
Обслуживание двигателя Bufori La Joya 2.7 V6 185 л.с. (2005–2010). Описание услуг: диагностика, оценка состояния, подготовка к ремонту, документирование.
Область применения услуги
Применение услуги ограничено двигателем Bufori La Joya 2.7 L V6 185 л.с. выпуска 2005–2010 годов. Обслуживание распространяется на бензиновые модификации с заводской конфигурацией узлов, без модификаций, влияющих на геометрию блока или посадочные места ГБЦ. Диагностика охватывает электронные и механические системы, измерения компрессии и давления масла. Демонтаж и сборка выполняются в условиях стационарной мастерской с наличием подъемного оборудования и стенда. Ремонтные операции включают дефектовку, шлифовку коленвала, расточку цилиндров и замену поршней, колец, вкладышей, сборку ГБЦ. Обкатка проводится на стенде с документированием режимов и параметров.
Технические данные двигателя
Объём 2.7 л. Конфигурация V6. Мощность 185 л.с. Тактовность четырех. Рабочее давление масла, допуски и размеры уточняются по спецификации.
Основные параметры и маркировка
Идентификационные обозначения двигателя представлены на табличке блока цилиндров. Указаны модельный индекс, рабочий объём 2.7 л, конфигурация V6, мощность 185 л.с., годы выпуска 2005–2010. Номера серийной партии и кода сборки расположены рядом с расточкой для маслоподачи. Маркировка клапанной крышки содержит шифр исполнения ГРМ. Дополнительные клейма на шатунах и поршнях информируют о заводских допустимых зазорах и размерах посадки. Допуски по маслу и типу смазки указаны на внутренней поверхности крышки фильтра. Сопроводительная бирка содержит код прошивки ЭБУ и версию датчиков.
Подготовка рабочего места
Рабочее место очистка от посторонних предметов. Оборудование размещение по зонам. Инструменты калибровка и маркировка подготовленных наборов.
Оборудование и инструменты
Перечень оборудования предназначен для выполнения полного цикла работ с двигателем Bufori La Joya 2.7 V6 185 л.с. (2005–2010). Подготовка включает стенд для испытаний двигателя, подъемное оборудование грузоподъемностью не менее 2,5 т, сборочно-разборочный стол с фиксацией блока и ГБЦ, набор динамометрических ключей с калибровкой, комплект измерительных приборов: компрессометр с переходниками для бензиновых цилиндров, манометр для масла с адаптером к масляной магистрали, индикатор часового типа для контроля биения и люфтов, микрометр и набор щупов для измерения зазоров, нутромер для контроля диаметра цилиндров, станок для шлифовки коленвала с приспособлениями, горизонтально-расточной станок с цифровой индикацией, пресс для запрессовки вкладышей, специализированные приспособления для фиксации распредвалов и шатуна, контрольно-измерительные таблицы и калибровочные эталоны, тарированная тара для обезжиривания и промывки деталей, средства для маркировки элементов при разборке, ящики для комплектования и упаковки деталей с предохранительной прокладкой. Проведение работ предусматривает использование защитных и диагностических аксессуаров, промывочных и смазочных материалов, документации по допускам и моментам затяжки.
Приемка автомобиля
Оформление наряда производится при поступлении. Внесение VIN, пробега, дефектов. Фиксация комплектности и внешних повреждений в акте.
Оформление наряда и документации
Регистрация наряда на ремонт двигателя Bufori La Joya 2.7 V6 185 л.с. производится в электронной системе учета. В карточке наряда фиксируются идентификационные данные автомобиля, VIN, год выпуска, пробег, комплектация и заявленная неисправность. Указание перечня работ выполняется списком операций: диагностика, измерение компрессии, измерение давления масла, снятие, разборка, дефектовка, шлифовка, расточка, замена поршней, замена вкладышей, замена колец, ремонт головки блока, обкатка, настройка. Для каждой операции предусмотрены коды работ и нормы времени. Материалы и запасные части отражаются по номенклатуре с указанием артикула, количества и стоимости. Предварительная смета формируется на основе расценок и согласуется документально. Акт приемки оформляется с описанием внешнего состояния и перечнем дополнительных повреждений при обнаружении. Требование к оформлению отчетной документации включает фотографии узлов до демонтажа и после дефектовки, протоколы измерений, журнал работ с подписями исполнителей и даты проведения. Согласование изменений сметы фиксируется отдельным документом с указанием основания и суммы коррекции. Финальный расчет отражается в закрывающих документах и сохраняется в архиве дела.
