
Предоставление услуги по ремонту двигателя Koenigsegg Regera 1500 л․с․ включает диагностику, оценку состояния и подготовку к дальнейшим работам․
Описание объекта работ
Объектом работ является бензиновый двигатель внутреннего сгорания с гибридным контуром Koenigsegg Regera 2016–н․в․, номинальная мощность 1500 л․с․, конфигурация V8 с турбонаддувом и интегрированным электроприводом․ Двигатель оснащён алюминиевым блоком, комбинированной системой впрыска топлива и электронным блоком управления специализированной прошивки․ Конструктивные элементы включают поршневую группу с малым весом, кованые компоненты и облегчённые вкладыши коленвала․ Система смазки высокого давления включает масляный насос повышенной производительности и модуль фильтрации с теплообменником․ Система охлаждения представлена радиатором большой площади и отдельным контуром для электромоторов․ Силовой узел интегрирован с трансмиссией с робастным картером․ Диагностика проводится по заводским протоколам с применением специализированного оборудования․
Общие технические характеристики двигателя
Указание рабочего объёма, число цилиндров, конфигурация, степень сжатия, максимальная мощность 1500 л․с․, совмещённый гибридный контур․
Конфигурация и мощностные параметры
Описание конфигурации двигателя выполняется с указанием типа силового агрегата, количества цилиндров и схемы наддува․ Установлена битурбированная компоновка с расположением цилиндров V8․ Электрическая часть гибридной системы представлена тремя электромоторами, интеграция выполнена в трансмиссионный контур․ Номинальная комбинированная мощность зафиксирована на уровне 1500 л․с․ Рабочий объём и степень сжатия указываются по официальным данным производителя․ Максимальный крутящий момент и диапазоны оборотов приводятся в паспортной документации․ Сопряжение элементов охлаждения и смазки описано для оценки тепловых нагрузок․ Испытательные режимы мощности регламентированы стандартами производителя․
Предварительная документация и подготовка стенда
Сбор паспортных данных двигателя и электрической схемы․ Подготовка стенда с возможностью имитации нагрузок и контроля температурных режимов․
Сбор технической информации и требований
Сбор технической информации включает получения заводских спецификаций двигателя Koenigsegg Regera гибрид 1500 л․с․ 2016–н․в․, электросхем и документации на гибридный контур․ Подключение к базе данных производителя для извлечения параметров Евро-стандарта выбросов, крутящего момента и ограничений по ресурсам выполняется в план подготовки работ․ Регистрация версий ЭБУ, прошивок и калибровочных карт производится в наряде․ Сбор сведений о ранее выполненных ремонтах и применённых запчастях оформляется в виде отчетной ведомости․ Указание допусков и предельных износов вносится в техническое задание․ Выдача перечня измерительного оборудования и инструментов оформляется таблицей с номерами серий․
Приёмка автомобиля и регистрация наряда
Фиксация пробега, состояние кузова и моторного отсека в наряде․ Заявленные симптомы внесены․ Окончательная комплектация документов произведена․
Фиксация пробега, состояния узлов и заявленных симптомов
