
Общее описание услуги
Оказание комплекса работ по ремонту двигателя Maserati Ghibli 3.0 V6 Twin Turbo 430 л.с.: диагностика, оценка состояния, комплексная восстановительная обработка.
Назначение и область применения
Назначение услуги — восстановление эксплуатационной пригодности двигателя Maserati Ghibli 3.0 V6 Twin Turbo 430 л.с. 2013–2023 годов выпуска при выявлении снижения мощности, повышенного расхода масла, посторонних шумов и утечек. Область применения ограничена силовыми агрегатами указанной модели с турбонаддувом, бензиновым впрыском и алюминиевым блоком цилиндров. Применение услуги предусматривается при диагностике, подтверждающей отклонения рабочих параметров от заводских допусков. Выполнение работ допускается в условиях специализированной ремонтной зоны, оснащённой подъемником, гидравлической талью, стендом для промывки систем и стендом для балансировки коленчатого вала. Документирование состояния проводится протокольно с присвоением дефектных кодов.
Технические данные двигателя
Объём 2979 см3. Мощность 316 кВт. Крутящий момент 580 Н·м. Система охлаждения и смазки описаны в сервисной документации производителя.
Ключевые параметры и допуски
Предоставление нормативных значений компрессии цилиндров: диапазон давления при холодном двигателе указывать в бар; допустимый разброс между цилиндрами фиксировать. Поршневая группа характеризуется диаметром посадочного отверстия и классом посадки; допускаемые боковые зазоры поршень-цилиндр приводятся по карточке двигателя. Вкладыши коренные и шатунные имеют классы толщины и предел износа по толщине шейки коленвала. Кольца характеризуются внутренним диаметром и торцевым зазором в канавке; указывается максимальный износ; Поверхность плоскости ГБЦ контролируется по биению и условной плоскостности; допускаемые отклонения в мм. Моменты затяжки болтов приводятся в Н·м с порядком операций; применяемые допуски крутящего момента указывать в процентах.

Подготовительные мероприятия
Подготовка рабочего места: освободить пространство, обеспечить подачу электроэнергии, подготовить подставки и оснащение для безопасного снятия агрегата.
Оборудование и инструментарий
Перечень специализированного оборудования для ремонта двигателя Maserati Ghibli 3.0 V6 Twin Turbo 430 л.с. включает стенд для балансировки коленчатого вала, гидравлический пресс для запрессовки вкладышей и направляющих, токарно-фрезерный станок с возможностью расточки и шлифовки блока цилиндров, плоскошлифовальный станок для обработки плоскости головки блока, испытательный стенд для проверки турбонагнетателей и форсунок, компрессометр с адаптерами для V6, манометр масляного давления с комплексом переходников, набор прецизионных нутромеров и микрометров для контроля диаметра цилиндров, измерителей толщины и плоскостности, набор динамометрических ключей с таблицей моментов, установка для ультразвуковой очистки деталей, вакуумный насос и устройство для проверки герметичности системы охлаждения, диагностический сканер с поддержкой протоколов производителя, подъемник с траверсой для снятия агрегата, маркировочный комплект для фиксации взаимного расположения деталей, инструментальные наборы для работы с алюминиевыми и стальными креплениями, съемники шкивов и шестерен, приспособления для фиксации распредвалов, измерительные щупы для проверки зазоров, устройство для контроля натяжения ремней и цепей, стенд для прогрева и обкатки с контролем параметров.
Первичная визуальная инспекция
Визуальный осмотр двигателя производится для выявления внешних повреждений, утечек, следов перегрева и нештатных монтажных соединений.
Фиксация внешних дефектов и утечек
Осмотр внешней поверхности агрегата выполнен с целью выявления видимых повреждений, деформаций и зон коррозии. Регистрация обнаруженных масляных и охладительных подтеков производится через фотодокументацию и запись координат на чертежном шаблоне. Определение характера течи проводится по признакам капания, пропитки уплотнений и следам на прилегающих деталях. Замеры ширины и длины масляных полос фиксируются в миллиметрах. Состояние уплотнительных поверхностей оценивается по наличию рисок, вмятин и следов термической нагрузки. Концентрация антифриза в обнаруженных пятнах устанавливается полосными индикаторами. Отметка о наличии следов выхлопных газов на коллекторе производится в протоколе. Фиксация производится с указанием места на агрегате, времени и характера дефекта.
