
Оказание услуги по ремонту двигателя Kia K5 2․5 Turbo 290 л․с․ (2020–н․в․) включает диагностику, оценку состояния и программу работ․
Область обслуживания и модельный ряд
Обслуживание распространяется на бензиновые моторы 2․5 Turbo 290 л․с․, устанавливаемые на кузовные исполнения Kia K5, выпускаемые с 2020 года по настоящее время․ Охват работ включает диагностику электронных систем, измерение компрессии, измерение давления масла, демонтаж агрегата, разборку, дефектовку, проточку и шлифовку, замену поршней, колец и вкладышей, восстановление головки блока цилиндров, сборку, обкатку и программную адаптацию․ Совместимость проверяется по заводским номерам двигателя и по идентификационному номеру автомобиля․ Ограничения по применению запчастей указываются в сопроводительной документации производителя․ Услуга распространяется на серийные исполнения без модификаций, отличающихся конструктивными изменениями․
Цель услуги
Обеспечение восстановления рабочего ресурса двигателя Kia K5 2․5 Turbo 290 л․с․ через диагностику, оценку, измерения и комплекс ремонтных операций․
Комплекс ремонтных работ и ожидаемый результат
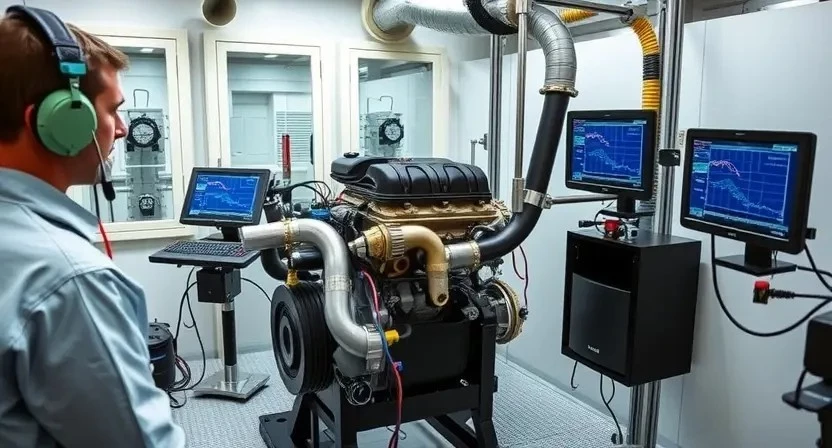
Проведение комплексных работ включает последовательность операционной карты: диагностика электронных модулей, оценка состояния механических элементов, измерение компрессии и давления масла․ Снятие двигателя выполняется с маркировкой и фотодокументацией․ Разборка агрегата проводится по технологической карте с филиграцией креплений и уплотнений․ Дефектовка предполагает фиксацию микроповреждений, трещин и износа с внесением в акт неисправностей․ Шлифовка коленчатого вала и расточка блока выполняются в соответствии с допустимыми параметрами обработки․ Замена поршней, поршневых колец и вкладышей производится по подобранным размерам с контролем зазоров․ Ремонт или замена головки блока включает проверку плоскостности и восстановление седел клапанов․ Сборка двигателя осуществляется с применением моментных значений затяжки и последовательности установки узлов․ Обкатка проводится по регламенту с мониторингом давления масла и анализа выхлопа․ Настройка управляющего программного обеспечения осуществляется с сбросом адаптаций и обучением датчиков․ Окончательная проверка документируется протоколом измерений и рекомендациями по эксплуатации, срок гарантии указывается в отчете․
Предварительная приемка автомобиля
Визуальная регистрация состояния кузова и салона․ Фиксация VIN, пробега и комплектации․ Оформление приёмо-сдаточной ведомости․
Фиксация внешних признаков повреждений и документация
Осмотр кузова и моторного отсека выполняется для выявления механических повреждений, течей и деформаций․ Фиксация производится фотографированием с указанием ракурсов и привязкой к контрольным точкам․ Запись дефектов выполняется в таблице с кодировкой элементов и степенью повреждения по установленной шкале․ Сбор сопроводительных документов включает заказ-наряд, сервисную историю и акты предыдущих вмешательств․ Маркировка визуально повреждённых деталей производится на корпусах с применением стойких маркеров и пломбировочных бирок․ Протокол осмотра формируется в электронном и бумажном вариантах и подписывается уполномоченным лицом․
Диагностика электронных систем двигателя
Считывание кодов ошибок выполняется через OBD-II․ Анализ параметров в реальном времени проводится для оценки работы датчиков и исполнительных механизмов․
