
Описание услуги: выполнение диагностики, оценка состояния, измерения, демонтаж, дефектовка, механическая обработка, замена компонентов, обкатка и настройка.
Общие сведения о модели
Maserati GranTurismo Trofeo 2023-н.в.: V8 550 л.с., высокий эксплуатационный ресурс, сложная электроника, специальные допуски и материалы требуют точных процедур.
Характеристики двигателя
Тип двигателя: бензиновый V8 с двойным турбонаддувом и непосредственным впрыском. Рабочий объем: указание в технической документации. Мощность: 550 л.с. при номинальных оборотах. Крутящий момент: значение в спецификации производителя. Система смазки: сухой картер с масляным насосом высокой производительности. Система охлаждения: циркуляция через алюминиевый радиатор и электрический насос. Топливная система: высоконапорные форсунки и топливный насос низкого давления в баке, топливная рампа высокого давления. Характерные материалы: блок из алюминиевого сплава, головка из легированного алюминия, поршни кованые. Система управления: ECU с адаптациями и множеством датчиков.

Цели и область работ
Определение объема вмешательства: диагностика, оценка, измерения; вывод двигателя на ремонт; выполнение демонтажа и восстановительных операций до заводских допусков.
Перечень выполняемых операций
Предоставление перечня операций по ремонту двигателя Maserati GranTurismo Trofeo 550 л.с. (2023–н.в.) в формате последовательных технологических этапов. Диагностика электронных систем и считывание кодов неисправностей. Оценка состояния узлов по измерениям рабочих параметров. Измерение компрессии каждого цилиндра методом поршневой пробки с документированием результатов. Измерение давления масла на холостых и при нагрузке с регистрацией графиков. Демонтаж двигателя и маркировка узлов для сборки. Разборка головки блока и блока цилиндров с фиксацией дефектов. Дефектовка компонентов с составлением акта и классификацией повреждений. Шлифовка коленвала и расточка блока по установленным допускам. Замена поршней, колец и вкладышей с подбором ремонтных размеров. Восстановление и шлифовка плоскостей головки блока, замена направляющих седел клапанов. Сборка двигателя с контролем зазорных величин и применением допускаемых герметиков. Обкатка в контролируемых режимах и настройка систем впрыска и зажигания. Оформление итоговой документации и протоколов испытаний.

Подготовительные мероприятия
Оснащение стенда и инструментов подготовлено; Контроль наличия запасных частей оформлен. Маркировка узлов и фиксация серийных номеров выполнены.
Документация и регистрация заказа
Оформление заказа производится в электронной системе сервиса. В заявке фиксируются: модель двигателя, VIN, год выпуска, пробег, состояние при поступлении и перечень заявленных работ. Диагностические результаты вносит аналитический блок после первичной проверки. К каждому этапу присваивается уникальный номер операции и формируется маршрутная карта. Техническая карточка включает контрольные точки для измерений компрессии и давления масла, требования к допускаемым зазорам и использованным запасным частям. Ведомость работ содержит сроки, коды деталей и калибровочные параметры. Акт приемки-возврата оформляется при передаче автомобиля.
Визуальный осмотр и первичная проверка
Визуальный осмотр выполнен: фиксирование внешних повреждений, следов течи масла и охлаждающей жидкости. Фотодокументация приобщена к заказ-наряду.
Фиксация внешних дефектов и утечек
Визуальная фиксация внешних повреждений выполняеться документально. Поверхности окраски и герметиков осматриваются при освещении направленного типа. Обнаружение трещин регистрируется с указанием местоположения и размеров. Записи включают фотодокументацию с обязательным масштабом. Утечки рабочей жидкости делятся по типам: масляные, охлаждающие, топливные, вакуумные. Места протечек фиксируются на схеме узлов с привязкой к соединениям и уплотнениям. Давление в магистралях замеряется для подтверждения места утечки. Протоколы содержат состояние крепежа, состояние сальников и прокладок. Рекомендованная дальнейшая операция указывается через запись о демонтаже проблемного узла.