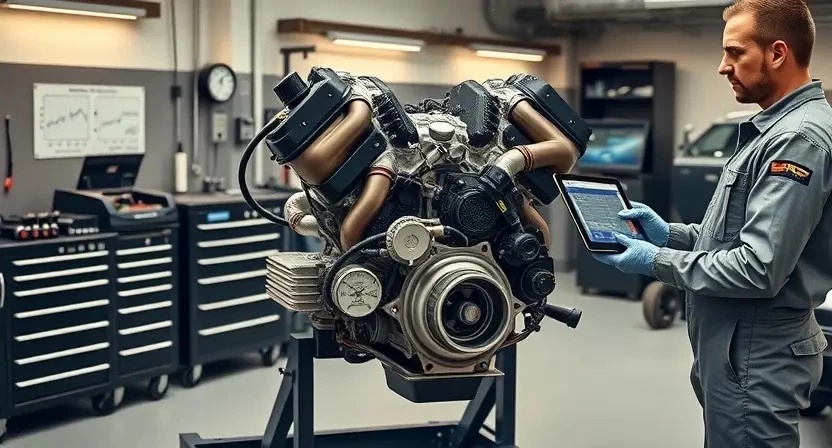
Диагностическая процедура
Проведение последовательных проверок ECU, топливной и системы зажигания. Снятие кодов ошибок. Сигнализация о несоответствиях фиксируется в протоколе.
Системная проверка электронных модулей
Проведение последовательной проверки электронных блоков управления двигателя Maserati Ghibli 3.0 V6 Twin Turbo 430 л.с. производится в несколько этапов. Подключение диагностического оборудования выполняется к OBD-разъему для считывания кодов неисправностей и параметров в реальном времени. Считываемые ошибки документируются с указанием кодов, описаний и времени их появления. Снятие кодов производится только после фиксации данных. Сравнение параметров производится с заводскими значениями. Проверка питания модулей включает контроль напряжений на разъемах, измерение сопротивлений проводки и целостности массы. Тестирование датчиков и исполнительных механизмов проводится путем эмуляции рабочих сигналов и анализируемых ответов модулей. Функция адаптации выполняется при восстановленной исправности узлов путем запуска процедур калибровки через сервисное ПО. Запись результатов диагностики оформляется в протокол с перечнем действий, измерений и рекомендаций по ремонту электронных компонентов.
Оценка состояния компрессии
Измерение компрессии проводится по цилиндрам. Оформление протокола производится с фиксацией значений, отклонения сопоставляются с нормами.
Методика измерения и документирование результатов
Подготовка двигателя к измерениям выполняется с обеспечением рабочих температур и отключением систем, влияющих на показания. Применение прецизионного компрессометра и манометра с поверочным сертификатом является обязательным. Измерение компрессии производится при заданных оборотах стартером, фиксирование пяти последовательных показаний на каждом цилиндре. Контроль давления масла выполняется на прогретом агрегате при стандартизированных оборотах холостого хода и повышенных режимах. Регистрация данных производится в журнале с указанием даты, температуры, серийных номеров приборов и условий испытания. Анализ результата проводится по установленным допускам и фиксируется отметкой о годности или необходимости ремонта. Внесение результатов в электронную базу сопровождается архивированием исходных протоколов.
Измерение давления масла
Подключение манометра к масляному каналу. Измерение при холостом ходе и нагрузке. Фиксация показаний, сравнение с заводскими допусками.
Порядок подключения манометра и интерпретация показаний
Подготовка системы давления масла производится к снятию показаний путем вывода двигателя в рабочее состояние и обеспечения холодного или прогретого состояния в соответствии с регламентом. Подключение манометра выполняется к штатному штуцеру масляного тракта или к месту установки датчика давления, при этом использование адаптера с уплотнительным соединением исключает протечки. Манометр калибруется на нулевое значение перед началом измерений. Замеры выполняются при холостом ходе и при заданных частотах вращения коленвала, данные фиксируются по времени и оборотам. Интерпретация показаний производится на основе сравнения с нормативными величинами: нормальные диапазоны давления при горячем моторе и номинальных оборотах, допустимые провалы давления при старте и допустимые перепады при нагрузке указываются в специализированной таблице. Отклонения от нормы классифицируются по характеру: пониженное постоянное давление, падение при повышенных оборотах, импульсные флуктуации. Причины отклонений идентифицируются через последовательные операции: проверка состояния масляного насоса и шестерен, контроль состояния фильтра и магистралей, оценка герметичности уплотнений, измерение вязкости масла и соответствие допуску. Документирование результатов измерений предусматривает занесение максимального, минимального и среднего значений, с привязкой к температурному режиму и числу оборотов, а также приложением файлов калибровки манометра и фотографий контрольных точек.

