

Ремонт двигателя McLaren P1 2013–2015. Диагностика и оценка состояния проводятся. Измерение компрессии и давления масла выполняется.
Общее назначение ремонта двигателя McLaren P1 2013–2015
Предоставление комплексной сервисной операции по восстановлению работоспособности и эксплуатационных параметров силового агрегата гибридного типа мощностью 916 л.с. Осуществление диагностики электронных и гидравлических подсистем для выявления неисправностей больших блоков управления. Выполнение измерений компрессии цилиндров с регистрацией результатов в протоколе. Измерение давления смазки с фиксацией контрольных значений. Демонтаж агрегата при необходимости для проведения разборки на узлы и последующей дефектовки. Проведение операций по шлифовке и расточке с соблюдением технологических допусков. Замена поршней, вкладышей и колец с подтверждением взаимозаменяемости по маркировке. Ремонт и восстановление головки блока цилиндров, включая диагностику клапанного механизма и направляющих. Сборка производится с установкой новых уплотнений и сверкой моментов затяжки. Обкатка двигателя выполняется по регламенту с мониторингом рабочих параметров. Настройка электронного управления производится после завершения обкаточных операций. Выдача документированного отчета о выполненных работах и зарегистрированных параметрах обслуживания.
Область применения и ограничения
Применение услуги ограничено автомобилями McLaren P1 2013–2015. Ограничение по пробегу и состоянию гибридных модулей указывается в техкарте.
Допустимые эксплуатационные состояния и ограничения по пробегу
Область применения услуги ограничена автомобилями McLaren P1, выпущенными 2013–2015 годов. Приемка на ремонт возможна для двигателей с сохранённой оригинальной конфигурацией гибридной системы и без неисправностей кузова, влияющих на безопасность транспортировки. Ограничение по пробегу указывается в зависимости от результатов предварительной диагностики: для двигателей с пробегом до 40 000 км допускается проведение полного комплекса работ с разборкой и обработкой деталей; для пробега 40 000–80 000 км допускается выполнение дефектовки и восстановления ресурсных узлов; при пробеге свыше 80 000 км оценка перспективности ремонта производится с обязательным расчётом остаточного ресурса и стоимости восстановления.
Предварительная приемка автомобиля
Фиксация VIN и документов производится. Визуальная регистрация повреждений выполнена. Запись пробега и состояния кузова занесена в акт.
Фиксация идентификационных данных и документации
Фиксация VIN и серийных номеров двигателя производится при приёмке. Сканирование заводской таблички выполняется с записью в электронный журнал. Регистрационные документы фотографируются в развёрнутом виде. Протокол приёмки оформляется с указанием даты, времени и кода приёмщика. История технического обслуживания импортируется из базы данных и прилагается к делу. Снимки узлов и повреждений вносятся в отчёт в формате JPEG с указанием размера и масштаба. Маркировочные наклейки наносатся на снятые детали с уникальным идентификатором. Подписи ответственных сотрудников проставляются на бумажных копиях. Файлы архивации сохраняются на сервере с контрольной суммой.
Диагностика электро- и гидросистем гибридного двигателя
Считывание кодов неисправностей блоков управления выполняется. Проверка напряжений и сигналов сенсоров проводится в статическом режиме. Испытание гидросистемы выполняется под давлением. Протоколирование результатов измерений производится в единой форме.
Сбор и анализ кодов неисправностей больших блоков управления
Сбор кодов неисправностей производится специализированным диагностическим оборудованием, совместимым с протоколами McLaren P1 2013–2015. Считывание адаптаций и параметров производится через интерфейс OBD и фирменные шины управления гибридной системой. Коды памяти фиксируются в протоколе с указанием времени, состояния шины и значений напряжения питания. Анализ кодов проводится по классификации: критические, оперативные, накопленные. Для каждого кода указывается список возможных причин, связанная с ним электронная топология и рекомендуемая последовательность дальнейших инструментальных измерений. Присутствие ошибочных кодов при низком напряжении питания отмечается отдельно. Действия по очистке кодов и повторной попытке считывания документируются с указанием результата. Разработан шаблон протокола для передачи информации в следующую стадию диагностики.
