
Предоставление услуги ремонта двигателя 2.2 дизель 200 л.с. включает диагностику, оценку состояния и подготовку к последующим операциям.
Описание услуги
Оказание комплексной услуги по ремонту двигателя Hyundai Palisade 2.2 дизель 200 л.с. включает последовательность операций, направленных на восстановление работоспособности силового агрегата.
Диагностика электроники и механики проводится с использованием специализированного оборудования. Считывание кодов ошибок и регистрация параметров выполнения операций выполняются в протоколе. Замер компрессии проводится методом динамического давления с фиксированием показаний по каждому цилиндру. Измерение давления масла выполняеться манометром высокого давления на штатном выводе. Снятие агрегатов производится по регламенту с маркировкой элементов. Разборка осуществляется по операциям с обязательной дефектовкой. Шлифовка коленвала и расточка блока выполняются по допускам производителя с контролем диаметра. Подбор поршней, колец и вкладышей осуществляется по техническим паспортам и допустимым износам. Замена головки блока и прокладки производится при обнаружении повреждений, с последующей планировкой поверхности. Сборка реализуется с соблюдением моментов затяжки и контроля за зазорами. Обкатка и настройка выполняются по программе с тестированием параметров работы двигателя в разных режимах.

Техническая характеристика двигателя
Тип двигателя: рядный четырехцилиндровый дизель 2.2; рабочий объем 2199 см3; номинальная мощность 200 л.с.; наддув турбонаддув; система Common Rail.
Основные параметры двигателя 2.2 дизель 200 л.с.
Тип двигателя: рядный четырехцилиндровый дизельный агрегат с турбонаддувом. Рабочий объем указан 2199 см3. Мощность завизирована 200 л.с. при заданном диапазоне оборотов, крутящий момент установлен 440 Н·м.
Система впрыска: непосредственный электронный впрыск топлива высокого давления. Система наддува: турбокомпрессор с изменяемой геометрией лопаток. Охлаждение: жидкостное с интегрированным термостатом и электрическим насосом в зависимости от исполнения.
Смазочная система: сухой картер отсутствует, масло подается под давлением через масляный насос шестерного типа; номинальное давление и расход определяются заводскими требованиями. Конструкционные допуски шатунных и коренных шеек соответствуют каталожным значениям.
Предварительная подготовка автомобиля
Организация рабочего места и комплект инструментов описана. Обезжиривание поверхностей, слива топлива и отвода АКБ произведены перед демонтажем.
Организация рабочего места и комплектация инструментом
Подготовка рабочего места предусматривается расположением стойки с подъемником, освещением и системой вытяжки для удаления паров и масел. Стеллажи маркируются для хранения деталей по этапам разборки. Стол для сборки комплектуется чистыми салфетками, лотками для мелких элементов и измерительными шаблонами.
Комплектация инструментом включает набор торцевых головок и динамометрический ключ с калибровкой. Присутствие компрессометра давления топлива и компрессии; манометр давления масла; набор микрометров и индикаторов часового типа. Набор для снятия и установки форсунок и уплотнений предусматривается.
Предусмотрено применение специнструмента для фиксации валов и ступиц. Контейнеры для отработанных жидкостей и упаковочные материалы подготовлены. Ведется учет наличия инструментов и расходников в журнале.
Приемка и регистрация дефектов
Поступление автомобиля зафиксировано. Описание симптомов внесено в наряд‑заказ. Диагностические данные приложены. Приоритет ремонта определён.
Формирование наряда‑заказа и фиксация симптомов
Регистрация обращения производится с указанием идентификационных данных автомобиля и комплектации двигателя 2.2 дизель 200 л.с; Указание года выпуска и пробега вносится в карточку. Описание жалоб оформляется списком: посторонние звуки при работе, дымность, падение мощности, повышенный расход топлива, трудности при запуске. Фиксация визуальных признаков осуществляется с привязкой к местам: следы масляных течей, следы охлаждающей жидкости, коррозионные изменения компонентов. Измерения давления и компрессии отмечаются отдельной строкой с указанием измерительных приборов. Состав работ и приоритетность определяются на основании зафиксированных симптомов и предварительных данных. Акт приемки подписывается уполномоченным лицом и прикрепляется к делу.

Диагностика системы управления двигателем
Считывание кодов неисправностей производится сканером. Анализ параметров в реальном времени. Фиксация аномалий в отчете для дальнейших работ.