Предварительная визуальная диагностика
Осмотр наружных поверхностей двигателя. Выявление течей, коррозии, повреждений креплений. Фиксация дефектов в акте осмотра.
Осмотр внешних узлов и систем
Визуальная оценка кузовных креплений и опор двигателя производится для установления наличия деформаций и коррозии. Состояние подрамника и кронштейнов фиксируется в акте. Оценка приводных ремней и цепей проводится для выявления износа, растрескивания и провисания. Состояние системы охлаждения осматривается по целостности патрубков, радиатора, следам течи и повреждений. Электропроводка проверяется на наличие повреждений изоляции, коррозии клемм и ослабления соединений. Воздушный фильтр осматривается на степень загрязнения. Доступность сливных и заливных пробок документируется. Следы масла на наружных поверхностях фиксируются с указанием локализации. Состояние опорных подушек описывается с указанием трещин и усадки.
Электронная диагностика
Считывание кодов ошибок производится специализированным сканером. Логирование параметров двигателя. Анализ данных ЭБУ для определения причин неисправностей.
Считывание кодов ошибок и логов
Подключение диагностического оборудования производится через стандартный разъем. Считывание кодов ошибок выполняется с использованием заводских и универсальных протоколов. Фиксация полученных кодов и временных меток в журнале проводится в структурированном формате. Сбор рабочих параметров двигателя в режиме реального времени осуществляется с регистрацией частоты вращения, угла опережения зажигания, массового расхода воздуха, давления топлива, температуры охлаждающей жидкости, сигналов датчиков положения и датчиков детонации. При идентификации критических кодов выполняется генерация отчета о неисправностях.
Анализ логов предусматривает сопоставление последовательностей событий с контрольными значениями и выявление аномалий по временным зависимостям. При обнаружении взаимосвязанных кодов выполняется построение цепочки событий и формирование рекомендаций по необходимости дальнейшей инструментальной диагностики. Протоколирование результатов производится в сервисной карте автомобиля.
Оценка состояния двигателя
Оценка проводится по результатам диагностики, измерения компрессии и давления масла. Выявление износа фиксируется в отчете и классифицируется.
Анализ данных диагностики и истории обслуживания
Свод данных диагностики объединён в единый отчёт. Включены коды ошибок, лог-файлы ECU, результаты измерений компрессии и давления масла. История обслуживания представлена перечнем замен и регламентных работ с датами и пробегом. Сопоставление временных отметок событий с показателями датчиков выполнено для выявления корреляций. Выявленные аномалии классифицированы по приоритету воздействия на работоспособность. Версии ПО и калибровок ECU зафиксированы. Состояние ремкомплектов и применённых материалов отражено в карточке ремонта. Прогноз остаточного ресурса составлен на основе статистики износа.
Измерение компрессии
Измерение компрессии производится скважинным компрессометром. Фиксация показаний по цилиндрам. Сравнение с нормативными значениями. Документирование.
Методика проведения и интерпретация результатов
Измерение компрессии выполняется с использованием манометра штатного типа. Подготовка цилиндров производится путем удаления свечей зажигания и отключения топливной системы. Прокрутка коленвала выполняется стартером до стабилизации показаний. Замер производится при закрытых впускных и выпускных клапанах. Результаты фиксируются в паспорт диагностики. Интерпретация проводится по поправочным таблицам производителя. Значения ниже нормы указывают на износ каналов, клапанных седел или негерметичность поршневых колец. Допуск разницы между цилиндрами устанавливается в документации. При необходимости повторный замер проводится после промывки камеры сгорания.
Измерение давления масла
Измерение производится манометром в масляной магистрали. Фиксация показаний при холодном и рабочем температурных режимах. Запись результатов в журнал.