Оценка состояния силового узла
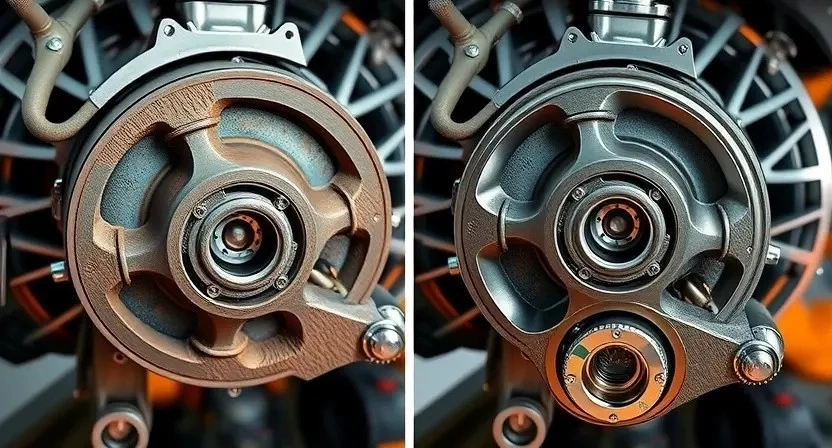
Осмотр корпуса, креплений и соединений выполнен. Замеры люфтов и износа произведены. Фиксация дефектов в протоколе выполнена.
Визуальный осмотр корпусов, соединений и креплений
Осмотр корпуса двигателя осуществляется с целью выявления трещин, коррозии, деформаций и следов перегрева. Поверхности осматриваются при естественном и направленном освещении. Соединения трубопроводов осматриваются на предмет течей, ослабления хомутов и микротрещин. Фланцевые стыки проверяются на зазоры и смещение; Крепления двигательного агрегата и опор проверяются на износ шпилек, резьбовых пар и шайб. Резинометаллические элементы обследуются на растрескивание, отслоение и потерю упругих свойств. Крепеж маркируется по степени износа и подлежит замене при превышении нормативов. Протокол фиксации результатов заполняется с указанием местоположения дефекта, типа повреждения и рекомендуемой операции.
Измерение компрессии цилиндров
Измерение компрессии производится с использованием манометра высокого давления. Результаты протоколируются. Отклонения записываются и анализируются.
Методика измерений, рабочие параметры и протокол регистрации
Определение методики измерений компрессии и давления масла производится как документированная процедура. Подготовка включает прогрев двигателя до рабочей температуры, фиксацию положения коленчатого вала и отключение электропитания высоковольтной гибридной части. Для измерения компрессии применяются манометры класса точности не ниже 1,0% и адаптеры под свечные колодцы. Поршневые каналы выводятся в положение верхней мертвой точки по первому цилиндру. Для каждого цилиндра выполняется серия из трех замеров с записью минимального и максимального значения, среднее вычисляется арифметически и вносится в протокол.
Давление в системе смазки измеряется при холостом ходу и при 3000 об/мин. Применяются манометры с диапазоном до 10 бар. Замеры выполняются после стабилизации показаний не менее 30 секунд. Протокол включает поле для температуры масла, режим работы двигателя, величины давления на входе и выходе масляного насоса и показания относительного падения давления по каналам. Отклонения от нормативов фиксируются с указанием величины рассогласования и предполагаемой причины. Формат протокола предусматривает подписи ответственных лиц и печать станции.

Измерение давления масла в системе смазки
Измерение производится манометром на холодном и рабочем режимах. Контрольные значения фиксируются в протоколе. Последовательность замеров регламентирована.
