
Предоставление услуги ремонта двигателя Mahindra XUV700 2.2 дизель 185 л.с. (2021–н.в.). Диагностика, оценка состояния и протокол работ.
Назначение документа
Определение объема сервисных операций для ремонта двигателя Mahindra XUV700 2.2 дизель 185 л.с. (2021–н.в.). Представление состава работ, границ ответственности сервисного центра и критериев оценки состояния агрегата. Описание процедур диагностики и измерений с целью формирования технического заключения. Установление требований к фиксации обнаруженных дефектов и к оформлению дефектовочной ведомости. Обозначение контрольных параметров для компрессии и давления масла, а также периодов снятия показаний. Формирование перечня операций при демонтаже, разборке и дефектовке. Указание этапов обработки рабочих поверхностей и параметров шлифовки, расточки, подборки поршневых комплектов и вкладышей. Определение процедур сборки, обкатки и окончательной настройки топливной системы с целью обеспечения рабочей характеристики двигателя согласно заводским допускам.
Область применения
Применение услуги ограничено двигателями Mahindra XUV700 2.2 дизель 185 л.с. 2021–н.в. Работы по диагностике и капитальному ремонту.
Модель и период выпуска
Идентификация двигателя: Mahindra XUV700 2.2 дизель 185 л.с. Привязка к семейству агрегатов с турбонаддувом и системой турбокомпрессии. Выпуск модели: 2021–настоящее время. Конфигурация привода: передний или полный в зависимости от исполнения автомобиля. Рабочий объём: 2.2 л. Тип топлива: дизельное. Максимальная мощность: 185 л.с. Частота оборотов и паспортные параметры мотора указывались производителем. Серийные номера и коды двигателя подлежат сверке по VIN. Государственные модификации учтены при подборе запчастей. Заводская документация применяется как первичный источник данных.
Перечень услуг
Диагностика. Оценка состояния. Измерение компрессии и давления масла. Снятие, разборка, дефектовка. Ремонт и настройка после обкатки.
Состав услуг по ремонту двигателя
Перечень операций включается в комплект предоставляемых услуг для двигателя Mahindra XUV700 2.2 дизель 185 л.с. (2021–н.в.). Диагностические процедуры охватывают электронную и механическую проверку с фиксацией кодов ошибок и параметров датчиков. Замер компрессии выполняется по цилиндрам с оформлением протокола и сравнением с заводскими допусками. Замер давления масла проводится при холодном и рабочем режимах с регистрацией значений и сопоставлением с нормативами. Снятие агрегата производится с маркировкой всех соединений и элементов. Разборка включает пооперационный осмотр и фиксацию износа. Дефектовка производится с замером геометрии и оценкой износа по таблицам допусков. Шлифовка коленчатого вала осуществляется с предварительной подготовкой и последующей оценкой размеров после обработки. Расточка блока цилиндров выполняется по заданным параметрам с проверкой круглости и соосности. Замена поршней, поршневых колец и шатунных вкладышей производится с подбором комплектов по размерам и выставлением монтажных зазоров. Замена головки блока цилиндров включает обработку седел клапанов, направляющих и контроль на трещины. Сборочные операции сопровождаются очисткой деталей, нанесением смазки и контролем моментов затяжки. Обкатка двигателя в начальный период производится в установленных режимах с последовательными проверками давления масла и температуры. Настройка системы управления и калибровка топливной аппаратуры завершают комплекс услуг, с проведением контрольного пуско-наладочного испытания и оформлением итогового протокола.
Подготовка к работам
Организация рабочего места, маркировка деталей и подготовка инструментов. Заправка подъемника. Подготовка расходных материалов и чистых емкостей.
Организация рабочего места и инструментов
Опорная зона сооружается для размещения двигателя и комплектующих. Пространство маркируется для исключения пересечений узлов. Освещение устанавливается равномерное с цветовой температурой, обеспечивающей контраст деталей. Вентиляция выделяется с расчетом удаления паров и частиц масла. Покрытие пола выбирается устойчивое к маслам и механическим нагрузкам. Подмоторная тележка подбирается с грузоподъемностью, превышающей массу агрегата с запасом. Подставки используемые для агрегата сертифицированы и промаркированы.
