
Оказание услуг по диагностике и ремонту двигателя Mahindra XUV700 2.0 Turbo 200 л.с.
Назначение документа
Документ предназначен для описания объема работ и контрольных процедур при ремонте двигателя Mahindra XUV700 2.0 Turbo 200 л.с. (2021–н.в.). Описание включает этапы диагностики, оценку состояния, измерение компрессии и давления масла, демонтаж, разборку, дефектовку, механическую обработку коленвала и цилиндров, замену поршней, колец и вкладышей, ремонт или замену головки блока цилиндров, обкатку и наладку после ремонта. Приведены критерии приемки выполненных операций.
Модель и период выпуска
Идентификация двигателя: Mahindra XUV700 2.0 Turbo 200 л.с. Год производства указан как 2021–н;в. Эксплуатационная документация применяется для модификаций, выпущенных после 2021 года. Серийные номера и маркировка двигателя фиксируются при приёме. Совместимость деталей и допуски подбираются по заводским спецификациям конкретного года выпуска. Ограничения по работам и запасным частям определяются официальными бюллетенями производителя.

Общие сведения о двигателе
Описание конструкции VGT турбокомпрессора, рабочий объём 2.0, номинальная мощность 200 л.с.
Технические характеристики двигателя
Представлены основные параметры 2.0 Turbo 200 л.с.: рабочий объём 1997 см3, степень сжатия 10,5:1, мощность 147 кВт при 5500 об/мин, максимальный крутящий момент 380 Н·м в диапазоне 1750-3000 об/мин. Конфигурация 4 цилиндра рядно. Система наддува ⎯ турбонагнетатель с промежуточным охладителем. Топливная система ⎯ непосредственный впрыск. Система управления ⸺ электронный блок управления с адаптивными картами впрыска и зажигания.
Конструкционные особенности турбированного 2.0
Блок цилиндров отлит из алюминиевого сплава с гильзами в сварном исполнении. Коленчатый вал выполнен из кованой стали с термообработкой и балансировочными грузами. Кованные шатуны применены для снижения массы. Турбокомпрессор с изменяемой геометрией направляющего аппарата установлен в выпускной тракт. Система охлаждения содержит интегрированный маслоохладитель. Привод распредвалов зубчатый с натяжителем гидравлического типа.

Подготовка к диагностике
Оснащение измерителями и стендом подготовлено. Проверка электропитания, уровня жидкостей, маркировка узлов.
Оснащение и измерительные приборы
Перечень специализированного оборудования для обслуживания двигателя Mahindra XUV700 2.0 Turbo 200 л.с. Комплекс стендовых установок и подъемных механизмов. Набор динамометрических ключей с метрической градуировкой. Манометры высокого давления для измерения давления масла с метрической шкалой. Компрессометр цифровой с адаптерами под свечные отверстия. Толщиномеры и нутромеры для контроля износа. Точные штангенциркули. Набор щупов для замеров зазоров. Специальные съемники и фиксаторы. Контрольные калибры для проверки посадочных мест.
Контрольная документация и журналы
Ведение исполнительной документации по каждому этапу ремонта двигателя Mahindra XUV700 2.0 Turbo 200 л.с. (2021–н.в.) организовано в виде записей с указанием даты, кода операции и применённых норм и материалов. Регистрация результатов диагностики, измерений компрессии и давления масла осуществляется в журнале с привязкой к серийным номерам агрегатов. Протоколы дефектовки, шлифовки и расточки подшиваются к карточке ремонта. Приёмка после обкатки фиксируется в акте с параметрами стояночных и дорожных испытаний.

Проведение первичной диагностики
Снятие кодов неисправностей производится через диагностический разъем, фиксация результатов обязательна.
Алгоритм проверки рабочих параметров
Последовательность измерений установлена для выявления отклонений в работе 2.0 Turbo. Снять диагностические коды и зафиксировать их. Выполнение пуска двигателя при нормальной температуре охладителя. Измерение давления масла манометром на регулируемом положении. Измерение компрессии по цилиндрам с применением поверенного прибора. Фиксация показателей оборотов холостого хода и уровня вакуума. Сопоставление результатов с нормативами производителя.