Контрольные значения, последовательность замеров и фиксация результатов
Значения давления масла при рабочей температуре: минимум 2,5 бар на холостом ходу, 5,5–7,0 бар при 3000 об/мин. Компрессия цилиндров: 11,5–13,5 бар при холодном моторе с оборванным впрыском топлива. Замер давления проводится манометром высокого давления с подключением к масляному каналу перед фильтром. Последовательность замеров предусматривает прогрев до рабочей температуры, фиксацию давления на холостых и на повышенных оборотах, повторную регистрацию после 5 минут работы под нагрузкой. Компрессия измеряется поочередно для каждого цилиндра при отключенных системах зажигания и подачи топлива; выполняется три замера на цилиндр с записью минимального значения. Фиксация результатов производится в бланке диагностики с указанием даты, серийных номеров измерительных приборов и температуры масла. Отклонение значений от контрольных норм сопровождается протоколированием с указанием возможной причины и дальнейших операций по дефектовке.
Принятие решения о демонтаже двигателя
Критерии оформляются на основе измерений компрессии, давления масла и дефектовки. Переход к снятию оформляется нарядом-нарядом.
Критерии для перехода к снятию и оформления наряда-наряда
Фиксация результатов диагностирования системой управления и архивирование кодов неисправностей в отчётной форме. Регистрация показаний компрессии по каждому цилиндру с указанием отклонений от нормативов. Сопоставление измерений давления масла с контрольными значениями для рабочих режимов. Выделение случаев масляного голодания, излишнего расхода или падения давления при прогреве. Оценка степени износа вкладышей и наличия задиров на цилиндровых гильзах. Обнаружение трещин или деформаций в корпусах и головке блока. Фиксация несоответствий геометрии распредвалов, износа направляющих клапанов и посадочных мест. Составление перечня заменяемых узлов и деталей с указанием кодов и спецификаций. Формирование наряда-наряда при совокупности показателей, выходящих за пределы допуска по двум и более пунктам проверки.
Снятие и транспортировка силового агрегата
Отключение гибридных цепей производится. Демонтаж креплений двигателя и штатных коммуникаций выполняется. Подготовка к транспортировке оформляется.
Технология отключения гибридных компонентов и обеспечение безопасности
Отключение высоковольтной сети производится по регламенту производителя. Энергетические накопители переводятся в состояние безопасного хранения. Изоляция линий питания и отсоединение силовых разъемов фиксируются в журнале работ.
Обесточивание низковольтной бортовой сети выполняется последовательным отключением клемм. Блоки управления переводятся в спящий режим через диагностический интерфейс. Фиксация кодов и состояний модулей в протоколе допускается.
Средства индивидуальной защиты применяются сертифицированные. Маркировка отключенных цепей наносится стойкими этикетками. Контроль остаточного заряда выполняется измерением напряжения на клеммах и на контактах батарей. Транспортировка модулей высоковольтной части производится в металлической таре с заземлением. Запечатание отсоединенных разъемов производится влагозащитными заглушками.
Разборка агрегата на узлы и детали
Демонтаж производится по этапам. Маркировка частей ведётся. Хранение компонентов организовано в учётной таре с идентификационными ярлыками.
Последовательность демонтажа, маркировка и хранение деталей
Операция демонтажа двигателя выполняется по этапам. Снятие компонентов производится по технологической карте с фиксацией последовательности. Маркировка узлов обеспечивается уникальными кодами, указывающими расположение и момент снятия. Сборка крепежных изделий помещается в пронумерованные ёмкости. Для каждого узла оформляется ведомость с описанием состояния, измерениями и ссылками на замеры. Хранение деталей организуется по категориям: критические поверхности, подлежащие обработке, и вспомогательные элементы. Критические поверхности размещаются в защитной упаковке с влагозащитой. Фиксация положения деталей при хранении обеспечивается вкладышами и фиксаторами, предотвращающими деформацию. Маркировка сопровождается датой, номером заказа и подписью ответственного исполнителя.