Инструментальный набор комплектуется ключами с динамометрическими характеристиками по заводским параметрам. Набор измерительного оборудования включает компрессометр, манометр давления масла, индикаторы часового типа и микрометры. Контейнеры для деталей маркируются по зонам разборки. Фиксация элементов осуществляется с применением маркировочных бирок и фотографической фиксации. Жидкости подаются в емкости с гравировкой назначения и датой вскрытия.
Входная диагностика
Фиксация заявленных симптомов и сервисной истории. Выполнение замеров компрессии, давления масла и документирование полученных значений.
Фиксация заявленных симптомов и сервисная история
Регистрация заявленных симптомов производится в формате протокола. Отклонения в работе фиксируются по пунктам: потеря мощности, нестабильный холостой ход, дымление, посторонние шумы, повышенный расход масла, течи. В протоколе указываются условия проявления каждого симптома, диапазон оборотов, частота проявлений и время появления. История обслуживания вносится в карточку: даты замены масла, фильтров, ремней, прошивок, ремонтов турбины и топливной аппаратуры. При наличии предшествующих диагностик прикладываются отчеты с результатами.
Фотографирование повреждений и пробег документируются. Оригиналы чеков и сервисные записи сканируются и прикладываются в досье. Внесение данных производится в электронную базу с присвоением номера заявки. Протокол подписывается ответственным лицом и заверяется печатью мастерской.
Диагностика электроники и мотосистем
Снятие кодов ошибок производится через специализированный сканер. Проверка датчиков топлива, давления и положения коленвала выполняется по протоколу.
Снятие кодов ошибок и проверка датчиков
Считывание диагностических кодов выполняется с использованием специализированного сканера, совместимого с протоколами Mahindra. Список сохранённых и текущих кодов фиксируется в отчёте. Расшифровка кодов производится по каталогам производителя. При наличии кодов, связанных с топливной системой или электроникой, последовательность действий документируется.
Проверка датчиков давления топлива, давления масла, температуры охлаждающей жидкости и положения коленчатого вала производится с использованием поверенных стендов и вольтметров. Параметры сигналов сравниваются с заводскими диапазонами. Значения, выходящие за допуски, отмечаются в протоколе вместе с рекомендациями по дальнейшей диагностике или замене. Снятие кодов фиксируется с указанием даты и идентификатора оборудования.
Оценка состояния двигателя по внешним признакам
Осмотр внешних элементов двигателя выполнен. Выявлены течи масла, следы коррозии, повреждения кожуха и резьбовых соединений для дальнейшей дефектовки.
Осмотр крышек, прокладок и магистралей
Визуальный осмотр крышек головки блока, клапанной крышки и масляного поддона выполнен под освещением не менее 1000 лк. Герметичность оценена по признакам масляных подтеков и следам нагара. Прокладки сняты по необходимости и осмотрены на разрывы, уплотнения и деформацию; замер толщины невозможных мест произведён измерителем толщины. Магистрали маслоподачи и возврата осмотрены на предмет трещин, забитости и раскрытия соединений. Соединения фиксированы маркировкой. Уплотнители заменены при нарушении целостности. Давление в линиях не измерено в ходе визуального этапа.

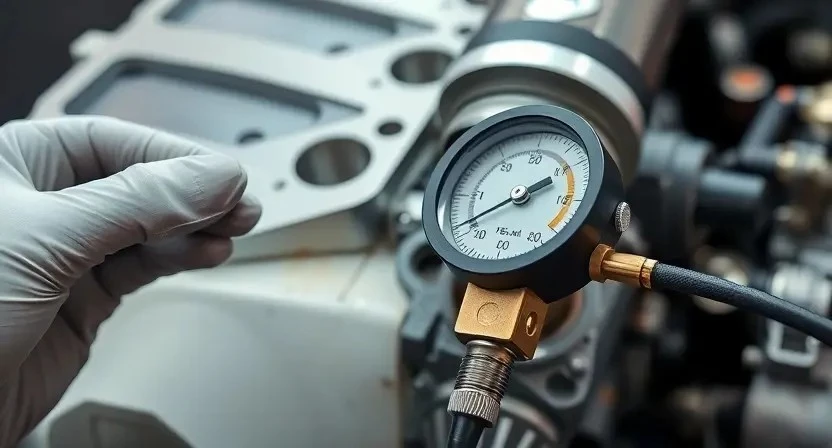
Измерение компрессии
Измерение компрессии производится по цилиндрам с использованием манометра высокого давления. Протокол заполнить цифрами и датой.