Считывание кодов неисправностей и анализ параметров
Считывание кодов неисправностей выполняется при подключении диагностического адаптера к разъему OBD-II. Считывание производится в режиме живых данных и сохранения логов. Коды DTC фиксируются в отчете; классификация по системе SAE и внутренним кодам производителя выполняется автоматически. Параметры оборотов, температуры охлаждающей жидкости, давления топлива и массового расхода воздуха регистрируются с частотой не менее 1Гц. Адаптационные значения ТНВД и положения турбокомпрессора сохраняются для последующего сравнения.

Оценка состояния двигателя по внешним признакам
Визуальная инспекция выявляет утечки масла, охлаждающей жидкости, следы коррозии и механических повреждений. Фиксация дефектов в отчёте.
Осмотр компонентов на предмет утечек, коррозии и повреждений
Визуальный осмотр выполняется с целью выявления внешних источников утечек топлива, масла и охлаждающей жидкости. Осмотр включает поверхностный, промежуточный и углублённый этапы. Поверхностный осмотр направлен на выявление следов подтекания по сальникам, прокладкам и соединениям. При наличии следов производится очистка контрольных зон для последующего детального исследования. Промывание каналов и нанесение индикаторов утечки применяется при подозрении на скрытые протечки. Металлические поверхности оцениваются на наличие коррозионных очагов, растрескиваний, вмятин и изломов. Соединительные элементы и крепёж исследуются на целостность резьбы и деформацию; Пайка и сварка исключаются как ремонтный метод при аналогичных дефектах без протокола согласования. Фиксация обнаруженных дефектов производится в форме акта с фотодокументацией и указанием местоположения, характера повреждения и предполагаемого метода устранения.
Измерение компрессии цилиндров
Измерение проводиться компрессометром при горячем двигателе. Фиксация показаний по цилиндрам. Сравнение с эталонными величинами и протоколирование.
Порядок измерения и критерии оценки результатов
Подготовка двигателя к измерению компрессии производится отключением питания системы впрыска и удалением свечей накаливания. Привод коленчатого вала осуществляется стартером при отключенной подаче топлива. Применение манометра высокого давления с адаптером по резьбе клапана впускного коллектора обеспечивает герметичность соединения. Поочередное измерение каждого цилиндра фиксируется в протоколе. Снятые показания сравниваются с нормами производителя для 2.2 дизель 200 л.с. Отклонение более 15% от среднего значения признаётся критерием неравномерности. Давление менее минимального порога указывает на износ кольцевой группы, пробой прокладки головки или дефект седла клапана. Регистрация результатов производится с указанием температуры блока и частоты вращения вала. Контроль повторяется после декарбонизации или при замене грушей измерительного оборудования.
Измерение давления масла и его анализ
Подключение манометра к масляной магистрали. Замер при холодном и прогретом двигателе. Сопоставление показаний с паспортными значениями. Оценка отклонений.
Методика измерения давления и интерпретация показаний
Подготовка измерительного оборудования производится через промывку масляной магистрали и установку манометра в предусмотренное производителем место. Прогрев двигателя до рабочей температуры выполняется до стабилизации показаний. Измерение производится при отключенной системе подачи топлива для получения статического давления и при работающем двигателе для динамического значения. Фиксация значений производится для холостого хода, прогазовки и нагрузки. Сопоставление с нормативами выполняется по таблице производителя. Низкие показания указывают на изношенный масляный насос, забитый фильтр или дефекты магистрали. Высокие значения свидетельствуют о забитой вентиляции картера или неисправности регулятора давления.
Принятие решения о необходимости разборки
Анализ диагностических данных выявил отклонения компрессии и давления масла. Принятие решения основывается на измерениях и их сравнении с нормативами.
Критерии перехода к капитальному ремонту
Фиксация снижения компрессии более чем на 25% от номинала для нескольких цилиндров. Регистрация значительного разброса показаний между цилиндрами свыше 15%.
Фиксация давления масла ниже нормативного диапазона при холостом ходу и повышенных оборотах одновременно с наличием металлической взвеси в масляном фильтре. Фиксация значительного потребления масла при отсутствии внешних течей.
Обнаружение износа шатунных шеек, выявление задиров цилиндров и разрушение канавок под кольца при дефектовке. Обнаружение трещин или деформаций блока при визуальном и магнитопорошковом контроле.
Фиксация прогара поршневых коронок, значительное выгорание седел клапанов, нарушение геометрии ГБЦ. Принятие решения о капитальном ремонте производится при сочетании двух и более указанных признаков.
Снятие агрегатов и подготовка к разборке
Демонтаж навесного оборудования производится по этапам. Маркировка трубопроводов, разъёмов и крепёжных элементов. Снятие узлов с учётом безопасности.