Дефектовка блоков и компонентов
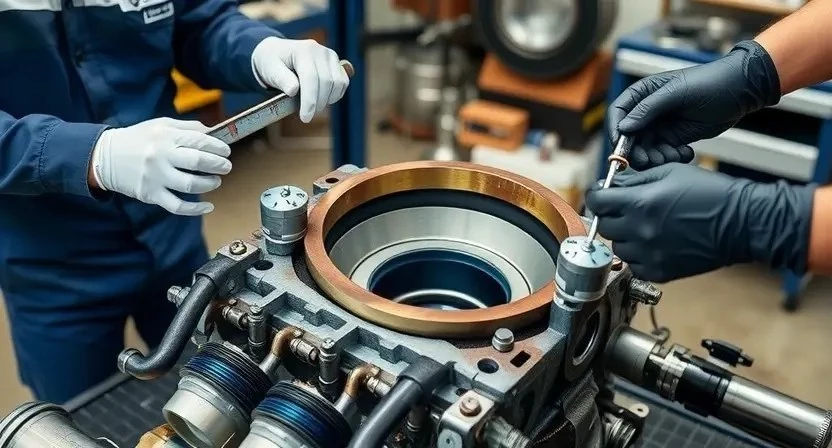
Детали подвергаются визуальной и измерительной оценке. Измерения снимаются по протоколу. Выявленные дефекты документируются и классифицируются по степени.
Методика визуальной и измерительной оценки износа деталей
Визуальная оценка поверхностей цилиндров, шатунов, коренных и шатунных вкладышей выполняется при освещении направленным светом. Фиксация следов механических повреждений, задиров, раковин и коррозии производится в журналах. Измерительная оценка поверхностей осуществляется измерительными инструментами с поверенными калибрами. Контроль диаметра цилиндров и износа размерами выполняется нутромером и микрометром. Контроль биения и овальности проводится индикатором часового типа с базированием на расточной оправке. Толщины масляной пленки оцениваются по параметрам поверхности после шлифовки абразивом заданной зернистости. Измерение зазоров шатунно-поршневой группы производится щупами в комплекте разных толщин; фиксирование значений осуществляется в протоколе с указанием предельных допусков. Измерение посадочных мест клапанов и направляющих производится нутромером и калибром. Контроль герметичности камер сгорания производится методом опрессовки с манометрической фиксацией. Отклонения от норм регистрируются с указанием размеров и направления вмешательства.
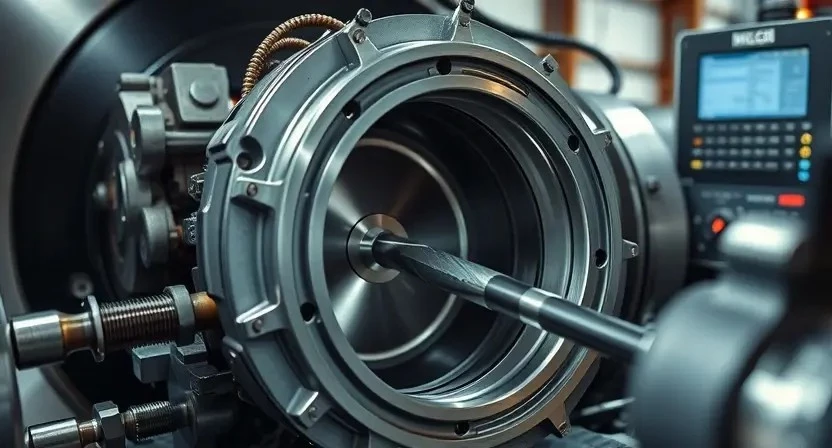
Технологические операции по шлифовке и расточке
Шлифовка и расточка цилиндров выполняются по чертежам. Контроль геометрии производится. Установлены допуски и протокол записи результатов.
