

Описание объекта: двигатель Lotus Emira 3.5 V6 Supercharged 400 л.с. (2022–н.в.). Объем работ: диагностика‚ оценка состояния‚ планирование ремонта.
Описание объекта и объема работ
Объект: бензиновый двигатель Lotus Emira 3.5 V6 Supercharged 400 л.с. (2022–н.в.). Описание конструкции содержит: алюминиевый блок‚ компрессор‚ распределённый впрыск‚ система охлаждения с отдельными магистралями‚ электронная педаль‚ интегрированная система управления двигателем.
Объем работ представлен перечнем операций: проведение диагностики электроники‚ оценка состояния деталей‚ измерение компрессии цилиндров‚ измерение масляного давления в рабочей системе‚ подготовка к снятию‚ маркировка и отключение коммуникаций‚ снятие двигателя с соблюдением схемы креплений‚ демонтаж навесного оборудования‚ разборка блока на узлы‚ ведение дефектного журнала‚ дефектовка узлов с применением калибровочных мер‚ подбор допусков‚ принятие решения о восстановлении или замене деталей‚ выполнение шлифовки коленчатого вала‚ расточка гильз блока‚ подбор и установка поршней по размеру‚ замена поршневых колец‚ установка коренных и шатунных вкладышей с контролем натяга‚ ремонт или замена головки блока цилиндров с контролем плоскостности‚ обкатка собранного агрегата в контролируемых режимах‚ настройка системы управления двигателем и адаптация параметров через диагностическое оборудование.
Общие требования к помещению и инструменту
Помещение с уровнем чистоты класса C. Оборудование монтажной площадки‚ подъемник‚ специнструмент‚ приборы измерений и стенды. Вентиляция.
Требования к рабочему месту и оснащению
Рабочее место должно быть организовано для выполнения полного цикла ремонта двигателя Lotus Emira 3.5 V6 Supercharged 400 л.с. (2022–н.в.). Площадь зоны обслуживания предусматривать свободный доступ к автомобилю с обеих сторон и к подъемному оборудованию. Освещенность обеспечиваться не менее 800 лк на уровне рабочей поверхности. Вентиляция подлежать принудительной вытяжной схеме с фильтрацией масляного аэрозоля. Температурный режим поддерживаться в диапазоне 15–25 °C.
Оснащение включать: стационарный подъемник грузоподъемностью от 3 т для демонтажа двигателя; козловой или мостовой кран с грузовым запасом не менее 1‚5 т для перемещения силового агрегата; стенд для шлифовки коленчатого вала с допуском по биения 0‚01 мм; расточной станок класса точности H7. Инструментальный набор содержать динамометрические ключи с диапазоном моментов до 500 Н·м‚ наборы съемников‚ пресс гидравлический 20 т‚ измерительные микрометры и щупы до 0‚01 мм.
Средства контроля включать анализатор давления масла с диапазоном 0–10 бар‚ компрессометр с переходниками под форкамеры‚ сканер для чтения параметров ECU по протоколам OBD2 и производственного производителя. Место для хранения составных деталей выделяться стеллажами с маркировкой и контейнерами для мелких элементов. Журнал дефектов вести в электронном формате с привязкой к идентификационному номеру двигателя.
Подготовительные мероприятия перед диагностикой
Осмотр проводится с фиксацией VIN и пробега. Снятие клемм аккумулятора производится. Отмечение утечек и следов перегрева выполняется.
Визуальная инспекция и документирование состояния
Визуальная инспекция двигателя Lotus Emira 3.5 V6 Supercharged 400 л.с. выполняется в строгой последовательности. Осмотр проводится с целью выявления внешних повреждений‚ коррозии‚ следов перегрева‚ масляных и охлаждающих подтеков. Фиксация состояния производится фотографированием всех видимых поверхностей и соединений под прямым и косым освещением. Маркировка дефектов выполняется на снимках с указанием координат относительно опорных поверхностей. Запись эксплуатационных параметров двигателя и пробега вносится в карточку диагностики с указанием даты и времени.