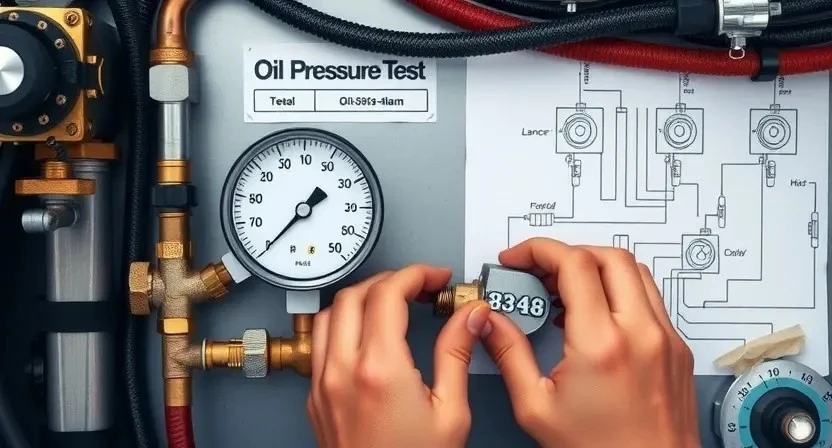
Последовательность измерений и контрольные значения
Подготовка стенда и оборудования. Пробегание процедуры измерения давления масла выполняется с прогретым до рабочей температуры двигателем при частоте вращения холостого хода и при увеличенной частоте для сравнения. Подключение манометра производится к штатному каналу давления. Фиксация показаний производится после стабилизации. Контрольные значения для Bufori La Joya 2.7 V6 при холостых оборотах: 0,8-1,5 бар; при 3000 об/мин: 3,5-5,0 бар. Предельные значения давления масла при прогреве и пуске холодного двигателя оговорены в паспорте агрегата. Документирование результатов измерений. Внесение отметок о расхождениях и допусках.
Принятие решения о демонтаже
Оценка данных диагностики и параметров компрессии. Критерии для демонтажа: превышение допустимых износов, повреждения, повторяющиеся ошибки в логах.
Критерии для перехода к разборке
Фиксация диагностических данных и результатов замеров должна быть выполнена до принятия решения о демонтаже. Считывание кодов неисправностей и анализ логов обязаны подтвердить наличие повторяющихся ошибок, несовместимых с восстановлением в условиях текущей сборки. Измерение компрессии, отрегулированное по методике, должно показать превышение допустимых расхождений между цилиндрами более чем на установленные допуски. Давление масла, зафиксированное при рабочих оборотах, должно находиться ниже контрольной величины с подтверждением падения при нагрузке. Наличие механических повреждений в корпусе блока или ГБЦ, обнаруженных при визуальном осмотре и эндоскопии, подлежит документированию. Фиксация износа шатунных и коренных шеек коленчатого вала, превышающая ремонтные границы, рассматривается как основание к разборке. Шум при работе, подтверждённый акустической записью и коррелирующий с критическими показателями давления и компрессии, учитывается при принятии решения. Появление металлической стружки в масле, подтверждённое лабораторным анализом, является основанием для демонтажа.
Снятие двигателя
Демонтаж производится после оформления документов. Отключение коммуникаций, слить рабочие жидкости, маркировка жгутов, креплений, крепежная последовательность зафиксирована.
Консервация коммуникаций и маркировка узлов
Операция по консервации коммуникаций выполнена в соответствии с регламентом. Электропроводка отключена от аккумулятора и промаркирована по зонам. Топливные магистрали опорожнены и заглушены. Охлаждающая система опорожнена частично для предотвращения пролива при демонтаже. Вакуумные шланги снабжены метками, указывающими назначение и направление потока; Трубопроводы масла временно пломбированы с защитой резьбовых соединений. Разъёмы электронных блоков промаркированы номерными бирками и зафиксированы пакетной обмоткой для исключения перекручивания. Крепежные элементы помечены по группам и уложены в промаркированные контейнеры. Запись о произведённых действиях внесена в наряд-наряд формата с указанием даты, времени и маркировочных кодов.

Разборка агрегата
Последовательность разборки задокументирована. Болты маркированы. Компоненты очищены. Узлы упакованы в помеченные контейнеры для дальнейшей дефектовки.
Фиксация и упаковка деталей
Фиксация компонентов производится по категории: крупные сборочные узлы, блоки и головки, узлы управления, мелкие детали. Каждой позиции присваивается уникальный код. Маркировка наносится на бирки с указанием позиции, состояния, номера операции разборки. Для защиты поверхностей применяются защитные покрытия и прокладки из инертных материалов. Упаковка в транспортную тару выполняется с использованием ящиков с разделителями и пенополиуретановых вкладок. Мелкие элементы собираются в тотальные наборы и помещаются в запечатанные пакеты с индексом комплектации. Документация по комплектам формируется отдельно и вкладывается в влагозащищенные конверты. Транспортировка внутри цеха производится на тележках с амортизацией. Отмечается одинаковое расположение крепежа в комплекте. Контроль целостности упаковки фиксируется в акте приемки.