Считывание кодов ошибок и анализ параметров в реальном времени
Считывание диагностических кодов выполняется специализированным сканером, совместимым с протоколами Hyundai-Kia․ Снятие кодов проведено перед любыми механическими вмешательствами․ Регистрация кодов осуществлена в формате P0XXX, P2XXX, U0XXX с фиксацией статуса активный/исторический․ Сопутствующие данные сохранены в отчётной форме для последующего сравнения․
Анализ параметров в реальном времени производится через интерфейс OBD-II с выводом потоковых значений: давление наддува, угол опережения впрыска, постоянная топливной коррекции, напряжение датчика массового расхода воздуха, температура охлаждающей жидкости, позиция дросселя, скорость вращения коленвала, искажение работы цилиндров по балансировке․ Регистрация логов создаётся с частотой не менее 10 Гц․ Сопоставление данных с эталонными кривыми оформлено в виде таблицы․ Выявленные отклонения классифицированы по приоритету․ Диагностическая карта внесена в пакет документов․
Визуальная проверка и оценка состояния узлов
Осмотр выпускной системы, подачи масла и охлаждения выполнен․ Фиксация повреждений и следов утечек производится фотопротоколом․
Осмотр выпускной системы, подвода масла, системы охлаждения
Визуальный осмотр выпускной системы выполнен с фиксацией трещин, коррозионных участков и нарушений герметичности․ Соединения фланцев проверены на зазоры․ Пропускные каналы катализатора и глушителя осмотрены на целостность корпуса․ Осмотр подвода масла выполнен с выявлением утечек по маслопроводам, патрубкам и сальникам․ Визуально оценены состояния масляного фильтра и маслозаборника․ Осмотр системы охлаждения произведён с выявлением течей в патрубках радиатора, теплообменнике и корпусе помпы․ Шланги оценены на трещины и уплотнения․ Резервуар охлаждающей жидкости проверен на прозрачность и наличие осадка․ Замеры давления в системе охлаждения произведены через сервисный штуцер․

Измерение компрессии цилиндров
Измерение производится манометрическим прибором через свечные отверстия․ Запись показаний по цилиндрам․ Оценка по нормативным величинам․
Последовательность операций и критерии оценки результатов
Определение исходного состояния производится через измерение компрессии каждого цилиндра и запись показателей в протокол․ Измерение давления масла выполняется при рабочей температуре и фиксируется в журнале․ Снятие двигателя документируется маркировкой и фотосъёмкой узлов перед демонтажем․ Разборка производится по операциям с последовательной дефектовкой деталей и занесением результатов в акт․
Шлифовка и расточка выполняются по размерным картам; допуски обработанных поверхностей фиксируются․ Замена поршней, колец и вкладышей осуществляется при совпадении износа с критерием замены, указанный в технической документации․ Результаты сборки оцениваются по величинам зазоров и моментам затяжки, внесённым в отчёт․ Обкатка проводится при регламентных режимах; контроль герметичности и давления проводится повторно․ По итогам производится сводный протокол с заключением о пригодности двигателя к эксплуатации․

Измерение давления масла в системе
Подключение манометра к масляной магистрали․ Снятие показаний при холодном и рабочем состоянии․ Сравнение с нормативными значениями двигателя․
Места подключения датчиков и нормативные значения