Осмотр системы навесного оборудования проводится отдельно. Состояние шлангов‚ проводки‚ крепежных элементов фиксируется в протоколе. Поверхностные трещины и следы ударов помечаются в дефектном журнале. Краевые и фасонные поверхности проверяются на наличие смещения и деформации. При обнаружении нестандартных следов коррозии или механического износа выполняется дополнительная фотосессия с увеличением. Документирование завершается сводной таблицей с перечнем выявленных дефектов и приоритетностью дальнейших диагностических операций.

Электронная диагностика систем двигателя
Считывание кодов ошибок выполняется сканером OEM. Параметры датчиков фиксируются логом. Адаптация ECU проводится после восстановительных работ.
Считывание кодов ошибок и параметры работы датчиков
Подключение диагностического адаптера производится к OBD-порту. Считывание кодов ошибок выполняется с использованием специализированного ПО‚ поддерживающего протоколы производителя. Коды‚ параметры и статус датчиков экспортируются в отчет в формате‚ удобном для архивирования. В процессе считывания фиксируются идентификаторы ошибок‚ временные метки и условия воспроизведения. Параметры работы датчиков регистрируются по каналам: давление наддува‚ давление масла‚ температура охлаждающей жидкости‚ температура воздуха впуска‚ положение дросселя‚ частота вращения‚ угол опережения зажигания‚ смесь топливо-воздух. Для каждого параметра указывается единица измерения и диапазон. Ошибки расшифровываются по справочной базе‚ коды присваиваются категориям по степени влияния на работу мотора. Внесение данных в диагностический журнал производится с указанием версии ПО адаптера и калибровочных таблиц. Сравнение текущих параметров с эталонными значениями выполняется автоматически; отклонения документируются в разделе замечаний.
Оценка общего состояния силового агрегата
Визуальный осмотр выявлен: коррозия посадочных поверхностей‚ масляные подтёки вокруг сальников‚ люфт опор двигателя зафиксирован.
Оценка внешних признаков износа и протечек
Визуальная инспекция поверхности блока цилиндров производится с целью фиксирования масляных следов‚ коррозии и механических повреждений. Осмотр уплотнений коллекторов‚ фланцев и прокладок направлен на выявление мест сочления с признаками течи. Кожухи и крепежные элементы осматриваются для выявления деформаций и трещин. Патрубки системы охлаждения проверяются на наличие набухания‚ трещин и следов охлаждающей жидкости. Соединения маслопроводов осматриваются на предмет подтеков по наружной поверхности. Фиксация выявленных дефектов выполняется в дефектном журнале с указанием координат повреждений и ориентировочных размеров. Замеченные пятна масла под моторным отсеком документируются фотографированием с масштабной линейкой. Осмотр свечных колодцев производится для выявления следов масла или топлива. Проверка состояния ремней и шкивов производится визуально и по признакам износа зубьев.
Измерение компрессии цилиндров
Измерение компрессии производится с использованием манометра высокого давления. Запись значений по цилиндрам. Сравнение с нормативом.
Порядок проведения и нормативные значения
Подготовка измерительного прибора осуществляется к процедуре. Снятие свечей и отключение системы зажигания производится для предотвращения обратной подачи искры. Подключение компрессометра выполняется к каждому цилиндру последовательно с фиксацией показаний. Прокрутка коленвала производится стартером при открытой дроссельной заслонке до стабилизации показаний. Значение компрессии номинально 12‚5–14‚5 бар. Разница между цилиндрами допускается до 0‚5 бар. Величина падения при продувке через кольца ограничена 1‚0 бар.
Измерение давления масла проводится манометрическим методом с подключением датчика на масляный канал. Давление на холостом ходу должно составлять 0‚8–1‚2 бар‚ на рабочих оборотах 3‚0–4‚5 бар. Разница между замерами при холодном и прогретом состоянии фиксируется в отчете. Отклонение от нормативов служит основанием для дальнейшей дефектовки.
Измерение давления масла в системе
Замер давления масла производится манометром. Фиксация значений на холостых и рабочих оборотах. Отклонения протоколируются для оценки состояния.