Дефектовка компонентов
Осмотр деталей производится поэтапно. Замеры износа, дефекты поверхности и зазоры фиксируются. Отчет формируется с перечнем заменяемых узлов.
Осмотр цилиндров, поршней и шатунов
Визуальная оценка цилиндров производится с целью выявления задиров, рисок, коррозии и износа поверхности. Замеры диаметров и овальности выполняются штангенциркулем и микрометром в нескольких плоскостях. Результаты сопоставляются с заводскими допусками. Измерение глубины задиров выполняется индикатором и фиксируется в протоколе. Поршни подвергаются осмотру на трещины, износ юбок, нагары и деформации. Измерение диаметра поршня и зазора поршневых колец проводится с применением щупов и микрометрии. Шатуны проверяются на биение и трещины магнитопорошковым методом или ультразвуком; Контроль консистенции смазки и следов перегрева документируется. Фотофиксация дефектов выполняется для каждого элемента. Принятие решения о восстановлении или замене производится на основании измерений и сравнительных таблиц допусков производителя.
Контроль и шлифовка коленчатого вала
Измерение биения и шеек производится микрометром. Износ выявлен протоколом. Шлифовка выполняется по допускам; балансировка проводится после обработки.
Параметры и допуски после обработки
После шлифовки и восстановительных операций устанавливаются контролируемые величины. Диаметр шейки коленчатого вала указан в технической карте. Посадочные размеры вкладышей соответствуют таблице допусков. Радиальное биение шейки после обработки допускается в пределах указанного значения. Хонинговка цилиндров выполняется до размера, предусмотренного сертификатом комплектующих. Кольцевые канавки чистятся и замеряются по глубине. Зазоры поршень-крупность цилиндра фиксируются в протоколе. Шероховатость поверхностей регламентирована значениями, приведёнными в нормативном документе. Обязательно документирование всех результатов измерений.

Расточка блоков цилиндров
Выполнение расточки блоков цилиндров производится по заданным размерам, установка контрольных размеров, шлифование посадочных поверхностей, удаление заусенцев.
Технологические операции и допуски
Описаны операции по расточке цилиндров, шлифовке коленчатого вала, точечной шлифовке седел клапанов, шлифовке поверхности ГБЦ и проточке каналов. Указаны обрабатываемые размеры и предельные износы. Применяемые допуски: диаметр цилиндра после расточки 83,00–83,02 мм; предельный износ 0,10 мм; биение поверхностей ГБЦ не более 0,05 мм; шейка коленвала после шлифовки диаметром 48,00–48,02 мм; радиальный зазор вкладышей 0,02–0,04 мм; зазор поршневых колец в канавке 0,10–0,25 мм. Контроль измерений производится калиброванными инструментами.
Замена поршней и колец
Подбор поршневых групп по диаметру и компрессии. Монтаж комплектов с указанными зазорами. Контроль натяга и герметичности после установки.
Подбор комплекта и монтажные зазоры
Подбор комплектов поршней, колец и шатунных вкладышей производится по номерам детали и замерам из дефектовочной ведомости. Подбор комплектов основывается на измеренных размерах цилиндров и колец, а также на состоянии шеек коленчатого вала. Монтажные зазоры поршневых колец определяются по технологическим таблицам производителя с учетом класса расточки и толщины новых колец. Вкладыши подбираются по маркировке и измеренным боковым зазорам шатунных шейк. Контроль профильных зазоров сопряжений производится щупами и микрометрами. Заполнение протоколов измерений выполняется для каждого комплекта отдельно.

Замена шатунных и коренных вкладышей
Демонтаж крышек подшипников выполняется. Замена вкладышей по маркировке производится. Контроль зазоров измерениями и запись в акт.
Порядок установки и контроль зазоров
Установка шатунных и коренных вкладышей производится на подготовленные поверхности блока и крышек. Штифтовые посадки выверяются по посадочным отверстиям. Вкладыши ориентируются по пазам и меткам, при наличии метки лицевая сторона направляется вверх. Клапанные направляющие и седла подготавливаются перед монтажом клапанной группы. Замена уплотнений производится совместно с вкладышами при выявлении износа. Зазоры измеряются щупом соответствующего класса точности. Замеры выполняются при температуре, заданной технологической картой; фиксирование результатов в акте. Контроль осевых люфтов коленвала производится индикатором, отклонения заносятся в протокол. Регистрация серийных номеров и соответственных допусков обязательна.