Диагностика электронных систем
Сканирование ECU выполнено. Считывание ошибок, фиксация кодов, анализ адаптаций, проверка связи с датчиками, сохранение протокола в базу данных.
Сканирование адаптаций и ошибок ECU
Подключение диагностического оборудования к интерфейсу ECU производится для получения кодов неисправностей и параметров адаптаций. Считывание истории ошибок выполняется в режиме полного журнала с фиксацией временных меток и условий появления. Адаптационные значения топливоподачи, угол опережения зажигания, коррекции подачи воздуха и давления наддува снимаются и сохраняются в отчёт. Сравнение текущих адаптаций с эталонными таблицами проводится с указанием отклонений по процентам и абсолютным величинам. Протоколирование кодов P0xxx и U0xxx фиксируется с описанием влияния на работу двигателя. Регистрация необнуляемых адаптаций и ошибок, требующих аппаратного вмешательства, выделяется в отдельный блок отчёта.
Анализ рабочих температур и вибраций
Регистрация температурных режимов производится при холодном запуске, прогреве и рабочих нагрузках. Замеры ведутся по головкам цилиндров, корпусу блока, масляному радиатору и выпускному коллектору с применением термопар и инфракрасных пирометров. Фиксация вибраций осуществляется на двигателе, опорах и трансмиссии с применением акселерометров и анализатора спектра. Выполнение периодичности записей производится по установленному циклу для получения статичных и динамичных профилей. Анализ данных включает сравнение с эталонными картами производителя и выявление аномалий. Оценка состояния опор проводится по частотным характеристикам и амплитудным порогам. Регистрация результатов в протоколе выполняется с указанием точек измерений, времени и условий нагрузки.
Измерение компрессии цилиндров
Проведение замеров компрессии выполняется по цилиндрам последовательно. Протокол заполнить, значения сравнить с нормативом производителя.
Методика проведения замеров и протокол
Подготовка рабочего места и инструментария выполняется согласно нормативам. Измерение компрессии производится с применением манометра высокого давления; применение адаптеров по резьбе цилиндра обеспечивается. Для каждого цилиндра фиксируется значение пикового давления, время нарастания и утечка при снятой свечи. Замер повторяется три раза с равными интервалами; среднее арифметическое вносится в протокол. При измерении давления масла применяется манометр с отводом на датчик давления; регистрация производится на холостых и при 3000 об/мин. Все показания с привязкой к температуре рабочего тела фиксируются в бланке. Протокол заверяется подписью исполнителя и печатью сервиса.
Измерение давления масла и анализ показателей
Измерение давления масла производится манометром на холостом ходу и под нагрузкой. Результаты фиксируются в протоколе для дальнейшей оценки.
Контроль давления на холостых и нагрузочных режимах
Замер давления масла производится с применением манометра высокой точности, подключаемого к масляной магистрали через предусмотренное отверстие или адаптер. Испытания проводятся в два этапа: холостой ход и нагрузочный режим при заданных оборотах и температуре охлаждающей жидкости. Фиксация показаний выполняется в стационарном журнале с указанием режима, времени, температуры и идентификатора датчика. Сравнение с нормативными значениями производится по технической документации. При выявлении отклонений выполняется выбор причин: насос, фильтр, масляные каналы, прессование уплотнений, гидрокомпенсаторы. Резервные измерения проводятся для подтверждения повторяемости. Оформление результатов производится в виде протокола с перечнем измерений, интерпретацией и рекомендациями по дальнейшим операциям.
Принятие решения о демонтаже
Оценка результатов диагностики выполнена. Принятие решения о демонтаже производится при компрессии ниже допустимой, утечках масла, критических вибрациях.
Критерии вывода двигателя в ремонт
Фиксация отклонений по измерениям компрессии более 20% между цилиндрами. Регистрация давления масла ниже паспортных значений на холостом и нагрузочном режимах при использовании поверенного манометра. Фиксация посторонних металлических частиц в масле и фильтре после продувки системой. Выявление трещин, деформаций или прогара в камерных и стеночных зонах блока и головки. Обнаружение значительных биений при вращении коленчатого вала. Наличие утечек через прокладки, не устраняемых поверхностной герметизацией. Фиксация ошибок ECU, сопровождаемых нестабильной работой и коррекцией фаз газораспределения.