Контроль давления на холостых и рабочих оборотах
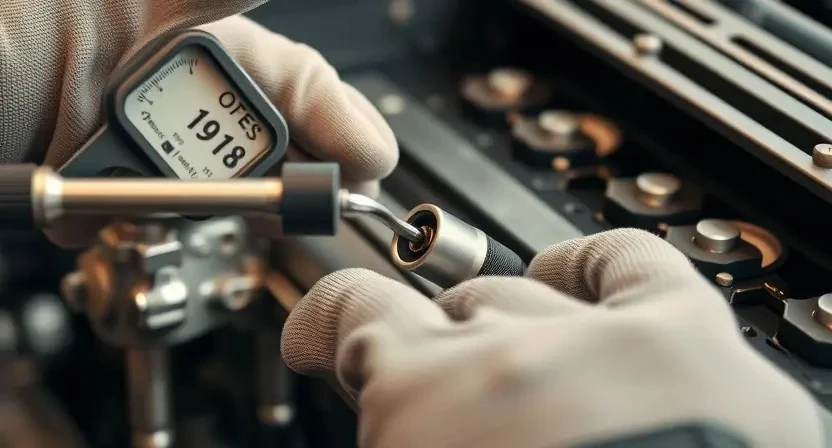
Контроль давления масла проводится с использованием манометра промышленного образца‚ подключаемого в масляный канал согласно заводской схеме. Измерение производится при холодном и прогретом двигателе. На холостых оборотах регистрируется минимальное давление‚ сопоставляемое с нормативом изготовителя. При рабочих оборотах регистрируется давление при 3000 об/мин и при максимальной нагрузке‚ с фиксацией пиковых значений. Отклонение от нормы фиксируется в акте диагностики с указанием величины и допуска.
Калибровка измерительного прибора выполняется перед началом работ. Протокол измерений включает дату‚ номер контрольного прибора‚ температуру масла и атмосферное давление. При выявлении пониженного давления определяется возможный перечень причин: износ насоса‚ забитый масляный фильтр‚ укороченные зазоры в подшипниках или неисправность регулятора давления. Фиксация дефектов проводится в дефектном журнале.
Подготовка к снятию двигателя
Отключение аккумулятора и снятие воздушной системы. Маркировка коммуникаций. Слив рабочих жидкостей. Фиксация креплений и подъем моторного узла.
Последовательность отключения коммуникаций и маркировки
Отключение аккумуляторной батареи производится до начала работ. Электропитание двигателя должно быть изолировано. Подача топлива блокируется путем закрывания соответствующих запорных устройств на линии. Охлаждающая система обесточивается через сливной кран и давление сливается в подготовленную емкость. Масляная магистраль освобождается от давления; масло собирается в герметичный резервуар. Воздушный тракт отстыковывается с применением меток на местах соединений. Топливные и вакуумные шланги маркируются цветными бирками с указанием расположения и направления потока. Болтовые и электрические разъемы нумеруются и фиксируются в пакетах с описанием позиции. Концевые крышки и кронштейны помечаются кодами деталей. Данные о состоянии соединений вносится в журнал с указанием даты и времени операции. Применение защитных заглушек для труб и разъемов производится до перемещения агрегата.
Снятие двигателя и демонтаж навесного оборудования
Отключение коммуникаций и маркировка выполнены. Снятие агрегата произведено с соблюдением моментов крепления и фиксации кузова.
Схема снятия с соблюдением моментов и фиксации
Фиксация транспортного средства выполняется на ровной поверхности. Поддомкрачивание производится через штатные опоры рамы. Снятие компонентов выполняется по последовательности‚ обеспечивающей доступ к креплениям двигателя. Отсоединение коммуникаций производится по группам: топливные линии‚ электрические разъемы‚ системы охлаждения‚ выпуска. Маркировка каждой линии проводится при отключении. Опоры двигателя демонтируются поэтапно; Моменты крепления опор фиксируются в сопроводительной документации. Подвес грузовой лебедкой к серьге двигателя производится с учетом центра масс блока. Опора под картер устанавливается для предотвращения перекоса. Болты крепления затягиваются в указанной последовательности с контролем крутящего момента. Регистрация параметров момента и состояния крепежа в журнале выполняется после каждого этапа операций.
Разборка двигателя на составные части
Демонтаж навесных агрегатов по схеме. Снятие головки и крышек. Разделение блока на секции. Упаковка деталей с маркировкой.