Измерение давления масла
Измерение давления масла производится манометром на холодном и рабочем двигателе. Протокол содержит значения, место снятия и инструмент.
Методика замера и критерии оценки
Подготовка измерительного оборудования производится до выполнения работ. Применение манометра с допустимой погрешностью 2% и адаптера под свечной колпачок. Прогрев двигателя до рабочей температуры разрешается до 90°С. Система подачи топлива переводится в состояние подачи, исключающее влияние на показания. Показания снимаются при прокрутке стартером при закрытых дроссельных заслонках. Для каждого цилиндра фиксируется не менее трех замеров с интервалом 5 с. Принятые критерии: абсолютное давление в канале цилиндра должно соответствовать нормативу производителя по модели 2.2 дизель 185 л.с.; расхождение между цилиндрами не должно превышать 10% от среднего значения; падение давления после остановки прокрутки не должно превышать 10% от пикового значения; величина повторяемости замеров должна быть подтверждена протоколом.
Принятие решения о демонтаже
Оценка результатов диагностики проведена. Превышение пределов компрессии или давления масла, выявленные дефекты, приводят к принятию решения о демонтаже.
Критерии перехода к снятию агрегата
Фиксация значительных отклонений при измерении компрессии, при которых результаты ниже нормативных величин для каждого цилиндра. Регистрация падения давления масла ниже допустимого порога в рабочем диапазоне оборотов. Обнаружение несоответствия геометрии блока и ГБЦ, подтвержденное визуальным осмотром и неразрушающими методами. Фиксация посторонних металлических включений в масляной системе или фильтре, указывающих на критический износ компонентов. Выявление значительных биений и износа шатунно-поршневой группы, подтвержденное замером зазоров и люфтов. Обнаружение трещин в блоке или ГБЦ, подтвержденное дефектоскопией. Регистрация повторяющихся кодов неисправностей, неустранимых регулировкой электронных параметров. Наличие протечек через прокладки, неустранимых поверхностным ремонтом. Результаты предварительной диагностики и измерений вносить в протокол с указанием параметров, используемых приборов и допусков производителя для последующего анализа.
Снятие двигателя
Фиксация соединений и маркировка элементов. Демонтирование навесного оборудования. Извлечение агрегата с применением крановой оснастки.
Фиксация соединений и маркировка элементов
Фиксация проводки и шлангов производится до отсоединения агрегата. Маркировка выполняется с привязкой к точкам подключения и нумерацией для сохранения последовательности сборки. Контакты электрооборудования фиксируются метками с указанием шины и функции. Болтовые соединения отмечаются маркировочными кольцами с идентификатором момента затяжки. Шланговые магистрали маркируются с указанием направления потока и отметкой расположения хомутов. Топливные и масляные трубопроводы помечаются кодами, исключающими ошибочную коммутацию.
Снимки с привязкой к маркировке вносится в отчет. Бумажные и цифровые ярлыки используются параллельно. Рекомендуемая плотность маркировки определяется длиной трассы и количеством ответвлений. Для каждого элемента указывается уникальный код и зона хранения при перемещении узла. Запись в журнал выполняется в формате: код, наименование, точка отсоединения, момент фиксации.
Разборка двигателя
Демонтаж узлов выполняется по очередности. Маркировка и фотографирование каждой детали. Фиксация износа в дефектной ведомости.
Последовательность демонтажа узлов и фиксация износа
Определение очередности демонтажа производится по узлам с наибольшим доступом и потенциальным риском дальнейшего повреждения. Снятие навесных агрегатов выполняется до демонтажа головки блока цилиндров. Отделение трубопроводов и электрических разъемов производится с маркировкой и фиксацией положения. Демонтаж ГБЦ производится после отвода газораспределительного механизма и фиксации меток фаз газораспределения. Поршневая группа извлекается по цилиндрам с последовательной нумерацией для сохранения соответствия шатунов и колец.
Износ элементов регистрируется в журнале дефектов. Измерение размеров шейки коленвала, отверстий шатунных и коренных выполняется до повторной сборки. Поверхностные дефекты фиксируются фотографированием при масштабной привязке. Подшипники комплектуются по результатам измерений. Оценка трещин и деформаций производится неразрушающими методами. Сопутствующая изоляция и упаковка деталей осуществляется для предотвращения коррозии.