Подключение манометра давления масла производится к штуцеру масляного фильтра через переходник․ Нормативное давление при прогретом двигателе на холостом ходу ⎻ 0,8-1,2 бар, при 3000 об/мин ― 3,0-4,5 бар․ Подключение датчика давления топлива осуществляется к топливной рейке на штуцере высокого давления․ Нормативное рабочее давление в рейке при нагрузке ― 3,5-5,5 МПа․ Подключение датчика компрессии производится в свечное отверстие каждого цилиндра․ Нормативная компрессия для бензинового турбированного агрегата заявлена 10,5-13,5 бар; расхождение более 1,5 бар между цилиндрами признаётся критерием для дефектовки․ Температурные датчики охлаждающей жидкости подключаются к патрубкам корпуса термостата и к головке блока; рабочая температура 85-105 °C при нормальной нагрузке․ Электропитание диагностического интерфейса выполняется через диагностический разъём; считывание параметров производится специальным адаптером․

Принятие решения о дальнейшем объёме работ
Анализ диагностических данных выполнен․ Определение объёма работ производится на основе компрессии, давления масла и дефектовки деталей․
Критерии пригодности двигателя к капитальному ремонту
Оценка пригодности двигателя основана на количественных показателях и результатах измерений, полученных при диагностике и дефектовке․ Компрессия по цилиндрам сравнивается с паспортными значениями и разницей между цилиндрами не более 10% от среднего значения считается допустимой․ Давление масла сравнивается с нормативом производителя при прогретом двигателе и рабочем холостом ходе; отклонение свыше 20% от нормы фиксируется как критический дефект․ Износ стенок цилиндров и поршневых колец измеряется немикрометровыми методами с определением овальности и конусности; превышение предельных размеров по таблице допускается считать основанием для расточки блока․ Повреждения коренных и шатунных шеек оцениваются по величине задиров и микротрещин; наличие дефектов, требующих шлифовки больше допустимого припуска, переводит в категорию замены․ Признаки перегрева фиксируются по деформации головки блока и по изменению геометрии направляющих клапанов; при превышении плоскостности предела ремонт производится заменой или шлифовкой с учетом допустимых снятий․ Наличие металлических частиц в масле и следов гидравлического удара рассматривается как основание для полной разборки и дефектовки с последующей оценкой экономической целесообразности восстановления․ Результаты измерений и дефектовки оформляются протоколом с перечнем найденных дефектов и рекомендацией по объему работ для принятия решения о капитальном ремонте․
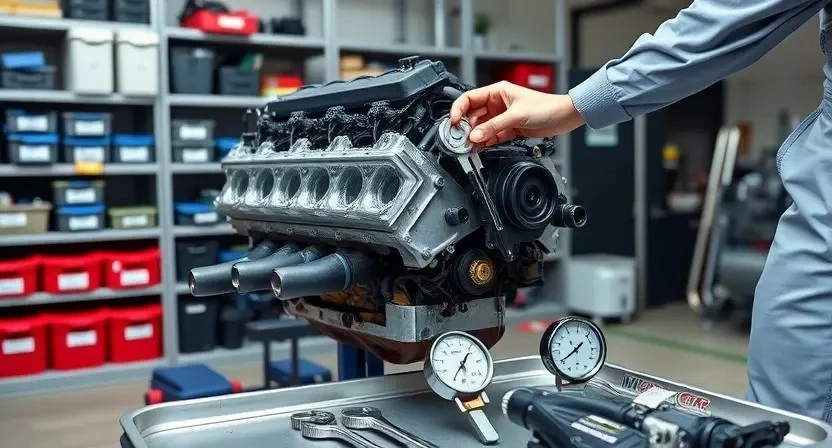
Снятие двигателя и подготовка к разборке
Двигатель демонтирован с маркировкой креплений․ Фотофиксирование выполнено․ Очищение и слив жидкостей произведены перед упаковкой деталей․
Маркировка, фотодокументация и упаковка деталей
Маркировка производится для идентификации деталей после демонтажа․ Пронумеровать компоненты по месту установки и указать сторону установки․ Нанести маркировку стойкими метками, исключающими смывку техническими жидкостями․ Фотодокументация выполняется в формате, обеспечивающем сопоставление с монтажными позициями; фиксировать ракурс, масштаб и ориентацию при каждом кадре․ Изображения сопровождать табличной записью: номер позиции, наименование, состояние поверхности, следы дефектов․ Упаковка деталей организовываться с применением защитных материалов, исключающих контакт металла с абразивными поверхностями․ Мелкие элементы упаковываться в маркированные контейнеры с вкладками, указывающими перечень и количество․ Крупные узлы помещаться на деревянные поддоны или в каркасные емкости, обеспечивающие неподвижность при транспортировке․ Прокладки и уплотнения хранится в отдельных герметичных пакетах с надписями о назначении и материале․