Фиксация деталей и ведение дефектного журнала
Фиксация деталей осуществляется по номиналу и позиции в сборке. Маркировка каждому компоненту присваивается с указанием места установки‚ номера детали и состояния поверхности. Упаковка снимаемых элементов выполняется с применением антикоррозионной и противоударной тарой. Присутствие механических дефектов фиксируется фотографированием с указанием масштаба и направлений излома. Измерительные показатели записываются в журнал с указанием метода измерения‚ применяемого инструмента и единиц измерения. Протоколы хранения деталей включают температуру‚ влажность и срок хранения. Дефектный журнал содержит графы: наименование‚ идентификатор‚ дефект‚ величина отклонения‚ рекомендация по годности‚ дата измерения‚ оператор. Нумерация записей соответствует порядку разборки. Отклонения от рабочих параметров сопровождаются ссылкой на нормативы изготовителя и измерительные протоколы.
Дефектовка узлов и оценка износа
Проведение дефектовки: измерение биений‚ люфтов‚ износа шейки‚ цилиндра‚ поршня‚ седла клапана; фиксация данных в журнале с выводами.
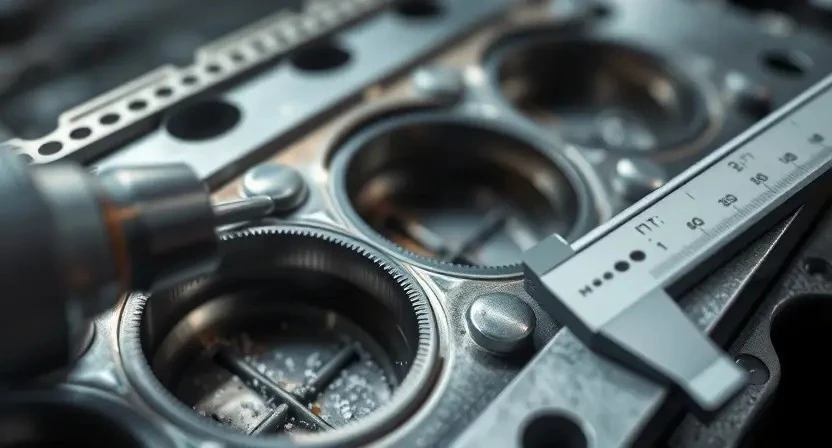
Методы измерений и критерии годности деталей
Измерения выполняются специальными приборами и фиксируются в дефектном журнале. Контроль размеров поршней проводится микрометром с шагом фиксации 0‚01 мм. Измерение диаметра цилиндра производится нутромером с протяжкой по длине гильзы. Замер овальности и конусности производится в трех плоскостях; отклонения свыше 0‚05 мм признаются недопустимыми для восстановления без расточки. Толщина стенки гильзы подлежит сопоставлению с заводскими данными. Замеры коленчатого вала включают круглость и биение journal; предельные значения износа установлены в технической документации производителя. Шероховатость обработанных поверхностей контролируется профилометром; превышение нормовой Ra ведет к повторной обработке. Измерение зазоров вкладышей проводится пластиной щупа; зазоры вне диапазона считаются основанием для замены. Испытание масляного давления производится манометром с градуировкой‚ отличия от справочного значения фиксируются в отчете. Степень износа седел клапанов определяется визуально и замером конусности; восстановление допускается при соблюдении допусков производителя.

Шлифовка коленчатого вала и расточка блока цилиндров
Шлифовка вала производится по замерам биений. Расточка блока выполняется по калибрам. Контроль радиусов и чистоты поверхности обязателен.
Точность обработки и допустимые отклонения
Определение размеров после шлифовки и расточки производится по контрольным показателям‚ указанным в заводской документации для двигателя 3.5 V6 Supercharged. Допуск диаметра цилиндра устанавливается в миллиметрах с указанием максимально допустимого износа относительно номинала. Радиальное биение коленчатого вала фиксируется в микрометрах; допустимые значения приводятся для шейки и шейкопривода. Отклонение плоскостности поверхности блока и головки указывается в сотых миллиметра. Концентричность отверстий коренных и шатунных подшипников контролируется измерением; критические пределы обозначаются в техническом регламенте. Зазоры поршень-цилиндр нормируються с учетом диаметра поршня после расточки; представляются в виде диапазонов. Зазоры в замковых соединениях колец указываются по типу кольца и диаметру рабочей поверхности. Натяг вкладышей коренных и шатунных определяется по измерению масляного зазора; предельные значения фиксируются в спецификации. Точность обработки резьбовых соединений и буртовых поверхностей регламентируется по классам посадки. Контроль осуществляется калиброванными приборами с поверкой не старше года; результаты измерений вносятся в протокол с указанием допусков и фактических значений.