Регистрация пробега производится при приёме автомобиля в сервис․ Пробег фиксируется с использованием бортового журнала и сервисной истории автомобиля․ Состояние наружных элементов фиксируется фотографированием повреждений и снятием измерений люфтов на опорных соединениях; Перечень узлов, подлежащих первичной оценке: топливная аппаратура, система смазки, система охлаждения, электропривод турбин и гибридный модуль․ Описываются звуковые и вибрационные проявления, моменты появления симптомов и рабочие режимы при возникновении․ Фиксация неисправностей в электроконтроллере производится записью кодов и рабочих параметров․ Заполнение наряда включает дату, идентификационный номер шасси, зафиксированный пробег, результаты визуальной проверки и перечень заявленных симптомов․
Диагностика электронных систем и гибридного контура
Сканирование ЭБУ и модулей гибридного контура выполняется․ Снятие кодов ошибок производится, запись параметров работы сохраняется для последующего анализа․
Снятие кодов ошибок и анализ параметров работы ЭБУ
Подключение заводского диагностического интерфейса производится на исходном состоянии электросистемы автомобиля․ Считывание памяти неисправностей ведётся в режиме записи всех доступных кодов․ Сопоставление кодов с таблицами производителя обеспечивает классификацию неисправностей по приоритету․ Снятые параметры рабочей телеметрии фиксируются в журнале с временными метками и условиями запуска․
Сравнение фактических значений с эталонными профилями двигателя Regera производится по каналу CAN․ Выявление отклонений по показателям топливного корректора, фаз газораспределения, температуры охладителя, давления топлива и напряжения батарей вытесняет гипотезы о причинах․ Протокол диагностики содержит перечень кодов, параметры моментной съёмки и рекомендации по дальнейшему инструментальному контролю․
Оценка общего состояния двигателя без демонтажа
Визуальный осмотр выявляет утечки, коррозию и повреждения․ Контроль газообмена и холостого хода проводится для оценки работоспособности агрегата․
Визуальный осмотр, утечки и коррозионные повреждения
Визуальный осмотр двигателя Koenigsegg Regera 1500 л․с․ выполняется с целью выявления внешних дефектов и признаков протечек․ Осмотр охватывает блок цилиндров, головку, коллекторы, масляные магистрали и электрические соединения гибридного контура․ Выявление следов масла, охлаждающей жидкости или топлива фиксируется в акте приёмки с указанием локализации и предполагаемой трассы утечки․ Коррозионные очаги документируются по поверхности, глубина и распространение коррозии оцениваются измерением металла и фотографированием повреждений․ Соединения и хомуты осматриваются на трещины и деформацию․ Уплотнения и прокладки проверяются по признакам потёков и старения․ Рекомендуемая фиксация включает место, характер, предполагаемую причину и приоритет устранения․
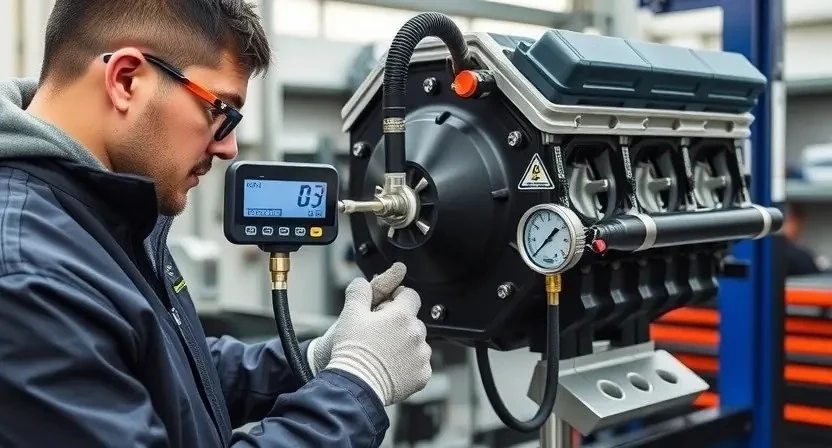
Измерение компрессии цилиндров
Подготовка: снять свечи зажигания, отключить систему впрыска и зажигание․ Измерение выполняется манометром при проворачивании коленвала стартером;
Методика проведения измерений и оценка результатов
Подготовка оборудования производится в соответствии с техническими паспортами производителя․ Применение манометра и компрессометра с пределом измерений, превышающим рабочие значения двигателя, допускается․ Измерения компрессии проводятся при отключенной системе впрыска и двигателя, заведённого на стартер; фиксация показаний выполняется после трех прокруток каждого цилиндра․ Замеры давления масла проводятся на прогретом агрегате при холостом ходе и при повышенных оборотах; регистрируются пиковые и средние значения․ Сопоставление с нормативами завода-изготовителя производится по таблицам допусков․ Отклонения свыше установленных пределов трактуются как износ компонентов․ Документирование результатов производится в наряде с указанием серийных номеров измерительных приборов, условий испытаний и даты проведения работ․