Сбор кодов неисправностей и их расшифровка
Сканирование ЭБУ выполняется специализированным диагностическим сканером с сохранением журналов. Считывание кодов выполняется в формате SAE и OBD-II; протоколы записи фиксируются. Расшифровка осуществляется по справочным таблицам производителя и базе данных DTC. Коды с высоким приоритетом выделяются. Привязка кодов к компонентам производится по каталожным номерам. Рекомендуется дальнейшая функциональная проверка указанных узлов.

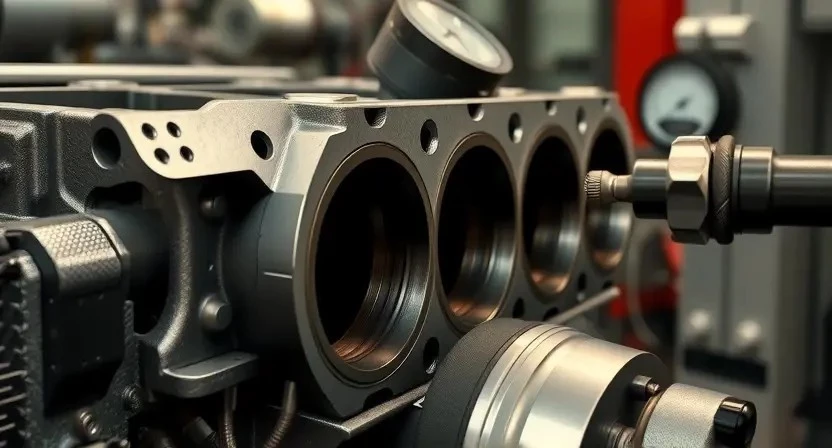
Оценка состояния блоков цилиндров и поршневой группы
Визуальная инспекция блока и поршней. Измерение износа стенок и юбок цилиндров. Снятие данных.
Визуальная инспекция и замеры износа
Осмотр внешних поверхностей цилиндров и поршней выполняется при естественном освещении; фиксирование повреждений выполняется фотопротоколом. Измерение диаметра цилиндров производится нутромером по двум диаметрам на каждой глубине; зафиксировать отклонения от заводских допусков. Контроль зазоров поршень-цилINDER осуществляется микрометром и щупом; результаты вносить в таблицу. Оценка покрытия зеркала цилиндра проводится визуально и измерительно.
Измерение компрессии и интерпретация результатов
Измерение компрессии производится при рабочем температурном режиме двигателя после отключения топливной системы и свечей зажигания. Применение манометра с резьбовым адаптером. Показания фиксируются по каждому цилиндру при провороте коленвала стартером. Сравнение значений с нормативами изготовителя. Разница между цилиндрами оценивается по проценту деградации. Низкие показатели указывают на износ колец, клапанов или прокладки головки блока.
Проверка системы смазки и давления масла
Измерение давления масла производится манометром на холодном и рабочем режимах двигателя.
Методика измерения давления масла
Подготовка оборудования: манометр с диапазоном до 10 бар и адаптер под резьбу масляного датчика. Снятие датчика давления производится для установки адаптера. Заполнение манометра маслом производится согласно инструкции производителя манометра. Запуск двигателя выполняется на холодном и прогретом состояниях для получения двух точек замера. Фиксация показаний производится при холостых оборотах и при 3000 об/мин. Сравнение со штатными значениями выполняется по таблице производителя.
Оценка состояния масляного насоса и каналов
Проверка давления масла производится с применением манометра к штатному штуцеру. Снятие масляного насоса и сетки выполняется при доступе к картерам. Измерение внутреннего люфта шестерён производится микрометром и щупом. Осмотр каналов маслопроводки осуществляется эндоскопом для выявления отложений и повреждений. Пропускная способность каналов определяется проточной пробой под давлением. При обнаружении дефектов проводится дефектовка и документирование результатов ремонта.