Снятие двигателя и подготовка к разборке
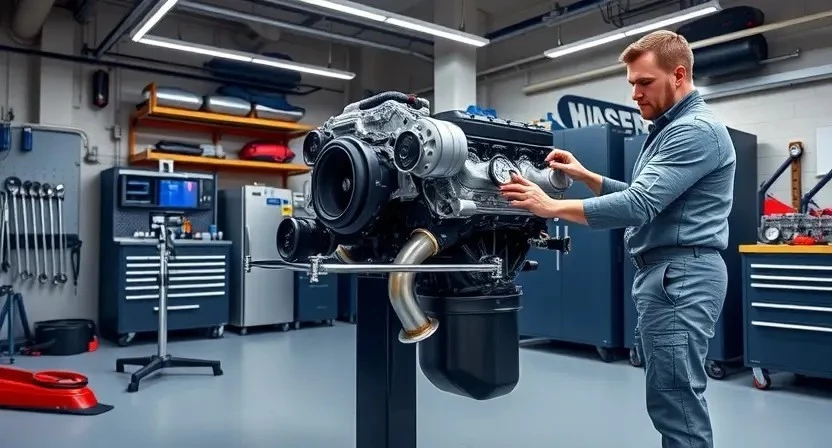
Фиксация номера двигателя и маркировка шлангов произведена. Отсоединение электронных разъёмов и топливных магистралей выполнено. Слив жидкостей произведён.
Фиксация расположения и маркировка компонентов
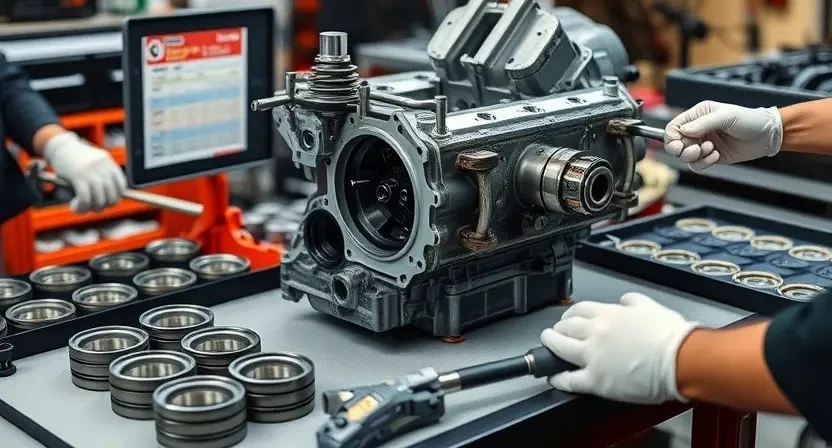
Фиксация положения компонентов двигателя выполняется до демонтажа для обеспечения восстановления исходной компоновки. Маркировка наносится на крышки распределительных валов, топливную аппаратуру, коллекторы, жгуты проводки и кронштейны крепления. Применение маркировочных бирок и номерации болтов обеспечивает однозначную идентификацию. Временное крепление пломбами и нанесение меток краской допускается для узлов с контролируемой ориентацией. Для датчиков и трубопроводов указываются направления подключения. Схемы расположения фиксируются фотоснимками и вносятся в технологическую карту. Записи о совместимости деталей и позициях элементов вносятся в акт приемки к разборке.
Разборка узлов и групп деталей
Демонтаж узлов производится по последовательности: снять навесные, отключить коммуникации, удалить крепления, разъединить агрегаты, маркировка компонентов.
Последовательность демонтажа головки, блока и поддона
Подготовка рабочего места и фиксация автомобиля на подъемнике. Отключение аккумуляторной батареи и демонтирование вспомогательных агрегатов для доступа к головке. Слив рабочих жидкостей и маркировка линий. Ослабление креплений впускной и выпускной систем. Отсоединение магистралей охлаждения и маслопитания. Последовательное ослабление и удаление крышек распределительных валов. Снятие крышек коренных и шатунных подшипников при зафиксированном положении коленвала. Демонтаж головки с использованием специализированной траверсы. Маркировка и упаковка снятых деталей. Снятие масляного поддона через последовательное удаление крепежа и прокладок. Блок двигателя освобождается после удаления навесных узлов и кронштейнов. Хранение компонентов на уплотненных подложках.