Дефектовка компонентов
Контроль размеров деталей производится измерительными приборами. Износ фиксируется в протоколе. Сопоставление с нормативами выполняется документально.
Контроль размеров и сопоставление с допусками
Измерения деталей двигателя выполняются с использованием калиброванных инструментов. Применение микрометра, нутромера и индикатора часового типа для получения замеров. Параметры блоков цилиндров, коленвала, шатунов и поршней фиксируются в протоколе. Сопоставление значений производится с нормативными величинами, указанными в технической документации Mahindra для модели XUV700 2.2 дизель 185 л.с. (2021–н.в.). Допуски по диаметрам цилиндров и посадочным размерам вкладышей указываются в таблице. Отклонения зафиксированы как дефекты при превышении предельных значений. Решения по восстановлению выбираются на основании выявленных несоответствий. Записи о замерах и принятых мерах вносятся в отчет о дефектовке.

Шлифовка коленчатого вала
Подготовка вала к шлифовке. Определение ремонтного размера. Выполнение балансировки. Контроль биения и микрорельефа после обработки.
Подготовка к шлифовке и контроль после обработки
Подготовка в цехе включает очистку, маркировку и измерение деталей для обеспечения соответствия технологическим картам. Контроль геометрии коленчатого вала выполняется до установки на станок; фиксация дефектов в протоколе. Подбор абразивной оснастки производится по материалу и степени износа, параметры шлифовки заносятся в маршрутную карту. Температура и влажность измеряются при подготовке рабочего места. После шлифовки выполняется контроль диаметра шеек, круглости и шероховатости поверхности. Протокол обработки включает исходные и итоговые размеры, допуски и выводы по пригодности к сборке.
Расточка блока цилиндров
Расточка блока выполняется по заданным размерам. Контроль цилиндров производится измерительными приборами. Протокол оформляется.
Параметры обработки и проверка цилиндров
Расточка блока выполняется согласно заводским размерам посадочных мест. Контроль диаметра цилиндров производится микрометром и нутромером с погрешностью не более 0,02 мм. Допуск износа по диаметру указывается в технической документации производителя. Обработка поверхности цилиндров производится с соблюдением круговой шероховатости Ra, указанной в нормативных данных. Восстановление геометрии цилиндров осуществляется при превышении требования по овальности или конусности. После расточки измерение отверстий производится по всей высоте гильзы в трёх точках под углом 120°; результаты фиксируются в контрольном листе. Контроль соосности направления колодцев производится стендовым приспособлением; отклонение фиксируется и сравнивается с допустимыми значениями. Применение новых поршней и колец производится с подбором по диаметру и замерами натяга в цилиндре; монтаж производится с применением смазки и соблюдением толщины зазора между кольцами и канавками.

Замена поршней и поршневых колец
Выбор комплекта по спецификации производителя; Контроль зазоров кольцевых канавок. Монтаж с применением инструментов калиброванного размера.
Выбор комплекта и монтажные зазоры
Подбор поршневого комплекта производится на основании замеров цилиндров и размеров шатунных шеек после дефектовки. Указать номинальные и ремонтные размеры допускается в протоколе. Применение деталей оригинального изготовителя или допущенных аналогов фиксируется в накладной. Определение зазора поршень-циллиндр осуществляется прецизионными щупами и микрометром. Зазор кольца в канавке измеряется щупом и заносится в акт. Монтажные зазоры шатунных и коренных вкладышей контролируются плоскопараллельным щупом и динамометром при сборке под заданные моменты. Фиксация значений выполняется в отчёте о сборке двигателя.
Замена шатунных и коренных вкладышей
Демонтаж крышек выполняется. Замена вкладышей производится по размерам. Контроль зазорных величин фиксируется в отчете.
Контроль биения и момент затяжки
Контроль биения коленчатого вала производится после установки шатунов и коренных подшипников в сборе. Измерение выполняется индикатором часового типа, закрепленным на постаменте; показания считываются при медленном проворачивании коленвала по каждому периоду. Допустимые величины биения фиксируются технической документацией производителя; превышение допуска требует шлифовки вала или замены подшипников. Момент затяжки коленчатого вала и шатунных болтов устанавливается согласно спецификациям со ступенчатым предварительным и окончательным моментом. Контроль производится динамометрическим ключом с проверкой углового поворота при необходимости. Регистрация результатов производится в техническом журнале с указанием серийных номеров компонентов и примененных характеристик смазки.