Порядок демонтажа навесного оборудования и агрегатов
Идентификация элементов проводилась по схеме автомобиля. Отключение электроразъемов и снятие клемм батареи выполнялись для исключения подачи питания. Слив рабочей жидкости в предусмотренные емкости осуществлялся до отсоединения магистралей. Снятие воздуховода и фильтра производилось для освобождения доступа к турбокомпрессору и ТНВД. Демонтаж ремней и роликов выполнялся с фиксацией положения натяжителя. Отсоединение топливных трубок с применением защитных заглушек осуществлялось для предотвращения попадания загрязнений. Снятие выпускной коллекции и турбины производилось после охлаждения до безопасной температуры. Демонтаж охладителя и шупа уровня масла проводился для обеспечения доступа к головке блока. Удаление опор двигателя и подрамника выполнялось с применением подъемного оборудования, с последующей фиксацией двигателя стойками. Маркировка снятых шлангов и проводки производилась для исключения ошибок при сборке; Упаковка снятых деталей осуществлялась по группам в промаркированные контейнеры.
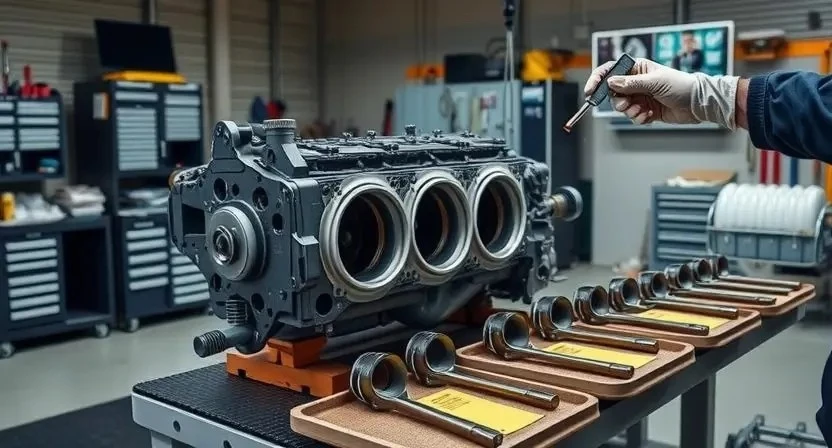
Разборка двигателя и маркировка деталей
Демонтаж выполняется по этапам. Маркировка компонентов производится номерными метками. Сборочные единицы фасуются и документируются для обратной сборки.
Методика последовательной разборки и идентификация компонентов
Последовательная разборка производится по этапам, определённым технологической картой. Фиксация состояния осуществляется фотографированием и внесением в журнал для каждой операции. Маркировка деталей выполняется посредством пронумерованных бирок и местной гравировки после очистки поверхностей. Снятие навесного оборудования выполняется с сохранением крепёжных элементов в комплектных пакетах с этикетками. Уплотнения и прокладки укладываются в индивидуальные пакеты с указанием посадочных мест. Направляющие и болты распределительного вала маркируются по положениям цилиндров. Поршни и шатуны помещаются в пронумерованные лотки с обозначением цилиндра и ориентации. Узлы с электрическими разъёмами фиксируются отдельными бирками с цветовой кодировкой. Контроль соответствия размеров и допусков осуществляется инструментальными измерениями и занесением значений в акт разборки.

Дефектовка блока цилиндров и поршневой группы
Осмотр отверстий проведён. Замеры износа выполнены. Оценка поршней, колец, шеек зафиксирована в протоколе. Изъятие дефектных элементов задокументировано.
Осмотр отверстий, поршней, колец и шатунных шеек
Визуальный и инструментальный осмотр цилиндров выполняется после демонтажа поршневой группы. Оценка поверхности цилиндров производится на предмет рисок, задиров, выкрашивания покрытия и овальности. Измерение диаметра цилиндров осуществляется микрометром и нутромером по нескольким сечениями. Поршни проверяются на трещины, задиры и деформацию юбок. Кольца извлекаются для оценки износа, замер зазора по уплотнительной поверхности производится щупом. Шатунные шейки осматриваются на наличие задиров и износа поверхности; контроль внутреннего диаметра блока и вкладышей осуществляется кольцевым индикатором. Фиксация дефектов производится в дефектной ведомости с указанием величин и рекомендаций на ремонтные операции.
Шлифовка коленчатого вала и расточка блока
Шлифование выполняеться по замеру биения и износа. Расточка блока производится по ремонтным размерам. Контроль размеров проводится микрометром.