Разборка агрегата и первичная дефектовка
Разборка произведена по этапам․ Детали промаркированы․ Дефектовка включила визуальный осмотр, измерения износа, фиксацию повреждений в отчёте․
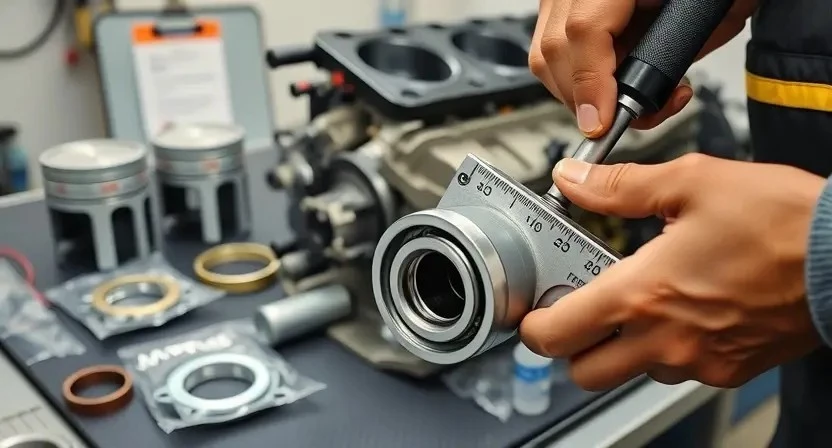
Фиксация повреждений, измерение износа и перечень замен
Фиксация визуальных дефектов выполняется фотографированием и регистрацией в акте дефектовки․ Для сопряжённых деталей проводится измерение линейных параметров микрометром и нутромером․ Измерение биения производится индикатором часового типа на опорах и шеях․ Износ цилиндров фиксируется цилиндромером по двум направлениям․ Измерение зазоров в коренных и шатунных вкладышах выполняется щупами․ Контроль поршневых колец производится щупом по боковому зазору и калиброванными пластинами․ Состояние направляющих клапанов и седел документируется с указанием величин износа․ Результаты заносятся в ведомость дефектовки с кодами деталей․ По итогам дефектовки формируется перечень замен с указанием кодов, размеров и приоритетов замены․ Оценка необходимости восстановления головки блока производится на основании измеренной плоскостности и выявленных трещин; при превышении предельных значений составляется список деталей для полной замены или шлифовки посадочных поверхностей․
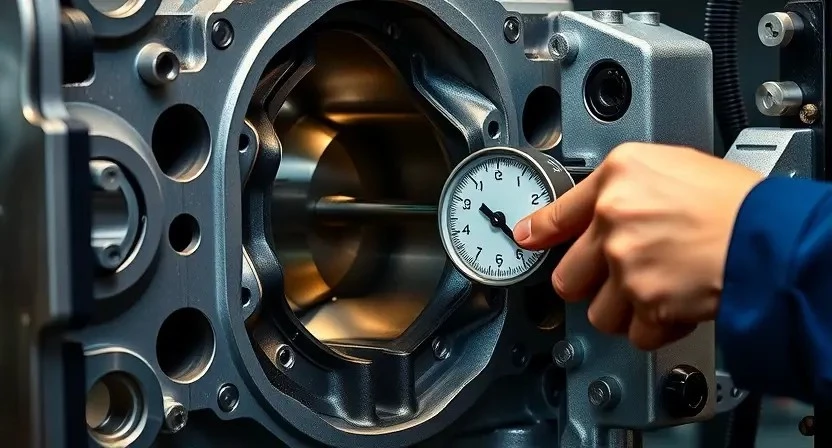
Шлифовка коленчатого вала и расточка блока цилиндров
Шлифовка выполняется по измеренным размерам․ Расточка блока производится с установкой ремонтного размера․ Контроль биения и допусков производится․
Допуски обработки и последовательность операций
Установлены допуски обработки коленчатого вала: овальность шейки не более 0,01 мм, биение диаметра в пределах 0,02 мм․ Расточка цилиндров допускает цилиндричность до 0,015 мм․ Шероховатость рабочих поверхностей после финишной обработки Rа 0,4–0,8 мкм․ Порядок операций определён последовательностью: демонтаж агрегата, промывка блока, замер базовых размеров, сверление направляющих для съёмных втулок при необходимости, черновая расточка, контроль размеров, шлифовка по расчету на переходной посадке, окончательное измерение, полировка․ Смещение допусков при модернизации должно быть зафиксировано в отчёте․
Замена поршней, поршневых колец и вкладышей
Замена производится по результатам дефектовки․ Подбор размеров осуществляется по допускам․ Установка выполняется с контролем зазоров․
Подбор размеров, зазоров и методы установки
Подбор поршней производится по диаметрам цилиндров и номинальным размерам коленвала; сведения берутся из спецификаций производителя․ Подбор поршневых колец осуществляется по внутреннему диаметру цилиндра и высоте канавок․ Подбор вкладышей выполняется по диаметру шатунных шеек и посадочным размерам крышек․
Измерение зазоров проводится микрометром и щупом; фиксирование значений выполняется в журнале работ․ Контроль зазора между поршнем и цилиндром производится в нескольких точках по длине хода․
Установка вкладышей производится на чистые поверхности; смещение и усилие затяжки фиксируются динамометром․ Монтаж колец осуществляется с распределением стыков по окружности для исключения совпадения․ Притирка и проверка уплотнений выполняются по регламенту․ После установки ход деталей проверяется без нагрузки; измерения записываются․