Выбор и замена поршней и поршневых колец
Подбор по внутреннему диаметру цилиндра и допускам. Замена комплектом. Контроль зазора кольца в канавке. Смазка перед установкой.
Подбор размеров и контроль зазоров
Подбор поршней производится по внутреннему диаметру цилиндров‚ измеренному после расточки. Измерения фиксируются микрометром и индикатором часового типа. Зазор поршень-цилиндр определяется по таблице допусков двигателя Emira 3.5 V6 Supercharged 400 л.с. и фиксируется в журнале дефектов.
Зазоры колец измеряются щупом в поршневой канавке. Установка колец осуществляется с учётом торцевого зазора и радиального люфта. Значения торцевого зазора сравниваются с нормативом производителя и отмечаются в протоколе.
Контроль зазоров шатунных и коренных вкладных выполняется после измерения посадочных мест. Контроль натяга вкладышей производится при помощи пластинчатого щупа и динамометрического ключа для проверки крутящего момента крышек.
Замена вкладышей коренных и шатунных
Демонтаж коленвала произведён. Контроль ширины посадочных мест и шатунных шеек выполнен. Установка новых вкладышей по маркировке и натягу.
Порядок установки и контроль натяга
Установка вкладышей коренных и шатунных производится поочередно по блокам. Подшипники размещаются в гнёздах с маркировкой. Смещение вкладышей исключается за счёт фиксации плоскостей посадки. Болты крышек подгоняются под чистую резьбу. Натрение проверяется до затяжки с применением динамометра.
Контроль натяга выполняется измерением осевого люфта и моментом затяжки. Измерение проводится индикатором и микрометром. Момент затяжки указывается в технической документации на двигатель и применяется с шагом в 90° при окончательной финишной очереди. Фиксация параметров заносится в дефектный журнал.
Ремонт или замена головки блока цилиндров
Осмотр ГБЦ документируется. Плоскостность измеряется. Седла клапанов оценены. Ресурсы и запасные части указаны в акте.
Контроль плоскостности и ремонт седел клапанов
Проведение контроля плоскостности головки блока цилиндров выполняется измерением поверхности рабочей плоскости с использованием плоскопараллельной линейки и щупов. Прямолинейность поверхности фиксируется по всей длине и ширине. Значение отклонения фиксируется в миллиметрах. При превышении допустимого предела выполняется шлифовка поверхности с последующей проверкой. Контроль герметичности цилиндров проводится опрессовкой камер сгорания через направляющие клапанов. Диагностика седел клапанов включает измерение посадочных углов‚ проверку концентричности и выявление задиров. Ремонт седел производится методом притирки либо растачивания с последующим напылением и шлифовкой‚ если глубина износа превышает предел восстановления. После восстановления седел выполняется окончательная проверка плоскостности и герметичности клапанной группы.

Сборка двигателя и соблюдение моментных характеристик
Сборка производится по схеме завода. Контроль протяжки болтов по моментам. Фиксация последовательности и применение динамометра.
Последовательность сборочных операций и крутящие моменты
Сборка выполняется по этапам. Первичная подготовка деталей включает очистку‚ контроль посадочных поверхностей и измерение допусков. Устанавливать коленчатый вал допускается после проверки биения и размера коренных шейк.
Вкладыши коренные монтируются с контролем зазоров путем измерения маслафильтра и натяга. Шатунные вкладыши укладываются с применением измерительных щупов. Поршни устанавливаются в цилиндры с ориентацией меток и компенсацией маслосъёмных канавок.