Дефектовка элементов и составление акта
Проведение дефектовки узлов. Фиксация повреждений, измерений и размеров. Составление акта с перечнем дефектов, выводами и предложенной программой ремонта.
Классификация повреждений и допустимых износов
Классификация повреждений производится по типам: механические деформации, коррозионные поражения, термические дефекты, износ направляющих и сопряжений, задиры и риски на рабочих поверхностях. Для поршней устанавливаться границы износа по диаметру и торцевому зазору. Для шеек коленвала указывается круговое биение и овальность; предельные значения соответствуют паспортным допускам. Вкладыши оцениваются по толщине и следам задиров; при превышении износа производится замена. Клапаны классифицируются по пригару и деформации седел. ГБЦ проверяется на плоскостность и трещины; превышение плоскостности приводит к шлифовке или замене. Зазоры между кольцом и канавкой фиксируются и сравниваются с нормативами. Результаты оформляются актом дефектовки с перечнем рекомендованных операций и измерительных данных.

Шлифовка коленчатого вала и расточка блока
Шлифовка вала производится по замерам износа. Расточка блока выполняется по ремонтным размерам. Допуски и протоколы оформляются в акте.
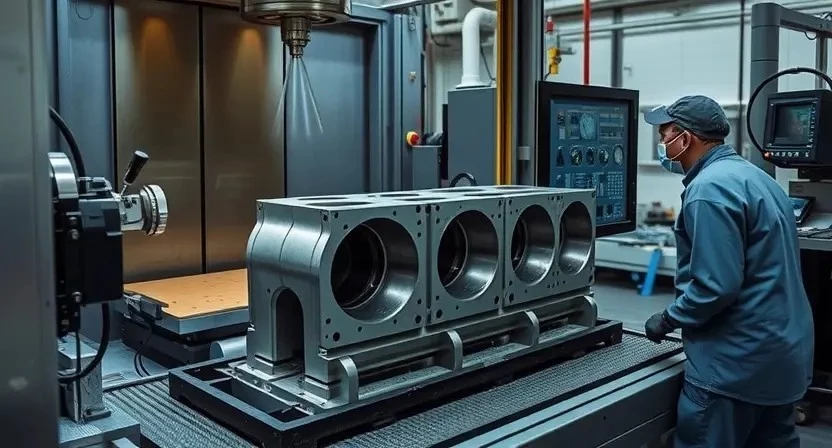
Технические параметры обработок и допуски
Установлены контрольные размеры и предельные отклонения для расточки блока цилиндров, шлифовки коленчатого вала и обработки плоскостей ГБЦ. Расточка цилиндров выполняется до ремонтных размеров +0,25 мм и +0,50 мм с круговой шероховатостью Rz не более 10 мкм. Шлифовка коленчатого вала допускает уменьшение диаметра шеек в ремонтных размерах +0,25 мм и +0,50 мм; допуск биения шеек не более 0,02 мм. Плоскость головки обрабатывается с допуском параллельности 0,03 мм; шероховатость поверхности не более Ra 1,6 мкм. Посадочные поверхности вкладышей контролируются по зазору масляного слоя 0,020–0,040 мм для нижнего масштаба; для верхнего масштаба 0,015–0,035 мм. Замена поршней предусматривает подбор по номиналу и ремонтному классу; кольца подбираются по внутреннему диаметру канавки с запасом на тепловое расширение 0,15–0,35 мм. Контрольный измерительный протокол включается в акт дефектовки.

Выбор и установка поршней, колец и вкладышей
Подбор производится по ремонтным размерам. Измерение посадочных мест. Установка компонентов с заданными зазорами. Контроль натяга и центровки.