Решение о демонтаже двигателя
Оценка параметров компрессии и давления масла проведена. Превышение допусков или внутренние повреждения выявлены. Демонтаж двигателя рекомендован при подтверждении дефектов.
Критерии для принятия решения о снятии агрегата
Фиксация критических отклонений по результатам измерений компрессии и давления масла. При выявлении расхождения с заводскими допусками более чем на 15% производится оценка на необходимость демонтажа. Обнаружение механических повреждений корпуса, трещин на блоке или головке, деформации мостиков крепления, коррозионных поражений рабочих поверхностей считается основанием для снятия. При подтверждении значительных прорывов газа через маслосъёмные кольца документируется вывод о демонтаже. Наличие металлической стружки в смазочной системе или фильтре обусловливает немедленную разборку. Выявление посторонних шумов, неустойчивой работы на холостом ходу и потери мощности сопоставляется с данными замеров; при совпадении признаков планируется снятие агрегата.

Снятие двигателя и агрегатная маркировка
Процесс снятия двигателя выполняется с маркировкой агрегатов. Маркировка наносится на блок, опоры, электропроводку и трубопроводы для сборки.
Последовательность работ и фиксация взаимного расположения деталей
Снятие двигателя производится с маркировкой фланцев, шпилек и датчиков для сохранения взаимного расположения. Маркировка наносится на сопрягаемые поверхности с использованием стойкого к маслам маркера и нумерации. Демонтаж навесных агрегатов осуществляется по очереди, при этом место крепления каждой детали фиксируется в журнале с указанием номера позиции и положения относительно корпуса. Разборка головки блока и коренных опор выполняется с последовательной фиксацией штифтов и болтов по идентификаторам.
Фиксация поршней и шатунов производится путем проставления номера цилиндра и направления установки. Обозначение шатуна и крышки выполняется парным номером. Плоскости сопряжения помечаются для сохранения ориентации при сборке. Оформление взаимного расположения записывается в дефектную ведомость с фотографической документацией и цифровыми значениями усилий затяжки для каждого крепежа.

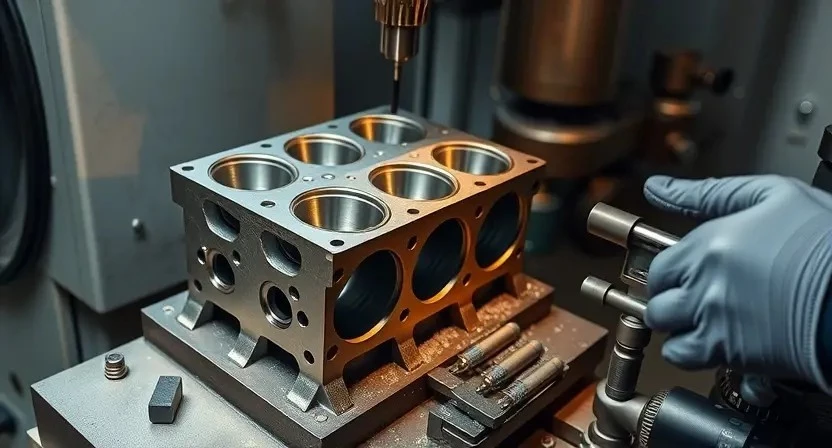
Разборка блока и составление дефектовки
Разборка блока выполняется по этапам. Детали маркируются. Отклонения измерений фиксируются в дефектной ведомости с указанием размеров и статуса.
Алгоритм разборки и оформление дефектной ведомости
Предварительная фиксация состояния агрегата производится фотопротоколом и регистрацией серийных номеров. Обеспечение маркировки сопряжённых узлов выполняется для сохранения взаимного расположения деталей. Демонтаж внешних компонентов производится поочередно, начиная с периферийных узлов и заканчивая магистралями охлаждения и топливоподачи. Последовательность работ фиксируется в бланке работ с указанием момента снятия, инструмента и использованного крепежа. Разборка корпуса производится на стенде, допускающем размещение деталей в лотках с маркировкой цилиндров и направлений установки. Все детали подвергаются визуальному осмотру с измерением критических размеров и фотографированием дефектов.