Технологические параметры шлифовки и расточки
Определение размеров коленчатого вала и блока производится по паспортным допускам двигателя 2.2 дизель 200 л.с. Контрольная поверка геометрии вала проводится на вертикальном стойле измерительной установки.
Задание припуска для шлифовки в зависимости от износа: 0,02–0,10 мм при основном ремонте. Расточка коренных и шатунных шеек выполняется с шагом согласованного поворота абразивной головки.
Шероховатость поверхности после шлифования поддерживается в пределах Ra 0,4–0,8 мкм. Термическая обработка балансировочных мест производится при контролируемой температуре, выдержка фиксируется в технологическом журнале.
Контрольные размеры и биение проверяются микрометрическими методами. Запись результатов обязательна.

Выбор и замена поршней, колец и вкладышей
Подбор комплектующих по допускам производится по размерам расточки. Замена поршней, колец и вкладышей выполняется по сопоставлению маркировок.
Подбор комплектующих по допускам и износоустойчивости
Подбор комплектующих производится на основе измерений рабочих размеров и параметров износа. Сопоставление номинальных размеров цилиндров, поршней и шатунных шеек с фактическими величинами выполняется по технической документации производителя. Выбор поршневых комплектов осуществляется по классу посадки, допускаемому зазору и предельному износу. Подбор вкладышей производится по внутреннему диаметру коренных и шатунных шеек после шлифовки коленвала с указанием ремонтного размера. Подбор колец определяется зазором в замке и рамером канавки поршня. Устойчивость материалов учитывается по твердости, износостойкости и совместимости смазки. Запасные части изготавливаются по оригинальным спецификациям или техническим эквивалентам с документированными допусками. Оформление комплектов фиксируется в наряде-наряде с указанием партийных номеров, штрихкодов и сертификатов качества.
Ремонт или замена головки блока цилиндров
Осмотр ГБЦ произведён. Планировка поверхности и проверка трещин выполнена. Замена прокладки и установка с контролем за моментами затяжки произведены.
Оценка состояния ГБЦ, планировка и замена прокладки
Визуальный осмотр поверхности ГБЦ проводится на наличие трещин, коррозии и следов перегрева. Контроль плоскостности выполняется измерительным прибором с точностью до 0.05 мм на миллиметр длины. Дефекты, превышающие допустимые значения, фиксируются в акте дефектовки. Планировка производится на станке с применением абразивного инструмента до восстановления заводских геометрических параметров; величина съема металла указывается в протоколе. Поверхностная обработка сопряжена с удалением следов пригорания и герметизирующих остатков. Замена прокладки производится после окончательной очистки фаски и обеспечения сухости контактных поверхностей; применяются комплекты с оригинальными допусками. Крутящие моменты затяжки головки фиксируются протоколом в порядке, регламентированном заводской документацией, с применением динамометра. Контроль герметичности проводится методом давления в отопительной системе или опрессовкой каналов охлаждения; результаты включаются в отчет о работах.

Сборка двигателя и контроль за допусками
Сборка выполняется по каталожным номерам. Контроль за радиусами, зазорами вкладышей и за натягом поршневых колец производится измерительными приборами.
Точность сборки, момент затяжки и контрольные размеры
Контроль за соответствием размеров производится по заводским спецификациям. Применение калиброванных штангенциркулей и микрометров для измерений уплотнительных поверхностей и наружных диаметров считается обязательным. Зазоры шатунных вкладышей фиксируются прибором; результаты вносятся в протокол. Моменты затяжки головки цилиндров и коренных крышек указываются в нормативных карточках, последовательность шагов и конечные значения заданы в таблице. Применение динамометрического ключа допускается для достижения указанных моментов. Контроль плоскостности ГБЦ выполняется по шаблону с шагом измерений, величины не соответствия подлежат фиксации. Регистрация отклонений проводится с указанием измеренного параметра и предельного значения.