Подбор ремонтных размеров и зазоров
Определение ремонтных размеров производится по паспортным данным и протоколам измерений блока и коленвала. Измерение диаметра цилиндров выполняется микрометром и нутромером. Сравнение с заводскими допусками выполняется по таблицам. Подбор поршней и колец осуществляется по полученным размерам расточки. Выбор вкладышей производится по диаметру шейки коленвала и величине масляного зазора. Измерение бокового зазора шатунных подшипников проводится щупом и микрометром; результаты заносятся в акт. Контроль фактических зазоров компрессии и масляных каналов фиксируется в карточке ремонта.
Работы с головкой блока цилиндров
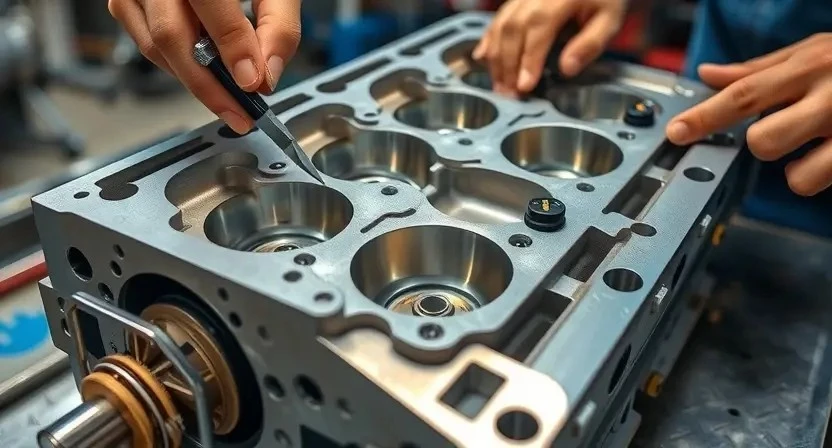
Проверка плоскостей ГБЦ выполнена. Шлифовка поверхности при допусках 0.05 мм. Замена направляющих и седел клапанов при износе. Герметичность проверена.
Проверка плоскостей, шлифовка и замена направляющих
Осмотр поверхности ГБЦ производится измерением плоскостности с применением щупа и линейки. Значения сравниваются с заводскими допусками. Дефекты фиксируются в акте дефектовки. При выявлении искривлений или рисок запланирована шлифовка с снятием металла в пределах допустимых размеров. Шлифование выполняется на специализированном станке с абразивом марки, обеспечивающим чистоту поверхности и заданную центровую шероховатость. Направляющие клапанов извлекаются химическим или механическим способом. Установка новых направляющих производится выбранного ремонтного размера. Контроль геометрии проводится после ремонта путем измерения зазоров и радиального биения.
Сборка двигателя в восстановленном состоянии
Сборка производится по контрольным картам. Применение торцевых моментов, последовательность сборки, герметизация соединений и фиксация датчиков.
Последовательность сборки и применение герметиков
Сборка двигателя производится по последовательности узлов, установленной заводской документацией. Притертость и сопряжения очищаются перед монтажом. Уплотнения заменяются на новые соответствующих размеров и материалов. Нанесение герметика выполняется в зонах указанных швов по нормативам производителя, равномерное распределение обеспечить способом равномерного нанесения в один слой; Моментная затяжка выполняется по протоколу с контролем последовательности и коэффициента усадки. После установки коллекторов и трубопроводов выполняется контроль совмещения фасок. Оборудование для выдержки и фиксации используется для предотвращения перекосов. Продувка каналов производиться перед окончательной сборкой. Документация о применённых составах и моментах затяжки вносится в акт работ.
Контроль затяжки и моментных характеристик
Контроль затяжки производится по таблице моментов. Фиксация результатов в протоколе. Применение динамометрического ключа обязательно.
Протоколы затяжки болтов головки и кривошипно-шатунных соединений
Описание процедур затяжки фиксируется в техническом протоколе. Последовательность операций разделена на этапы: первичная центровка, предварительная затяжка, основная последовательность по моменту и контрольный заход. Применение динамометрического и угломерного инструментов. Указание величин моментов и углов для конкретной модели указывается в спецификации производителя. Протокол включает таблицы с номерами болтов, начальными значениями момента, величинами угловых проходов и итоговыми параметрами.