Заполнение дефектной ведомости производится по структурированной форме: обозначение детали, обнаруженный дефект, метод измерения, измеренное значение, нормативное значение, решение о восстановлении или замене, предварительная сметная оценка. Контрольные размеры фиксируются с указанием прибора и класса точности. При наличии трещин выполняется испытание проникающей жидкостью или магнитопорошковая диагностика с внесением результатов в ведомость. Подписи ответственных исполнителей и дата оформления проставляются в конце документа.
Методы измерений и фиксируемые параметры
Определение параметров производится метрологическими инструментами при ремонте двигателя Maserati Ghibli 3.0 V6 Twin Turbo 430 л.с. Измерение компрессии выполняется поршневым компрессометром со специфицированным адаптером. Фиксация проводится по цилиндрам с указанием максимума и минимума, разброса и отклонения от заводских величин. Измерение давления масла производится манометром с шагом записи 0,1 бар в режиме холостого хода и под нагрузкой. Измерение зазоров вкладышей выполняется микрометром и щупом; фиксируются радиальные и осевые зазоры. Параметры износа цилиндров и поршней регистрируются нутромером и индикатором; указывается овальность и конусность. Контроль плоскости ГБЦ производится индикатором часового типа и плитой; фиксируется биение в микрометрах. Измерение уплотнений и каналов маслоснабжения производится визуально и при помощи эндоскопа; регистрируються размеры и наличие дефектов. Все показания фиксируются в дефектной ведомости с указанием метода измерения, инструмента, допусков и фактических значений, с присвоением статуса годности или необходимости ремонта.
Шлифовка и расточка блока цилиндров
Шлифовка поверхности цилиндров выполняется по замерам износа. Расточка производится по калибру, допуски соблюдаются согласно технической документации.
Параметры шлифовки, допуски и применяемые абразивы
Определение степени шлифовки производится по износу рабочей поверхности и геометрии цилиндров. Допуск на удаление материала с плоскости блока установлен 0,05-0,40 мм в зависимости от результатов замеров и наличия коррозии. Предельный износ диаметра цилиндра при расточке допускается до +0,50 мм от номинала с переходом на ремонтный комплект поршней и колец. Шлифовка осуществляется в несколько проходов с контролем диаметра после каждого цикла.
Применение абразивов нормировано: зернистость 80-200 для черновой обработки, 240-400 для чистовой двухступенчатой обработки, алмазные инструменты для высокоточной финишной обработки плоскостей. Контроль шероховатости Rz 6-16 мкм для поверхности цилиндра после окончательной обработки. Охлаждение и смазка резца обеспечиваются охлаждающей эмульсией, подача минимальна для исключения травления чугуна. Документирование операций производится в ведомости обработки.
Подбор и замена поршней, колец, вкладышей
Подбор по размерным группам. Замена комплектов выполняется согласно допускам. Монтаж с контролем зазоров и фиксированием размеров в отчёте.
Классификация размеров, монтажные зазоры и последовательность сборки
Классификация поршней и вкладышей производится по измеренным диаметрам цилиндров и посадочным размерам коленвала. Подбор комплектующих выполняется по номерным рядам размеров; обозначение класса указывается в дефектной ведомости. Монтажные зазоры поршневых колец фиксируются измерение уплотняемого зазора в канале и торцевого зазора в замке; значения документируются с указанием цилиндра. Вкладыши коренного и шатунного типов подбираются по таблицам допусков, указанные допуски заносятся в акт.
Последовательность сборки представлена этапами. Сборка коленчатого вала производится с установкой вкладышей и контролем биения. Установка поршней в цилиндры производится с применением инструментов для сжатия колец и маркировкой цилиндров. Моменты затяжки головки и шатунных крышек указаны в спецификации и фиксируются в журнале работ. Контрольные измерения зазоров и усилий затяжки выполняются после каждого технологического этапа; результаты заверяются подписью ответственного лица.
Ремонт или замена головки блока цилиндров (ГБЦ)
Диагностика ГБЦ выполнена. Дефекты зафиксированы; Шлифовка плоскости при допусках. Замена направляющих и клапанов производится по замерам.