Ремонт или замена головки блока цилиндров
Демонтаж головки выполнен. Осмотр седел и направляющих проведён. Ремонтная расточка, шлифовка и проверка на трещины зафиксированы.
Обработка седел, направляющих и проверка на трещины
Определение состояния седел и направляющих головки блока цилиндров производится после демонтажа клапанных механизмов. Очистка рабочих поверхностей проводиться механическими и химическими методами для удаления нагара и отложений. Контурная зачистка седел выполняется специализированными фрезами с контрольными калибрами для восстановления геометрии. Измерение посадочных углов и ширины проводится нутромером и шаблонами, с фиксацией результатов в протоколе.
Направляющие подвергаются измерению внутреннего диаметра и биения с использованием микрометра и индикатора. При превышении предельных размеров предусмотрена замена направляющих. Контроль на трещины осуществляется визуально и дефектоскопией магнитопорошковым методом на рабочей плоскости и прилегающих зонах. При выявлении трещин производится маркировка дефектов и составление акта дефектовки. Результаты записываются в протокол ремонта с указанием рекомендуемых операций по устранению дефектов или замене комплектующих.
Сборка двигателя
Сборка выполнена по регламенту: очистка, смазка посадочных поверхностей, установка поршней с кольцами, затяжка по моментам, контроль люфтов.
Очистка, смазка и последовательность сборки
Очистка деталей производится с применением обезжиривающих средств и горячей промывки в соответствии с техническими регламентами. Поверхности подвергаются визуальному и инструментальному контролю на наличие трещин, задиров, коррозии и следов перегрева. Смазка деталей выполняется моторными составами с характеристиками, указанными в заводской документации, нанесение наносимых слоев контролируется по толщине и покрытию. Сборка осуществляется по этапам с фиксацией промежуточных контролей размеров и натяжения. Установление сопряжений проводится с применением калиброванных приспособлений. Применение новых уплотнений и прокладок фиксируется в протоколе. Момент затяжки элементов регламентируется и фиксируется по таблицам усилий. Контроль углов и последовательности затяжки производится динамометрическим и угловым инструментом. Окончательный контроль герметичности и вращения узла выполняется на стенде при имитации рабочих нагрузок.
Обкатка и первоначальная эксплуатация
Обкатка двигателя производится при плавном режиме до 500 км. Контроль температуры, давления масла и расхода топлива фиксируеться в журнале.
Режимы обкатки и первичные проверки
Обкатка двигателя после ремонта выполняется по этапам с постепенным увеличением нагрузки. На первом этапе запуск производится с холостыми оборотами в течение 10–15 минут для установления давления масла и контроля утечек. На втором этапе выполняется плавное увеличение оборотов до средних значений при отсутствии резких ускорений в течение 30–50 км пробега, фиксирование показаний манометра масла и термометра охлаждающей жидкости. На третьем этапе допускается кратковременное достижение рабочих оборотов при динамической нагрузке, при этом контроль по вибрации и шуму обязателен. Первичные проверки включают контроль герметичности магистралей, исправность топливной системы, отсутствие подсоса воздуха. Протокол испытаний оформляется с указанием времени прогрева, давления масла, температурного режима, показаний кодов ошибок. Отчет подписывается ответственным специалистом и прикладывается к картоте двигателя.
Настройка и окончательная проверка
Настройка осуществляется по эталонным параметрам. Калибровка ТНВД и форсунок. Проверка герметичности и контроль рабочих режимов двигателя.
Калибровка топливной системы, проверка герметичности и тест-драйв
Калибровка топливной системы производится с использованием заводских параметров для Mahindra XUV700 2.2 дизель 185 л.с. Программная адаптация топливных карт выполняется по протоколу контроллера двигателя. Регулировка давления топлива осуществляется манометром на топливной рампе с фиксацией значения в протоколе.
Проверка герметичности проводится методами статического и динамического давления в топливных и впускных магистралях. Утечки фиксируются дефектной ведомостью с указанием места и типа соединения. Замена уплотнений вносится в акт выполненных работ.
Тест-драйв выполняется по маршруту с имитацией рабочих нагрузок и фиксированием параметров датчиков. Сравнительный анализ логов двигателя оформляется отчетом. Завершение процесса подтверждается протоколом приемо-сдаточных испытаний.