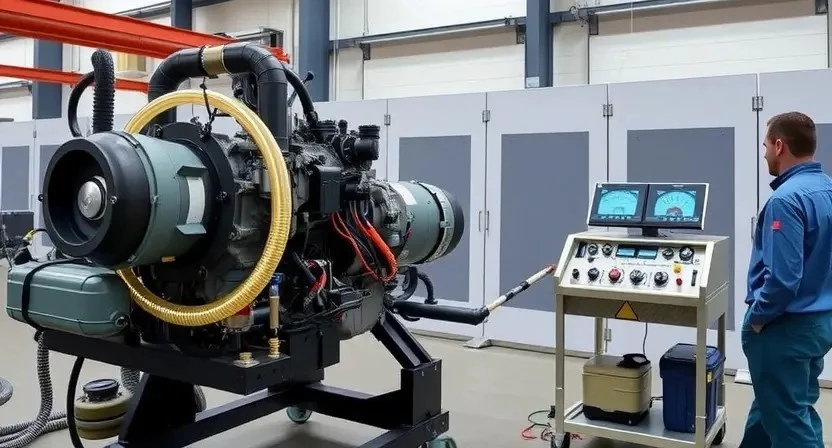
Запуск и обкатка двигателя после ремонта
Пуск двигателя производится по протоколу. Контроль давлений и температуры. Обкаточный режим задан; фиксирование параметров и запись показателей в отчет.
Программа обкатки, контрольные процедуры в первые часы работы
Запуск двигателя выполняется после проверки герметичности систем и уровня эксплуатационных жидкостей. Первичный прогрев производится на холостых оборотах до достижения рабочей температуры охлаждающей жидкости. Фиксация показаний давления масла производится через 1, 5 и 15 минут работы; значения сверяются с паспортными параметрами. Регистрация характерных вибраций и стуков выполняется непрерывно в течение первого часа работы. Ограничение нагрузки применяется в диапазоне 0-50% номинальной мощности в течение первых 5 часов суммарного хода. Интервальные остановки выполняются для визуального осмотра герметичности и уровня масла через каждые 2 часа обкатки. Коррекция подачи топлива и давления турбонаддува производится по результатам анализа рабочих параметров.
Настройка систем после ремонта
Настройка топливной аппаратуры производится. Калибровка турбины и ЭБУ выполняется. Адаптация параметров двигателя проводится согласно заводским допускам.
Калибровка ТНВД, турбонаддува и электронных параметров
Настройка топливной системы начинается с исследования исходных параметров давления и момента впрыска. Считывание параметров производится диагностическим интерфейсом, затем результаты сопоставляются с эталонными картами производителя. Регулировка ТНВД выполняется посредством программной калибровки и, при необходимости, механической корректировки регулятора угла опережения впрыска. Контроль турбонагнетателя предусматривает измерение перепада давления на впуске и выпуске, определение степени износа лопаток и состояния аксиального зазора. Настройка электронной системы включает адаптацию блока управления двигателем к новым параметрам; загрузка калибровочных карт и фиксация версии ПО. Программная синхронизация датчиков давления и положения распредвала производится после механических вмешательств. Протоколирование изменений и запись контрольных параметров в сервисную документацию.
Контроль качества и заключительные испытания
Окончательная проверка производится после сборки; контроль компрессии и давления масла выполняется по регламенту. Дорожное испытание проводится для оценки характеристик.
Проверка компрессии, давления масла и дорожные испытания
Измерение компрессии производится по цилиндрам при стандартной процедуре с демонтажом свечей и подачей стартёра; Фиксация показаний проводится в протокол с указанием температуры и частоты вращения. Сравнение результатов производится с нормативами производителя. Замеры давления масла выполняются манометром через измерительный штуцер на распределительной системе с прогретым двигателем. Пороговые значения и динамика давления в рабочем диапазоне вносится в карту работ. Дорожные испытания включают замер ускорения, стабильности холостого хода и контроль утечек. Результаты испытаний документируются, отклонения от нормы регистрируются, выработка рекомендаций оформляется в отчет.
Документация и гарантийные обязательства
Оформление акта выполненных работ и перечня замененных деталей. Выдача гарантийного талона на узлы с указанием срока и условий обслуживания.
Оформление отчетов о выполненных работах и гарантийные условия
Составление отчета производится по завершении ремонтных операций с указанием выполненных процедур, примененных запасных частей и измеренных параметров. Описание включает перечень диагностических протоколов, результаты измерения компрессии по цилиндрам, значения давления масла, сведения о дефектовке блока и головки, данные о шлифовке коленчатого вала и расточке, список замененных поршней, колец и вкладышей, а также сведения о регламентной обкатке и настройке систем.
Формирование акта работ обеспечено указанием серийных номеров деталей и показаний приборов. Указание затрат рабочего времени и используемых материалов производится в отдельном разделе. Гарантийные условия оформляются в виде приложения к акту с перечислением сроков на выполненные операции и на поставленные комплектующие, с указанием исключений и условий, при которых гарантия прекращается. Подписи и печать ставятся на отчетных документах.