование параметров в акте выполненных работ.
Замена деталей и комплектующих
Замена поршней, колец, вкладышей и головки блока выполняется комплектно с протоколом контроля деталей.
Поршни, поршневые кольца, вкладыши шатунов и коренные
Описание работ направлено на восстановление узла поршней без затрагивания других систем. Демонтаж узла выполняется после предварительной дефектовки и промаркировки шейк и поршневых комплектов. Замена поршней предусматривает подбор диаметра по расточке цилиндров и контроль за зазором между поршнем и стенкой. Установка новых поршневых колец производится с соблюдением периферийных зазоров в канавках. Вкладыши шатунов и коренные подлежат замене при превышении износа по локальным размерам. Притирка колец исключается; выполняется калибровочная притирка седел при необходимости. Контроль размеров фиксируется в отчетной документации.
Головка блока цилиндров: замена, восстановление седел и направляющих
Оценка состояния головки блока цилиндров производится по результатам дефектовки после демонтажа. Измерение плоскостности поверхности приваривается к процедурам контроля геометрии; при превышении нормативов планирование ремонта производится по варианту замены или фрезеровки. Седла клапанов подлежат восстановлению при износе, раковинах или деформации; восстановление включает притирку, наплавку с последующей обработкой или установку сменных вставок. Направляющие клапанов подлежат замене при люфте, износе внутреннего канала или повреждении торца; возможно применение ремонтных направляющих с контрольным допуском. Герметичность седел проверяется методом опрессовки и по допускаемому уплотнению при статическом испытании. Фрезеровка и шлифовка головки выполняются с контролем толщины стенки и межопорного расстояния; допуски после обработки фиксируются в отчетной документации. Контроль посадки клапанов производится с использованием калиброванных инструментов и измерением угловой поверхности. Восстановление направляющих сопряжено с обязательной заменой уплотнительных элементов и направляющих втулок при радиальном износе.
Сборка двигателя
Сборка производится по этапам: установка коленвала, шатунов, поршней с кольцами, ГБЦ в соответствии с моментами.
Сборка узлов с соблюдением моментных характеристик
Сборка узлов выполняется по регламенту производителя с указанием моментных характеристик для каждого соединения. Болтовые соединения головки блока, шатунов, поддона, крышек распределительных валов подлежат затяжке в несколько этапов с контролем очередности и величин момента. Применение динамометрического ключа обязательно. Допускаемые моменты фиксируются в сопроводительной документации. Контроль нагрузки измерительными приборами проводится после окончательной сборки.
Контроль за установочными зазорами и натягами
Контроль за зазорами и натягами производится в процессе сборки коленчатого вала, шатунов и распределительного вала. Измерения выполняются микрометром, щупами и динамометрическим ключом. Значения сравниваются с заводскими допусками для двигателя 2.0 Turbo 300 л.с. Фиксация результатов производится в протоколе. При отклонениях от допусков выполняется подбор вкладышей или расточка под ремонтный размер. Гарантируется соответствие нормативам после регулировки.
Обкатка и первичная эксплуатация после ремонта
Обкатка двигателя проводится по этапам: холостой режим, переменная нагрузка, контроль параметров.
Процедуры обкатки и режимы нагрузки
Обкатка двигателя после капитального ремонта производится в несколько этапов с контролем параметров. Первичная обкатка включает работа на холостом ходе в течение установленного времени для стабилизации смазочной системы. Далее выполняется последовательное увеличение оборотов и нагрузки при ограничении времени работы в диапазонах rpm, исключая долговременное поддержание максимальной мощности. Переход к эксплуатационным нагрузкам выполняется после предварительных контрольных замеров давления масла и компрессии.
Контрольные замеры после обкатки
Фиксация параметров выполняется для подтверждения стабильности работы восстановленного двигателя. Измерение компрессии производится в цилиндрах через свечные каналы с применением манометра, запись результатов в протокол. Замеры давления масла выполняются при холодном и рабочем масле с использованием калиброванного датчика, сравнение с нормативами производителя. Уровень шума и вибрации регистрируется спектрометром. Температурные кривые фиксируются логгером. Коррекция производится по выявленным отклонениям.

Настройка и окончательная проверка
Калибровка ЭБУ производится после сборки. Контроль подачи топлива, давления и параметров холостого хода.
Калибровка систем управления двигателем
Калибровка электронных блоков управления производится после сборки и установки агрегата на стенд. Загрузка фирменного ПО и профильных параметров выполняется через диагностический интерфейс. Параметры впрыска, опережения зажигания, давления наддува и положения дросселя синхронизируются с эталонными таблицами. Калибрование датчиков кислорода и давления масла выполняется с использованием калиброванных эталонов. Завершение процедуры фиксируется в отчётной документации.