Измерение давления масла при различных режимах
Измерение давления масла производится на холостом ходу, на повышенных оборотах и в нагрузке․ Применение манометра с поверенной шкалой обязательное условие;
Порядок контроля давления и интерпретация показаний
Подготовка стенда выполняется для снятия показаний давления масла при холодном и рабочем режимах․ Подключение манометра производится к магистрали после фильтра через штатное или сервисное отверстие․ Регистрация давления производится на холостом ходу, при прогреве до рабочей температуры и при повышенных оборотах по заранее согласованным точкам․ Сравнение показаний с эталонными значениями выполняется по рабочим графикам производителя․ Отклонения фиксируются в ведомости с указанием режима и величины отклонения․ Низкое давление при всех режимах трактуется как износ масляного насоса, крупные утечки или забитый масляный фильтр․ Перепады давления при стабильных оборотах трактуются как износ подшипников коленвала или засорение каналов смазки․ Высокое давление при холодном пуске отражает повышенную вязкость масла или неисправность регулятора давления․ Принятие решения о дальнейшем вмешательстве производиться на основании протокола измерений и сопутствующих диагностических данных․
Принятие решения о демонтаже двигателя
Оценка показателей компрессии и давления масла выполнена․ При превышении допустимых износов и повреждений назначается демонтаж для разборки и дефектовки․
Критерии, обосновывающие необходимость снятия агрегата
Выявление внутреннего износа по результатам измерения компрессии, превышение допустимых отклонений давления масла, обнаружение задиров на поверхностях цилиндров и наличие металлической стружки в масле рассматриваются как основания для демонтажа двигателя․
Фиксация радиального биения коленвала, превышение износа шатунных и коренных вкладышей более чем на установленные допуски, деформация блока или головки, выявленная при визуальном контроле и инструментальном замере, служит основанием для снятия агрегата․
Стабильные просадки мощности при отсутствии ошибок электронных систем и повторяющиеся гидравлические неисправности высокого давления требуют демонтажа для детализированной дефектовки и восстановления геометрии компонентов․
Снятие двигателя с рампы и подготовка к разборке
Подготовка площадки выполнена․ Маркировка соединений произведена․ Слив жидкостей исполнен․ Подъём устройства выполнен с учётом масс-центра и креплений․
Маркировка соединений, слив жидкостей и меры безопасности
Маркировка электрических и гидравлических соединений производится для исключения ошибок при обратной сборке․ Метки наносятся на штекеры, трубопроводы и фланцы с использованием стойких этикеток и кодовых номеров․ Присутствие различных контуров гибридной системы фиксируется отдельными знаками․ Слив моторного и трансмиссионного масел выполняется в закрытую тару с последующей утилизацией по категории опасности․ Хладагент и рабочие жидкости гибридного контура отбираются специализированным оборудованием с рекуперацией․ Защита от токов высокого напряжения обеспечивается изоляцией и отключением аккумуляторного блока․ Работы в зоне топливной системы совмещаются с ограждением и вытяжной вентиляцией․ Противопожарное оборудование доступно на рабочей площадке․ Контроль плотности соединений производится до начала подъёма агрегата․