Головка блока монтируется после замены прокладки и проверки плоскостности. Болты головки затягиваются в три этапа по схеме от центра к краям с указанными моментами: первый этап 30 Н·м‚ второй этап 60 Н·м‚ третий этап 90 Н·м плюс окончательное уголковое завершающее затяжение 90°.
Шатунные болты притягиваются в два этапа: 25 Н·м и угол 180°. Коленчатый шкив фиксируется моментом 110 Н·м. Традиционная фиксация маховика производится моментом 120 Н·м.
Контрольные замеры крутящих моментов выполняются динамометрическим ключом с поверкой точности. Запись значений в сборочный журнал обязательна.
Обкатка собранного двигателя
Обкатка проводится в этапах: холодный запуск‚ постепенное увеличение нагрузки‚ контроль температур и давлений‚ запись параметров для анализа.
Режимы запуска‚ нагрузки и контроль рабочих параметров
Обкатка производится по этапам: холодный запуск при температуре масла 20–40 °C с двигателем на холостых оборотах в течение 10 минут для прогрева и установления базовых параметров. Последующий прогрев проводится до рабочей температуры 85–95 °C с постепенным увеличением оборотов до 3000 об/мин в трех циклах продолжительностью по 5 минут. Нагрузочные испытания выполняются на стенде при равномерном нарастании нагрузки до 50% номинальной‚ затем до 75% и до 100% с удержанием каждой ступени по 3 минуты.
Контроль параметров осуществляется постоянным снятием показаний давления масла‚ температур охлаждающей жидкости и масла‚ частоты вращения‚ углов опережения зажигания и состава выхлопных газов. Давление масла фиксируется на холостых и рабочих оборотах. Разрешение на дальнейшую нагрузку выносится при соблюдении нормативных значений давления и температуры. Регистрация показателей ведется журналом регистрации испытаний.
Настройка системы управления и финальная проверка
Настройка ЭБУ производится с калибровкой датчиков. Адаптация топливных карт и мониторинг выбросов выполняются в режимах стенда и дорожной проверки.
Калибровка датчиков‚ адаптация ECU и контроль выбросов
Калибровка датчиков производится для восстановления соответствия сигналов фактическим параметрам двигателя. Сигналы массового расхода воздуха‚ давления наддува‚ положения коленвала и фаз газораспределения подлежат проверке. Адаптация ECU выполняется для синхронизации управляющих карт с изменёнными физическими параметрами после ремонта. Параметры впрыска и опережения зажигания сверяются по эталонным таблицам производителя. При наличии обновлений прошивки выполняется загрузка версии‚ совместимой с изменёнными компонентами. Контроль выбросов осуществляется через измерение концентраций CO‚ HC и NOx на холостом ходу и под нагрузкой. Показатели сопоставляются с нормативами типа-одобрения. Регистрация результатов производится в эксплуатационной документации.
Отчетность и гарантийные обязательства
Составление акта выполненных работ. Указание перечня услуг‚ заменённых деталей‚ сроков гарантии и условий сервисного обслуживания.
Составление акта выполненных работ и условия гарантии
Акт выполненных работ оформляется после завершения всех операций‚ включённых в перечень ремонта двигателя Lotus Emira 3.5 V6 Supercharged 400 л.с. (2022–н.в.). В документ вносится перечень проведённых процедур: диагностические операции‚ измерение компрессии‚ измерение давления масла‚ снятие агрегата‚ разборка‚ дефектовка‚ шлифовка‚ расточка‚ замена поршней‚ поршневых колец‚ вкладышей‚ ремонт или замена головки блока цилиндров‚ сборка и обкатка‚ настройка системы управления. Каждой операции присваивается уникальный код работ и указывается использованный комплект запчастей с обозначениями производителей и серийными номерами. Для каждой позиции указывается расход материалов и затраченное время в человеко-часах с указанием применённых норм времени. Фиксация измерений производится в приложении к акту с указанием приборов и их калибровочных паспортов. Гарантийные условия оформляются отдельным разделом акта с указанием гарантийного срока на выполненные работы и на установленные детали‚ перечнем гарантийных исключений и условий утраты гарантии. Условия возврата работ фиксируются в завершающей части документа с указанием процедуры подачи претензии‚ необходимой документации и сроков рассмотрения.