Подготовка к демонтажу двигателя
Обеспечение безопасности при фиксации кузова. Маркировка коммуникаций и ведение учёта снятых узлов.
Закрепление автомобиля и обеспечение безопасности
Операция постановки автомобиля на рабочее место производится на ровной поверхности с устойчивой опорой. Поддомкрачивание выполняется точечной установкой под рекомендованные площадки кузова. Колеса фиксируются ручными противооткатными упорами. Рабочая зона ограждается. Питание электрических систем отключается через изоляцию клемм аккумулятора. Блокировка рулевого управления и трансмиссии производится для предотвращения самопроизвольного перемещения.
Маркировка и учет снятых узлов
Маркировка выполняется при демонтаже для идентификации состояния компонентов. Каждой детали присваивается уникальный код, указывающий место установки и обнаруженные дефекты. Фотографическая фиксация производится для последующего анализа. Запись параметров износа и размеров в журнал технического учета обязательна. Хранение комплектов крепежа ведется раздельно с маркировкой. Перемещение узлов на склад сопровождается ведомостью.

Снятие и транспортировка агрегата
Отсоединение коммуникаций проводится по схеме, крепления маркируются, агрегат поднимается краном.
Последовательность отсоединения коммуникаций
Отключение аккумуляторной клеммы производится первым. Слив топливной магистрали производиться в специально подготовленную емкость. Отсоединение впускной и выпускной магистралей выполняется по очереди с маркировкой соединений. Отсоединение электрических разъемов производится с фиксацией мест установки. Демонтаж охлаждающей системы сопровождается перекрытием подачи и сбором антифриза. Снятие маслопроводов производится после сбора масла.
Требования к средствам подъема и фиксации
Применение подъемного оборудования с грузоподъемностью, превышающей массу двигателя и кронштейнов, с запасом 25%. Использование тележек и траверс, сертифицированных по региональным стандартам. Фиксация агрегата предусматривает многоточечные стропы с предохранительными замками. Отклонение от вертикали допускается в пределах, указанных в паспорте крепежа. Проверка состояния крюков и стропов выполняется перед каждым циклом подъема;
Разборка двигателя
Последовательность демонтажа компонентов зафиксирована. Снятие навесного оборудования и головки.
Очередность демонтажа узлов и деталей
Снятие внешних коммуникаций производится первым этапом. Отсоединение электропроводки и разъемов выполняется до удаления воздушного фильтра. Демонтаж впускного коллектора и интеркулера проводится последовательно. Слив жидкостей осуществляется перед отсоединением топливных линий. Снятие навесных агрегатов производится с указанием моментов. Головка блока демонтируется после фиксации коленвала в мертвом положении. Маркировка деталей производится при каждом этапе.
Фиксация дефектов и документация результатов
Результаты дефектовки фиксируются в форме технического отчета. Описание повреждений включает тип дефекта, расположение и степень износа. Измерения приводятся с указанием метода, прибора и погрешности. Фотофиксация производится с привязкой к деталям и номерам цилиндров. Рекомендации по ремонту оформляются как перечень операций с указанием требуемых комплектующих и допусков. Подписи ответственных лиц и дата регистрации вносятся в отчет.
Дефектовка и контроль геометрии
Проведение дефектовки блоков и коленвала. Замеры геометрии шеек и посадочных поверхностей.
Методы определения износа втулок и шеек
Измерение наружного диаметра втулок производится микрометром по нескольким высотам с последующим сравнением с заводскими допусками. Применение индикатора часового типа для контроля биения шейки коленвала и измерения овальности. Радиальный зазор определяется при помощи щупов и оправок с фиксацией в протоколе. Пробная сборка с установкой вкладышей позволит оценить натяг и масляный зазор. Лабораторное определение износа допускает химический анализ смазки на содержание износа металла.
Проверка плоскостей и сопряжений головки блока
Подготовка головки блока к измерениям производится очисткой рабочей поверхности и удалением остатков прокладки. Плоскостность оценивается щупом и индикатором часового типа по контрольным направлениям. Допустимый прогиб устанавливается по заводским данным. Контроль сопряжений заключается в замере посадочных мест под направляющие клапанов и седла. Результаты фиксируются в отчётной карте. При превышении допусков назначается шлифовка или замена.