Полная разборка агрегата и учёт деталей
Разборка выполнена по этапам․ Детали маркированы, промаркировка сохранена․ Детали уложены в учётные лотки․ Ведомость комплектов сформирована․
Порядок демонтажа узлов и ведение ведомости деталей
Фиксация расположения соединений и маркировка проводов выполняется перед отсоединением частей․ Демонтаж навесных агрегатов производится по очередности, учитывая доступ к точкам крепления․ Слив рабочих жидкостей производится в промаркированные ёмкости с указанием типа и даты слива․ Болты и мелкие детали размещаются в пронумерованные контейнеры; каждому контейнеру присваивается уникальный код․ Ведомость деталей составляется в электронном виде с указанием кода, наименования, количества и предполагаемого состояния․ Фотофиксация этапов демонтажа обеспечивается для последующей сборки и сопоставления․ Упаковка чувствительных элементов реализуется в антистатическую и маслонепроницаемую тару․ Запись обнаруженных дефектов включается в ведомость с указанием места нахождения и предполагаемой причины․
Дефектовка кривошипно-шатунного механизма
Измерение биений и радиальных зазоров проведено․ Измерения шей выполнены․ Износ шатунных вкладышей зафиксирован․ Оценка возможности восстановления произведена․
Измерения биений, износа шей и зазоров
Выполнение измерений биений коленвала производится при установке на промышленный стенд с фиксацией температурного режима и рабочей смазки․ Контроль выполняется с использованием индикатора часового типа и оптического прибора для определения радиальных и осевых смещений․ Записи измерений вносить в акт с указанием мест установки датчиков и значений с точностью до 0,01 мм․ Оценка износа шеек производится измерением диаметра и круглости микрометром и нутромером; сведения сверяются с заводскими допусками и фиксируются отдельной графой․
Определение зазоров шатунных и коренных вкладышей выполняется при помощи щупов в наборе и нагрузочной оправки для имитации натяга посадки; результаты внесены в ведомость․ Превышение предельных значений влечет за собой оформление дефектной ведомости и рекомендацию по ремонту или замене деталей․ Фиксация результата производится фотографированием измерительной оснастки с привязкой к номеру картотеки двигателя․
Дефектовка цилиндров и поршневой группы
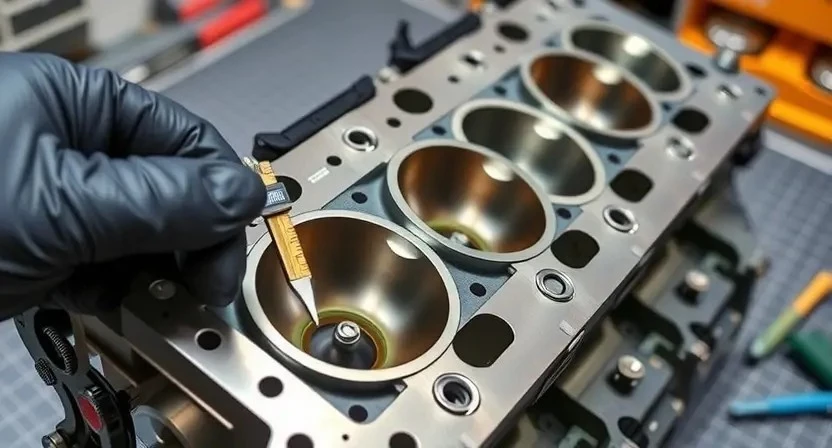
Визуальная оценка поверхности цилиндров․ Измерение износа диаметра․ Проверка поршней на задиры и деформацию․ Замер кольцевых зазоров производится․
Оценка износа гильз, поршней и маслосъёмных колец
Визуальная инспекция поверхностей гильз производится на наличие задиров, рисок и коррозии․ Замер диаметра гильз выполняется микрометром в трёх плоскостях на двух высотах для выявления овальности и конусности․ Измерение зазора между поршнем и гильзой проводится щупом при установке поршня в калиброванную втулку․ Оценка состояния поршней включает проверку оплавлений, трещин и деформаций канавок под кольца․ Измерение толщины маслосъёмных колец и остаточной высоты поршневых канавок проводится микрометром и нутромером․ Контроль боковых и торцовых зазоров колец осуществляется щупом и калиброванными оправками․ Сопоставление результатов с нормативными допусками производится по заводским документам․ Принятие решения о ремонте или замене основывается на превышении предельных величин износа․