Параметры обработки, допуски и контроль качества поверхности
Определение параметров обработки поверхности проводится на основе заводских нормативов и технологических карт. Шлифовка и расточка цилиндров производится с установлением допуска по диаметру и овальности в пределах, указанных в спецификации. Контроль шероховатости поверхности завершается измерением Ra и Rz при помощи профилометра. Применение абразивных паст и смазочно-охлаждающих составов регламентируется по концентрации и температуре. Контроль плоскостей и цилиндрических поверхностей осуществляется измерительными приборами с поверенными калибрами. Фиксация результатов измерений выполняется в протоколах с указанием допустимых значений, отклонений и применённых инструментов. Допуски на сопряжения подбираются по таблицам взаимозаменяемости. Комплектность инструментария подтверждается сертификатами поверки.
Замена поршней, поршневых колец и вкладышей
Замена поршней выполняется по результатам дефектовки. Подбор комплектующих производится по номерам. Установка выполняется с контролем зазоров.
Подбор комплектующих, контроль взаимозаменяемости и допусков
Подбор комплектующих производится по идентификационным кодам двигателя и каталожным номерам производителя. Допусковые параметры применяются в соответствии с заводской спецификацией для серии 2013–2015. Взаимозаменяемость подтверждается сопоставлением посадочных размеров, шагов резьбы, толщины стенок и массы деталей. Параметры поршней и колец соотносятся с геометрией цилиндров и рабочими зазорами. Вкладыши подбираются по размерной группе и жесткости. Направляющие клапанов и сальники подбираются по внутреннему диаметру и материальной стойкости к температуре. Протокол комплектования включает штрих-коды, партии, номера партий. Испытания при сборке предусматривают измерение зазоров, натягов и торцевых биений. Документация по взаимозаменяемости прилагается к отчету.
Работы по головке блока цилиндров
Диагностика ГБЦ проводится. Планирование шлифовки и замена клапанов выполняются. Направляющие заменяются при износе. Герметичность восстанавливается.
Диагностика ГБЦ, планирование шлифовки, замена клапанов и направляющих
Проведение визуального осмотра головки блока цилиндров на предмет трещин, коррозии, следов перегрева и деформации. Выполнение контрольной проверки плоскости рабочей поверхности методом щупа и индикаторного замера. Регистрация размеров в протоколе дефектовки с указанием отклонений от номинальных значений. Выполнение гидравлического испытания клапанов для оценки плотности седел. Планирование шлифовки при превышении допуска по плоскостности. Определение объема восстановления направляющих на основе износа и посадочных размеров. Подбор запасных частей по каталожным номерам и техническим требованиям производителя. Оформление распоряжения на замену клапанов и направляющих с указанием материалов и допусков. Проведение маркировки узлов перед демонтажем. Фиксация результатов в форме акта.
Сборка двигателя и установка уплотнений
Сборка производится по схеме завода. Уплотнения заменяются на новые. Моменты затяжки фиксируются в протоколе. Маркировка деталей выполнена.
Последовательность сборочных операций, моменты затяжки и маркировка этапов
Сборка двигателя производится по этапам с документированной последовательностью операций. Обвязка коленвала и установка вкладышей выполняются первой очередью. Моменты затяжки для коренных и шатунных крышек фиксируются в протоколе с указанием момента в Н·м и угловой доминанты. Установка поршней и колец проводится по установленной ориентации с применением калиброванных инструментов. Головка блока устанавливается после контроля плоскостности и измерений направляющих. Закручивание болтов головки производится по динамометрической схеме с последовательным увеличением момента и последующей угловой затяжкой. Маркировка каждого узла выполняется номерной биркой и штрихкодом. Этапы сборки документируются с указанием применённых деталей, номеров партий и инструментальных калибров. Очередность операций вносится в электронный наряд-наряд для контроля и архивирования.