Ремонт или замена головки блока цилиндров
Демонтаж ГБЦ выполняется при деформации. Шлифовка поверхности производится по замерам. Проверка седел клапанов и герметичность восстанавливаются.
Шлифовка, проверка седел клапанов и сборка ГБЦ
Проведение шлифовки поверхности ГБЦ с целью восстановления плоскостности и удаления износа. Обработка производится на плоскошлифовальном станке с контролем биения. Контроль плоскостности осуществляется индикатором со шкалой 0,01 мм.
Проверка седел клапанов включает измерение угловой подгонки и глубины посадки. Седла подвергаются проточке с последующим притиром рабочих фасок. Уплотнение оценено герметичностью методом давления масла в камере.
Сборка ГБЦ производится с заменой направляющих и уплотнительных колец. Притирка клапанов задокументирована. Моменты затяжки болтов головки указаны в спецификации; контроль крутящего момента выполняется динамометрическим ключом; последовательность затяжки записана.
Сборка двигателя
Сборка произведена по регламенту: монтаж коленвала, шатунов, поршней, ГБЦ; контроль моментов затяжки; фиксация маркировки и протоколирование.
Торговая последовательность операций и контрольные моменты
Определение последовательности операций: разборка ГБЦ, демонтаж поршневой группы, извлечение коленвала, дефектовка шатунов. Уточнение очередности операций для соблюдения технологических допусков. Фиксация маркировки всех узлов при снятии. Применение маркировки для обратной сборки. Контрольные моменты определяются по этапам обработки: после шлифовки коленвала проверка биений и посадочных диаметров; после расточки блока цилиндров измерение круглости и соосности; после установки вкладышей измерение зазоров и вкручивания крышек по моментам; после сборки ГБЦ проверка фаз газораспределения и герметичности каналов; обкатка проводится в режимах с фиксированными нагрузками для контроля давления масла и температуры; документирование результатов испытаний и внесение в отчет о ремонте.
Обкатка и постановка на ход
Обкатка двигателя производится на стенде с поэтапным увеличением нагрузки. Контроль температуры и давления масла ведется постоянно.
Режимы обкатки и контроль параметров
Обкатка двигателя Bufori La Joya 2.7 V6 выполняется в несколько этапов. Первый этап предусматривает запуск холодного мотора на холостом ходу до стабильных оборотов в течение 10–15 минут для проверки герметичности и начальной циркуляции масла. Второй этап представляет собой кратковременные прогревочные прогрессии с плавным увеличением нагрузки и оборотов в диапазоне 1500–3500 об/мин, продолжительность каждого цикла до 20 минут. Третий этап включает выход на рабочие температуры и выдержку на средних нагрузках в течении 30–60 минут при постоянном мониторинге параметров.
Контроль параметров производится непрерывно. Давление масла регистрируется на всех режимах; допускаемые отклонения фиксируются в протоколе. Температура охлаждающей жидкости и масла отслеживается на каждом этапе. Уровень вибрации и акустические сигналы регистрируются при переходах между режимами. Фиксация показаний производится через каждые 5 минут в протоколе обкатки. При обнаружении отклонений проводятся повторные циклы обкатки после устранения причин. Завершение обкатки документируется с указанием итоговых значений параметров и рекомендаций по последующему контролю в период гарантийной проверки.

Финальная проверка и выдача заключения
Испытания на стенде выполнены. Протокол проверки сформирован. Выдержка данных по давлению, компрессии и температуре приложена к заключению.
Испытания на стенде и документирование результатов
Проведение стендовых испытаний двигателя Bufori La Joya 2.7 V6 185 л.с. выполняется после сборки и предварительной регулировки. Запуск производится на испытательном стенде с контролем оборотов, давления масла, температуры охладителя, уровня вибраций, расхода топлива и акустического сигнала. Фиксация параметров производится посредством стендового регистратора с сохранением графиков и цифровых значений. Оценка соответствия осуществляется по нормативным контрольным точкам завода-изготовителя и рабочим допускам. Протоколирование включает исходные данные, методы измерений, используемые приборы с калибровочными сертификатами, все полученные значения и расхождения с эталоном, перечень выполненных регулировок и операций, отметки о повторных замерах, заключение о пригодности к установке или необходимости дополнительной обработки, подписи специалистов и дата испытаний.