Шлифовка коленвала и расточка цилиндров
Шлифование шейки производится по заданному допуску; расточка цилиндров выполняется с контрольными измерениями.
Технологические допуски и этапы обработки
Приведение коленвала к заводским размерам производится с выдержкой биения в пределах 0,02 мм. Расточка цилиндров выполняется до ремонтного размера с контролем овальности и конусности; предельные отклонения ⸺ 0,03 мм. Шлифовка шатунных шеек производится с удалением слоя не более 0,05 мм на проход. Контроль всех сопряжений осуществляется измерительными приборами класса точности не ниже 0,01 мм. Протяжка резьбовых соединений фиксируется моментами, указанными в регламенте.
Контроль качества после механической обработки
Проверка геометрии производится измерениями поверхностей коленвала и цилиндров с использованием индикаторов и микрометров. Контроль шероховатости фиксируется приборными значениями. Балансировка выполняется при уравновешивании ротора и маховика на балансировочном станке. Испытание на герметичность проводится методом давления и вакуума. Протокол составляется с указанием полученных отклонений и допусков.
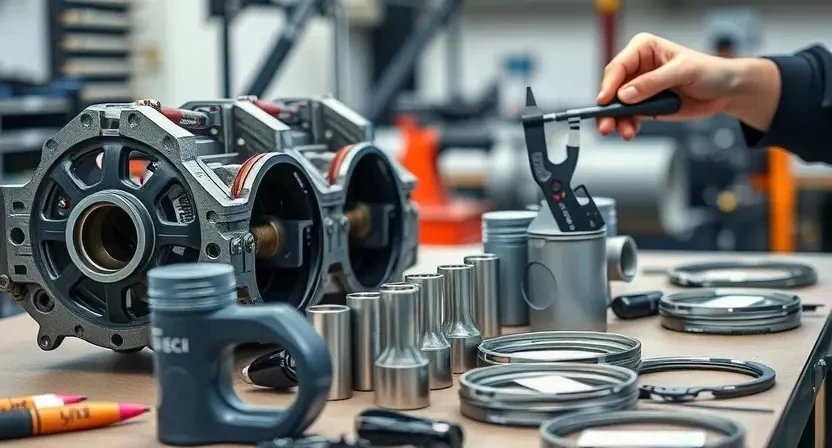
Подбор и замена поршней, колец и вкладышей
Подбор по размерам цилиндров и посадочным местам. Замена с контролем зазоров и натяга.
Критерии выбора комплектующих
Выбор комплектующих проводится по соответствию заводским параметрам Mahindra XUV700 2.0 Turbo 200 л.с. Исполнение деталей должно соответствовать оригинальным чертежам и каталожным номерам. Допуск размеров и геометрии согласуется с технологическими картами. Материалы подбираются по маркировке и свойствам термостойкости и износостойкости. Сертификаты качества и упаковочная маркировка прилагаются к каждому комплекту.
Точность установки и зазорные параметры
Контроль зазоров клапанов производится после окончательной сборки головки блока; Измерение проводится щупом с указанием номинальных величин и допустимых отклонений. Установка вкладышей выполняется с выдержкой технологических посадочных размеров и контрольных натягов; Допуски шатунных соединений и осевой люфт коленвала фиксируются протоколом. Регистрация результатов и отметки о соответствии в журнале выполняются обязательной процедурой.
Ремонт или замена головки блока цилиндров
Осмотр ГБЦ выполнен. Рихтовка седел невозможна при трещинах. Замена головки при дефектах.
Проверка седел клапанов и направляющих
Осмотр поверхности седел выполняется под увеличением для выявления выкрашиваний, трещин и местного износа. Контактная поверхность седла измеряется щупом и микрометром для определения глубины посадки. Направляющие проверяются на радиальные люфты измерением борометра и индикатором; фиксация дефекта производится в журнале. Восстановление посадочных поверхностей предусматривает шлифовку и расточку с последующей сборкой с заменой уплотнительных элементов.