Обратная установка двигателя и подключение систем
Установка двигателя производится с маркировкой креплений. Подключение систем выполняется по схемам. Проверка герметичности и электрических цепей фиксируется.
Технология соединений, проверка герметичности и электрических цепей
Соединения топливной, масляной и охладительной систем выполняются в соответствии с оригинальными схемами. Контроль герметичности производится поэтапно: статическая проверка составных соединений под давлением, динамическая проверка при имитации рабочего режима. Электрические цепи подвергаются выборочной прозвонке и диагностике сигналов больших блоков управления. Изоляция и контакты подлежат измерению сопротивления и переходного сопротивления. Проводка прошивается на соответствие маркировке. Уплотнения заменяются на новые с документированием номеров. Моменты затяжки фиксируются в протоколах. Отклонения параметров фиксируються с указанием кода и рекомендуемого вида вмешательства.
Обкатка и первичная эксплуатация после ремонта
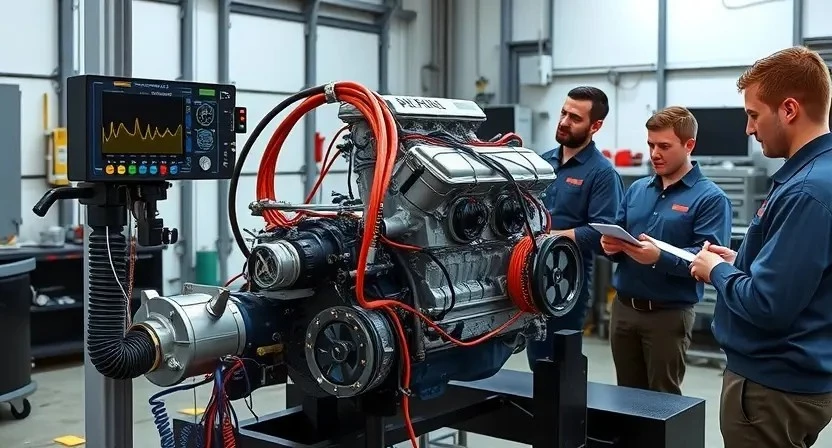
Обкатка двигателя выполняется по регламенту. Мониторинг параметров давления, температуры и оборотов проводится в первые 200 км для фиксации изменений.
Программа обкатки, контрольные точки и параметры мониторинга
Обкатка двигателя проводится по этапной схеме. Первичный запуск выполняется после сборки и установки. На холостом ходу выполняется плавный прогрев до рабочей температуры; временные интервалы фиксируются в протоколе. Первая контрольная точка включает измерение давления масла, регистрируемое каждые 30 с на протяжении 10 мин. Вторая контрольная точка предусматривает измерение компрессии через 50 км пробега при умеренной нагрузке. Третья контрольная точка предусматривает контроль утечек топлива и масла после 200 км. Мониторинг параметров производится с использованием диагностического интерфейса; регистрируемые величины: обороты, температура охлаждающей жидкости, давление масла, топливное давление, коды неисправностей. Параметры сравниваются с паспортными допусками. Фиксация результатов обязательна; протокол прилагается к заказ-наряду.
Финальная проверка, настройка и выдача отчета
Финальная проверка выполнена. Настройка ECU произведена. Испытания обкатки зафиксированы. Отчет составлен; параметры работы и рекомендации документированы.
Проверка параметров работы, корректировка ECU и передача документированной информации
Проверка параметров работы проводится после обкатки. Параметры калибровки ECU подвергаются сравнительному анализу с эталонными значениями. Корректировка карт управления выполняется в программной среде, применяемой для гибридных силовых установок. Запись изменений производится в протоколе работ с указанием версий прошивки и времени внесения правок. Диагностические логи сохраняются в стандартном формате для дальнейшей обработки. Передача документированной информации оформляется актом выполненных работ и файлом с параметрологией. Контроль соответствия динамических показателей проводится по протоколу.