Дефектовка головки блока цилиндров и клапанного механизма
Проведение проверки плоскостей, седел и направляющих․ Измерение износа тарелок клапанов․ Оценка трещин, коррозии и герметичности камер сгорания․
Проверка плоскостей, седел и направляющих
Обследование плоскостей поверхности головки блока цилиндров производится с применением плит точного плоскостного контроля и щупов для определения микровыраженных неровностей․ Замеры выполняются в нескольких контрольных точках с шагом по длине рабочей поверхности․ Результаты фиксируются в ведомости с указанием величин биений и отклонений от заводских допусков․ Измерение седел клапанов проводится с использованием визуального освещения и фаскоснимателя для определения глубины посадки и износа кромок․ Измерение посадочных каналов направляющих выполняется микрометром и наборами калибров-проходников для определения овальности и конусности․ Результаты сверяются с нормативами изготовителя и регистрируются в отчете для решения о ремонте или замене деталей․
Шлифовка коленвала и расточка блока цилиндров
Шлифовка коленвала выполняется по замерам биений․ Расточка блока производится по размерам ремонтных вкладышей․ Контроль допусков фиксируется в отчёте․
Технологические параметры шлифовки и допуски после обработки
Определение припуска на шлифовку производится исходя из заводских материалов и состояния поверхности․ Допуск цилиндров после расточки указывается в микрометрах․ Глубина снятия металла на коленвале указывается по шейкам; смена посадочных мест производится при превышении допустимого износа․ Обработка выполняется с контрольными проходами и охлаждением рабочей зоны․ Шероховатость обработанных поверхностей фиксируется в протоколе․ Соосность валов и биение плоскостей измеряются после окончательной шлифовки․ Термообработка деталей при необходимости проводится до окончательной сборки․ Промера зазоров вкладышей и зацеплений фиксируются с протоколом․ Допуски передачи крутящего момента и посадок указываются в ведомости․
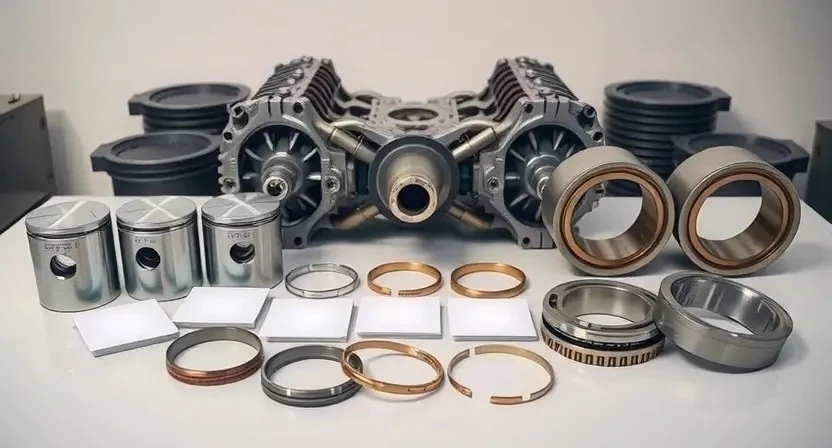
Подбор и установка новых поршней, колец и вкладышей
Подбор производится по размерным группам․ Установка выполняется с соблюдением допусков, смазки направляющих и моментных характеристик затяжки шатунных болтов․
Критерии подбора размеров и момент установки
Выбор поршней, колец и вкладышей производится на основе измерений после расточки цилиндров и шлифовки коленвала․ Измерение диаметра гильз выполняется с использованием микрометра и нутромера․ Определение класса посадки основано на сравнении фактического диаметра и заводских допусков․ Выбор поршневого зазора производится с учётом теплового расширения материала и условий эксплуатации․ Подбор маслосъёмных колец осуществляется по внутреннему диаметру канавки и величине зазора в замке․
Моменты затяжки коренных и шатунных болтов рассчитываются согласно технологическим картам производителя с учётом применения фиксирующих составов и контроля угловой затяжки․ Контрольные значения заносятся в ведомость․
Ремонт или замена головки блока цилиндров