Фиксация контроля производится отметкой о соответствии и подписью ответственного лица. Записи о повторных измерениях вносится отдельно при расхождении. Архивация протоколов предусмотрена в бумажной и электронной формах.
Обкатка двигателя после ремонта
Обкатка проводится по этапам: холодный пуск, постепенное увеличение нагрузки, контроль утечек и параметров, фиксирование показаний, оценка вибраций, окончательная фиксация результатов.
Схема прогрева, режимы нагрузок и фиксация параметров
Определение этапов прогрева двигателя Maserati GranTurismo Trofeo 550 л.с. выполнено для обеспечения равномерной температурной стабилизации и контроля рабочих параметров. Первичный прогрев производится на холостом ходу до температуры масла 60–80 °C с регистрацией давления и температуры. Последующий прогрев осуществляется ступенчато: низкая нагрузка при частоте вращения до 3000 об/мин в течение 10 минут; средняя нагрузка при 3000–4500 об/мин в течение 15 минут; высокая нагрузка кратковременная при 4500–6500 об/мин с плавным набором оборотов. Фиксация параметров производится журналом с отметками времени, температур, давления масла, оборотов двигателя и кодов ECU. Испытания на нагрузочном стенде совмещаются с мониторингом вибраций и утечек. Протокол составляется с указанием предельных значений, фактических показателей и выводов по соответствию нормативам производителя.
Настройка систем впрыска и зажигания
Настройка производится посредством калибровки ECU, адаптаций датчиков, синхронизации форсунок и коррекции опережения зажигания по нагрузочным картам двигателя.
Калибровка ECU и адаптация датчиков
Настройка электронной блока управления производится по регламенту производителя. Считывание идентификационных данных и сохранение текущих параметров выполняются перед вмешательством. Выполнение адаптаций проводится в последовательности: загрузка фирменного ПО, выбор профиля двигателя, инициация процесса адаптации датчиков распредвала, коленвала, массового расхода воздуха и датчиков давления масла. Параметры адаптации фиксируются в журнале с указанием версий ПО и калибровок. Калибровка топливных карт и углов опережения зажигания выполняется на стенде или на автомобиле в условиях минимальной внешней нагрузки. Адаптация датчиков производится до достижения стабильных показателей сигналов. Контроль ошибок и очистка кодов выполняется после завершения процедур; Фиксирование итогов в отчёте с присвоением статуса выполнено.
Окончательная проверка работоспособности и приемо-сдаточные испытания
Функциональные испытания проводятся: контроль динамики, утечки, расхода масла, шумов; протокол заполнен; заключение выдано по результатам.
Контроль динамики, расхода масла и присутсвие посторонних шумов
Проверка динамики производиться на испытательном стенде с измерением ускорения, времени разгона и крутящего момента на заданных режимах. Фиксация расхода масла выполняется при прогреве и под нагрузкой с использованием прецизионного расходомера. Регистрация посторонних шумов производится многоканальной аппаратурой с последующим спектральным анализом. Сопоставление данных с нормативными кривыми проводится для выявления отклонений. Отклонения документируются в акте. Оценка влияния обнаруженных отклонений на ресурс двигателя производится с указанием требуемых работ и приоритетности ремонта.
Отчетность и гарантийные обязательства
Составление акта выполненных работ, фиксация замененных деталей, выдача сервиса гарантии на выполненные операции и примененные детали.
Составление акта выполненных работ и гарантийные условия
Оформление акта выполненных работ включает перечень выполненных операций и применённых материалов: диагностика, измерение компрессии, измерение давления масла, демонтаж, разборка, дефектовка, шлифовка коленвала, расточка блока, замена поршней, колец, шатунных вкладышей, ремонт или замена головки блока, обкатка, настройка систем. Протокол содержит серийные номера деталей, размеры ремонтного вмешательства, значения параметров после регулировки. Указание сроков гарантии по работам и запчастям приводится отдельно. Гарантийные обязательства оформляются в соответствии с нормами и внутренней политикой сервиса. Фиксация подписей и печати производится в акте.