Диагностика ГБЦ, шлифовка и контроль плоскости
Демонстрация технической последовательности работ по диагностике головки блока цилиндров. Визуальное обследование фасок камер сгорания и седел клапанов. Контроль наличия трещин методом капиллярной дефектоскопии и контроль геометрии при помощи индикаторной стойки. Измерение толщины стенок и высоты направляющих с фиксацией значений в протоколе.
Испытание на герметичность выполняется с применением адаптированных стендов. Результаты заносяться в дефектную ведомость. При выявлении деформации проводится шероховатостная оценка поверхности.
Шлифовка поверхности плоскости осуществляется на горизонтально-шлифовальном оборудовании с контролем параллельности. Допуск неровности поверхности фиксируется числовым значением. После шлифовки производится повторный контроль плоскости и окончательное оформление акта выполненных работ.
Сборка двигателя и контрольные моменты затяжки
Сборка производится по операциям. Моменты затяжки указаны в таблице. Фиксация порядка болтов и применение динамометра обязательны.
Последовательность сборки и фиксируемые моменты усилий
Сборка производится по этапам с документированием каждого этапа. Установка коленчатого вала выполняется в постели блока с контролем осевого люфта. Шатунные вкладыши устанавливаются с маркировкой положения. Моменты предварительной и окончательной затяжки болтов шатунных крышек фиксируются в ведомости. Установка поршней производится с соблюдением ориентации замков колец и указанием класса поршней в протоколе. ГБЦ устанавливается с новой прокладкой, последовательность затяжки болтов головки и угловой момент фиксируются в журнале. Контроль крутящего момента распределён по этапам: первоначальная затяжка по номиналу, окончательная по углу. Моменты затяжки маховика и крепления коробки передач вносится в акт сборки. Финальная проверка крутящего момента производиться после обкатки при холодном двигателе.

Обкатка и контрольный прогрев
Обкатка производится по этапам: низкие обороты, постепенное увеличение, контроль температуры и давления. Прогрев документируется в протоколе.
Режимы обкатки, контрольные параметры в процессe прогрева
Обкатка проводится после полной сборки двигателя с заменёнными расходными компонентами и завершённой регулировкой фаз газораспределения. Прогрев производится в три этапа: холодный пуск с удержанием оборотов холостого хода до достижения 50-60°С, переходный режим при постепенном увеличении нагрузки до 3000 об/мин с контролем температуры и давления масла, рабочий режим с удержанием нагрузок на средних оборотах для формирования рабочих прилеганий колец и вкладышей. Контроль температуры охлаждающей жидкости осуществляется с точностью ±2°С. Контроль давления масла выполняеться манометром с погрешностью не более 0,1 бар; фиксироваться должны минимальные и максимальные значения. Фиксация вибраций проводится акселерометром по осям с диапазоном 0-2000 Гц. Регистрация параметров производится блоком данных с периодичностью 1 с. Прерывание обкатки допускается при превышении пороговых значений температуры, давления или вибраций; значения порогов указываются в паспорте ремонта и зависят от состояния узлов. Завершение обкатки должно сопровождаться повторной проверкой компрессии и давления масла; расхождение с начальными значениями не должно превышать установленных допусков.

Настройка систем и заключительная проверка
Настройка систем управления производится после сборки. Калибровка датчиков и тестовый пуск выполняются. Фиксация параметров в отчёте обязательна.
Калибровка систем управления, проведение контрольных испытаний
Калибровка электронных модулей управления двигателя выполняется после завершения сборочных операций и предварительной проверки целостности электрических и вакуумных магистралей. Подключение диагностического интерфейса производится к штатному разъему. Загрузка заводских параметров или адаптации регламентируется ПО производителя. Выполнение адаптаций форсунок и топливной системы производится последовательно по цилиндрам. Калибровка управления турбонадувом проводится с использованием стендовых режимов на низких и средних оборотах. Установка угла опережения зажигания производится в соответствии с таблицами допусков. Контрольные испытания включают холостой ход, ступенчатое увеличение нагрузки и тест на динамику разгона. Фиксация результатов производится в сервисной документации. Отклонения от норм подлежат протоколированию и анализу для принятия решения о дополнительной регулировке или повторной калибровке.