Демонтаж ГБЦ производится для дефектовки․ Плоскость фрезеруется при износе․ Направляющие и клапаны подлежат замене при выходе из допуска․
Фрезеровка плоскостей, замена направляющих и клапанов
Фрезеровка плоскостей головки блока цилиндров проводится по допускам производителя с контролем параллельности и радиальных биений․ Измерение плоскостей выполняется индикатором часового типа и плоской плитой․ Рихтовка не применяется при превышении допустимых деформаций․ Замена направляющих клапанов производится при износе сверх предельных величин; новые направляющие подбираются по посадочному диаметру и термической совместимости․ Наплавка посадочных мест исключается при повреждениях, требующих смены деталей․ Клапаны оцениваются по торцевому износу, вмятинам и пластическим деформациям; Шлифовка седел производится механическим способом с программируемыми насадками․ Затем выполняется замер углов притирки и плотности сопряжения․ Контроль герметичности проводится методом вакуумной или масляной пробной посадки․ Заполнение ведомости дефектов и фотофиксация результатов выполняются обязательно․

Сборка двигателя и контрольные моменты
Сборка производится по ведомости․ Моменты затяжки указаны в технической карте․ Смазка посадочных и контроль углов установки выполняется по регламенту․
Очередность сборки, моменты затяжки и смазка при сборке
Порядок сборочных операций установлен по критическим узлам: установка вкладышей, распределение шатунных крышек, монтаж поршневых групп, установка коленчатого вала, монтаж крышек коренных подшипников, установка маховика и сцепления․ Последовательность выполнения операций зафиксирована в технологической карте․
Моменты затяжки заданных крепежных элементов представлены в таблице карт․ Для торцевых болтов крышек коленвала применяется динамометрический контроль с последовательным увеличением момента в три этапа: предварительная посадка, промежуточный момент, окончательная фиксация․ Для головки блока применена этапная схема затяжки с перекрестным шаблоном и шаговым увеличением усилия․
Смазка деталей при сборке регламентирована: антифрикционные составы на шатунные шейки, стойкие смазки на вкладыши, моторное масло для начальной подачи в масляную магистраль․ Нанесение смазки производится дозировано в местах трения и опор․ Контроль за наличием смазочного слоя выполняется визуально и измерениями толщины покрытия․

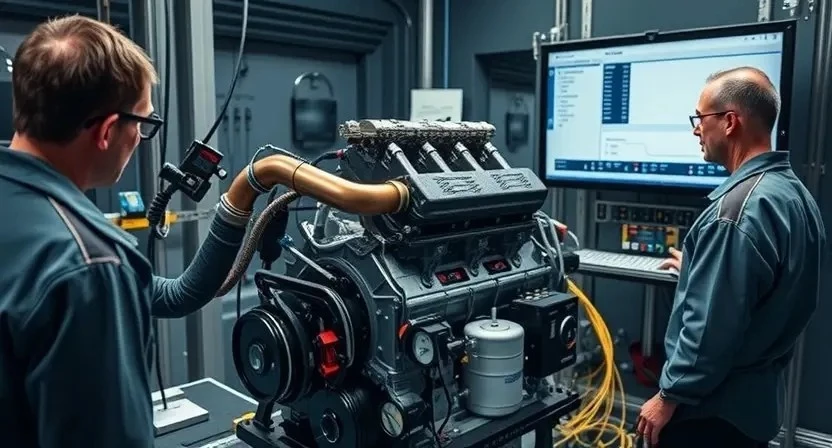
Обкатка, регулировка и окончательная проверка рабочих параметров
Обкатка двигателя проводится по регламенту с контролем температуры и давления․ Регулировка параметров выполняется на диапазонах холостого хода и нагрузке․
Программа прогрева, измерения компрессии и давления после обкатки
Обкатка проводится поэтапно с контролем рабочих параметров вплоть до выходных режимов․ Прогрев двигателя выполняется до стабильной рабочей температуры охлаждающей жидкости и масла; Плавное увеличение нагрузки производится в соответствии с параметрами допуска коленчатого вала и поршневой группы․ Измерение компрессии выполняется при горячем и холодном состоянии в порядке от первого цилиндра по направлению вращения; фиксирование показаний в протоколе обязательно․ Давление масла измеряется на холостом ходу, при средних оборотах и при повышенной нагрузке; показания сверяются с паспортными значениями․ Испытания повторяются после 50, 200 и 500 километров пробега обкатки; результаты фиксируются в журнале работ․