Ремонтные операции и контроль герметичности
Разборка ГБЦ и прилегающих узлов выполняется с документированием посадочных поверхностей. Замена направляющих и седел клапанов проводится при превышении допустимых износов. Притирка клапанов применяется при сохранении геометрии седел. Протяжка головки выполняется по регламенту с указанными моментами. Испытание герметичности производится методом перепада давления и вакуумирования камер с фиксацией утечек.
Сборка двигателя
Сборка производится в цехе с контролем моментов затяжки. Болты головки затягиваются по фазам.
Последовательность установки узлов с указанием моментов затяжки
Установка коленчатого вала производится с последовательным монтажом шатунных вкладышей. Моменты затяжки шатунных болтов задаются по спецификации производителя: предварительная стяжка 30 Н·м, окончательная с угловым поворотом 90°. Установка коренных крышек поэтапная. Первичная стяжка 40 Н·м, последующая ⎯ контрольный угол 60°. Установка головки блока выполняется в три этапа: 40 Н·м, 80 Н·м, угол 90°. Окончательный контроль момента производится после прогрева.
Контроль за уплотнениями и стыками
Контроль уплотнений производится при сборке и после механической обработки. Осмотру подлежат сальники, прокладки, уплотнительные кольца. Измерение ширины и толщины прокладок выполняется микрометром; проверка посадочных поверхностей производится щупом и индикатором плоскостности. Давление герметичности проверяется испытанием под давлением в сборе. Фиксация дефектов производится в акте с указанием заменяемых элементов и размеров.
Обкатка и наладка после ремонта
Обкатка двигателя производится поэтапно. Нагрузка и обороты увеличиваются плавно.
Режимы прогрева и нагрузки для обкатки
Обкатка двигателя проводится в последовательности, направленной на восстановление нормированных зазоров и приработку новых поверхностей. Прогрев осуществляется до рабочей температуры 85–95 °C при минимальной частоте вращения холостого хода. Далее вводится ступенчатая нагрузка: 10 минут при 50% нагрузки, 15 минут при 75%, 5 минут при 100% с интервалами охлаждения. Контроль давления масла и температуры выполняется непрерывно. Фиксация параметров в журнале обязательна.
Настройка системы управления двигателем и адаптация
Настройка ЭБУ производится после сборки и обкатки. Загрузка актуальной прошивки выполняется через диагностический интерфейс. Калибровка датчиков давления и положения производится путем исполнения автоматических адаптаций в сервисном режиме. Параметры холостого хода и впрыска регулируются записью новых значений в память блока управления. Адаптация турбонаддува выполняется посредством циклов прогрева и регенерации, сопровождаемых считыванием параметров в реальном времени;
Контроль качества и передача заказчику
Испытания на стенде проведены, дорожные пробы выполнены, акты оформлены, передача оформлена.
Испытания на стенде и дорожные испытания
Проведение стендовых испытаний включает нагрузочные циклы и запись параметров: мощность, момент, обороты, давление масла, температура. Оборудование калибровано по заводским процедурам. Дорожные испытания выполняются по регламентированному маршруту при фиксированных режимах нагрузки и скорости. Снятые показатели сверяются с паспортными значениями. Отклонения документируются. Протокол испытаний формируется с указанием измерительных каналов и результатов.
Оформление актов выполненных работ и гарантийные условия
Оформление актов выполненных работ производится на каждый этап ремонта двигателя Mahindra XUV700 2.0 Turbo 200 л.с; (2021–н.в.). В акте фиксируются проведённые диагностические операции, измерения компрессии и давления масла, снятие и разборка агрегата, дефектовка, механическая обработка, замена поршней, вкладышей, колец, ГБЦ, обкатка и настройка. Указываются применённые запасные части с артикулом и состоянием. Гарантийные обязательства применяются к выполненным работам и установленным компонентам на срок, указанный в договоре, с условием соблюдения регламента обкатки и эксплуатации. Акт подписывается уполномоченными лицами и прилагается к гарантийному делу.