Ремонт или замена головки блока цилиндров (ГБЦ)
Оценка ГБЦ проводится по плоскостности и состоянию седел клапанов․ Ресурсные дефекты фиксируются, трещины выявляются ультразвуком․
Проверка плоскостности, шлифовка посадочных поверхностей и замена седел
Проверка плоскостности головки блока цилиндров производится на плоскопараллельной плите с индикатором часового типа․ Замер выполняется по сетке 4×4 с шагом, обеспечивающим охват рабочей поверхности․ Допуск деформации указан в нормативной документации производителя; при превышении допуска планирование поверхности производится с шагом резания, соответствующим снятию металла до номинального размера․ Шлифовка выполняется специализированным оборудованием с применением паст и дисков, выдержанием микропрофиля и шероховатости по техническим условиям․
Осмотр седел клапанов включает визуальную оценку, измерение прилегания круговым щупом и кольцевой головкой․ Замена седел производится при обнаружении трещин, выгорания или износа за пределами допустимых значений․ Восстановление посадочных поверхностей включает запрессовку новых седел с последующей расточной и притирочной операцией․ Контроль посадки клапанов и углов седла выполняется по калибрам и шаблонам․ Протокол с результатами замеров и перечнем замен оформляется и прикладывается к отчётной документации․
Сборка двигателя и контрольные операции
Сборка производится по технической карте․ Моменты затяжки указаны․ Контроль синхронизации и герметичности проводится после сборки․
Моменты затяжки, последовательность сборки и проверка синхронизации
Моменты затяжки болтов головки блока цилиндров и крышек коренных подшипников указаны в заводской документации и применяются в процессе сборки․ Сильный момент применяется для первичного зачаливания, затем производится последовательное доведение до окончательного момента в несколько этапов с контролем углов поворота․ Последовательность сборки цилиндро-поршневой группы выполняется от блока к головке с установкой крышек в заводской ориентации и нанесением смазки на рабочие поверхности․ Шкивы распредвалов и ременной привод устанавливаются по меткам синхронизации․ Фиксация распредвалов и коленвала осуществляется стопорными приспособлениями для исключения проворачивания․ Регулировка натяжения ремня производится через натяжной механизм с применением динамометра․ Проверка синхронизации производится по положению меток при проворачивании коленвала вручную на два полных оборота коленвала до совпадения меток․ Контроль угловых моментов затяжки записывается в акт сборки․
Обкатка и проверка герметичности после ремонта
Обкатка производится при контроле давления․ Герметичность проверяется по утечкам масла и охлаждающей жидкости, фиксация результатов в протоколе․
Режимы прогрева, контроль давления и анализа выхлопа
Обкатка двигателя ведется в режимах прогрева, согласованных с заводскими параметрами․ Прогрев производить до достижения рабочей температуры охлаждающей жидкости и масла при минимальных оборотах холостого хода․ Переключение режимов нагрузки производить плавно, без резких увеличений частоты вращения․ Контроль давления масла выполняется при холодном и прогретом двигателе с использованием манометра с градуировкой, подключаемого в штатное место датчика давления․ Показатели сопоставляются с нормативными значениями для модели․