Проверка герметичности и рабочих параметров
Контроль герметичности выполняется после сборки и установки двигателя в штатное положение. Давление в системе охлаждения подается посредством диагностического насоса с указанием нормативного значения по спецификации производителя. Утечки в системе охлаждения фиксируются визуально и инструментально с фиксацией координат дефекта в протоколе. Впускная система подвергается контрольной продувке при давлении, указанном в руководстве. Давление масла измеряется при рабочих оборотах и температуре масла в заданном интервале. Показатели сравниваются с нормативами; отклонения сопровождаются регистрацией параметров и предписанием на повторную дефектовку. Герметичность топливной системы оценивается под давлением подачи, с применением манометра и выполнением записи результатов. Испытание на дымность выполняется для выявления неплотностей в системе рециркуляции и выпуске. Испытательные протоколы включают даты, идентификаторы двигателя, значения приборов и выводы по соответствию требованиям.
Документирование работ и гарантийные обязательства
Оформление акта выполненных работ производится с перечнем операций, замен и измерений, срок гарантии указывается.
Оформление отчетной документации по ремонту
Формирование отчета выполняется в структурированном виде. Включение данных о проведенных операциях, замерах и дефектации должно быть выполнено построчно. Указать даты работ, коды операций и примененные комплектующие. Протоколы измерений компрессии и давления масла прилагаться в отведенных полях. Результаты шлифовки и расточки фиксируются с указанием допусков и контрольных размеров. Акт приемки составляется после испытаний и обкатки.
Условия гарантийного обслуживания и ограничения
Гарантийное обслуживание предоставляется на выполненные работы и установленные детали после капитального ремонта двигателя Jaguar E-Pace 2.0 Turbo 300 л.с. Период гарантии указан в договоре. Гарантия распространяется на дефекты изготовления и монтажные ошибки, выявленные в гарантийный период. Гарантия не распространяется на повреждения, возникшие вследствие эксплуатации с несоответствующими расходными материалами, износ при нормальной эксплуатации, аварии, вмешательство третьих лиц.
Возмещение производится при документальном подтверждении дефекта и выполненной дефектовки.

Требования к персоналу и квалификация
Квалификация персонала подтверждена сертификатом уровня производителя. Опыт в ремонте двигателей обязателен.
Необходимые навыки и сертификация специалистов
Квалификация персонала включает профильное образование в области двигателестроения и автомобильной электроники. Сертификация по стандартам производителя подтверждается документально. Навыки измерительных работ обязательны: измерение компрессии, давление масла, контроль геометрии после шлифовки и расточки. Практический опыт по разборке и дефектовке декларируется в трудовой документации. Владение инструментом с поверенными калибрами контролируется журналом учета.
Использование специализированного инструмента и оборудования
Перечень инструментов и станков указан для выполнения операций с двигателем Jaguar E-Pace 2.0 Turbo 300 л.с. Применение стенда для измерения компрессии и адаптации ECU включено. Оборудование для контроля давления масла представлено манометром с набором переходников. Механизация снятия и подъема двигателя обеспечивается гидравлическим подъемником и траверсой. Для разборки и дефектовки предусмотрены пресс, набор оправок и съемников. Для шлифовки и расточки использованы точильный станок и протяжные установки с цифровым управлением. Контроль геометрии выполняется шаблонами и микрометрами.
Требования к качеству и контрольные показатели
Контроль размеров после расточки, допуски вкладышей соответствуют заводским предельным значениям.
Критерии приемки выполненных работ
Контроль окончательной приемки производится по документированным параметрам. Измерение компрессии соответствует нормативным значениям производителя для каждого цилиндра. Давление масла в рабочем режиме находится в пределах заводских допусков при указанных оборотах. Геометрия коленчатого вала соответствует предельным отклонениям после шлифовки. Диаметры цилиндров и биения отвечают допускам после расточки. Зазоры вкладышей и натяги поршневых колец соответствуют нормам. Сборочные моменты затяжки установлены и подтверждены протоколами. Контроль герметичности головки блока подтвержден давлением испытания и отсутствием утечек. Документация по заменённым деталям и использованным материалам оформлена и приложена к отчету.
Контрольные параметры в гарантийный период
Установление контрольных параметров по отремонтированному двигателю выполнено для обеспечения соответствия эксплуатационным показателям. Показатели компрессии фиксируются циклово, допустимые отклонения указаны в сопроводительной таблице. Давление масла регистрируется при холодном и рабочем режимах. Характеристы расхода масла указываются по пробегу в пределах гарантийного интервала. Температурные значения охлаждающей жидкости и масла контролируются в статике и под нагрузкой. Ограничение пробега перед очередной проверкой прописано в регламенте.