Анализ выхлопных газов проводится на холостом ходу и при фиксированной нагрузке․ Замеры содержания кислорода, углеводородов, оксидов азота и углекислого газа проводятся калиброванным газоанализатором․ Полученные данные фиксируются в отчете с указанием режима замера, температуры и давления окружающего воздуха․
Настройка управляющего программного обеспечения и адаптация
Настройка ЭБУ производится после сборки двигателя․ Сброс адаптаций, обучение датчиков и проверка рабочих режимов выполняются последовательно․
Сброс адаптаций, обучение датчиков и проверка работы систем
Сброс адаптаций производится после сборки и перед обкаткой․ Адаптационные параметры ЭБУ обнуляются специальным диагностическим оборудованием по протоколу производителя․ Обучение датчиков выполняется в последовательности: датчик массового расхода воздуха ⎻ датчик расхода топлива ⎻ датчики положения распределительного вала ― датчики кислорода․ Для каждого датчика применяются нормативные параметры, заданные производителем, и контролируемые в реальном времени․ Параметры работы двигателя в режиме холостого хода и нагрузки записываются в журнал․
Калибровка датчиков давления турбины и давления масла проводится с подачей эталонных значений․ Сопротивления и выходные уровни фиксируются․ Вариации сигналов анализируются по графикам и сравниваются с эталонами․ Ошибки и нестабильные значения протоколируются с указанием кода неисправности․ Параметры адаптации сохраняются в памяти ЭБУ․ Завершение процедуры сопровождается отчетом с перечнем выполненных операций, значениями параметров до и после сброса, а также рекомендациями по дальнейшей обкатке и повторной проверке в установленные интервалы времени․
Финальная проверка и оформление отчётной документации
Окончательная проверка проводится, параметры зафиксированы․ Запись измерений, перечень замен и гарантийные условия включены в отчёт․
Запись результатов измерений, рекомендации по эксплуатации и гарантийные условия
Запись результатов измерений производится в структурированном виде: идентификационные данные автомобиля, перечень выполненных операций, показания компрессии для каждого цилиндра, показания давления масла при холостом ходу и под нагрузкой, измеренные зазоры вкладышей и колец, результаты шлифовки коленчатого вала и расточки блока, состояние седел и клапанов ГБЦ, сведения о применённых деталях и допусках․ Формирование отчёта сопровождается цифровыми фотографиями контрольных этапов и сканами протоколов приборов․
Рекомендации по эксплуатации включают режимы обкатки двигателя после капитального ремонта: прогрев до рабочей температуры с заданными оборотами, постепенное увеличение нагрузки в течение регламентированного километра/времени, контроль уровня и состояния моторного масла через заданные интервалы, замена фильтров после первого периода обкатки, применение смазочных материалов с указанными спецификациями․ Информация о допустимых эксплуатационных параметрах вносится в отчёт․
Гарантийные условия отражают объём покрытия: гарантия на выполненные работы и заменённые детали указывается с указанием срока и пробега, условия аннулирования гарантийных обязательств при несоблюдении эксплуатационных правил или при использовании несоответствующих материалов, порядок предъявления претензий, сроки рассмотрения и форма оформления рекламации․ Документ заверяется подписью уполномоченного лица и печатью сервисной организации, копии передаются в комплекте с итоговой документацией․