

Описание работ по двигателю Acura NSX NA2 3.2 V6 290 л.с. представлен в структурированном виде.
Описание объекта работ
Объектом работ является бензиновый атмосферный двигатель Acura NSX NA2 3.2 V6 290 л.с. производства 1997–2005 годов. Конфигурация двигателя: V6, DOHC, алюминиевый блок и головки, высокооборотистая компоновка. Работы охватывают полный цикл диагностических и ремонтных операций, направленных на восстановление рабочих параметров: измерения компрессии и давления масла, механические операции по снятию, разборке, дефектовке, шлифовке и расточке, замене поршней, колец, вкладышей и ГБЦ, последующая обкатка и настройка системы впрыска и зажигания.
Перечень выполняемых услуг
Диагностика электронных и механических систем двигателя с регистрацией кодов неисправностей и параметров в отчетной форме. Оценка состояния компонентов по установленным критериям с фиксацией дефектов и фотографий. Измерение компрессии цилиндров с применением калиброванных манометров и оформлением протокола. Измерение давления масла при холостом ходу и под нагрузкой с записью кривых. Снятие двигателя с маркировкой соединений и крепежа.
Разборка узлов до стадии дефектовки с регистрацией размеров и дефектов. Дефектовка коленчатого вала, блока и головок с определением пригодности к восстановлению. Шлифовка коленвала и расточка цилиндров с допусками по чертежам. Подбор поршней, колец и вкладышей по размерным группам. Замена направляющих и сальников головки блока. Сборка с применением моментов затяжки и фиксацией допусков. Программа обкатки с контролем параметров и финальной настройкой систем зажигания и впрыска.
Приёмка автомобиля
Фиксация VIN, время въезда, пробег, состояние на момент сдачи. Составление акта приёма.
Фиксация данных и пробега
Фиксация идентификационных данных проводится при приёмке. Запись VIN, комплектации, года выпуска и модификации выполняется в приёмный акт. Пробег фиксируеться цифровой записью и подтверждается показаниями одометра. Фотофиксация состояния узлов при приёмке выполняется для документирования. Внесение сведений в электронную карту производится с указанием даты, времени и фамилии исполнителя. Архивация документов производится в системе обслуживания.
Регистрация дефектов и жалоб
Фиксация заявленных неисправностей производится в форме протокола. Описываются звуковые проявления, падение мощности, посторонние вибрации, дымность выхлопа, повышенный расход масла и топлива. Указываются условия проявления: режим прогрева, нагрузка, обороты. Состояние видимых элементов отмечается фотографированием. Сопроводительные документы прилагаются. Описание подписывается ответственным лицом. Запись времени и пробега производится отдельно.

Предварительная визуальная инспекция
Осмотр двигателя проведён визуально. Зафиксированы внешние повреждения, следы утечек масла.
Осмотр внешних компонентов двигателя
Визуальная оценка поверхности блока проводится на наличие трещин, коррозии, следов перегрева. Крепежные элементы осматриваются на наличие деформаций и выработки. Крышки и уплотнения проверяются по состоянию резины и уплотнительного слоя. Приводные ремни осматриваются на наличие трещин и потертостей. Соединения трубопроводов и шлангов оцениваются по герметичности. Поверхности фланцев проверяются на ровность сопряжения.
Осмотр систем впуска и выпуска
Выполнение визуального осмотра впускного коллектора, патрубков и дроссельного узла. Диагностирование наличия трещин, расколов, ослабления хомутов и утечек воздуха. Осмотр воздухоочистителя и фильтрующего элемента на загрязнение и пропуски. Осмотр выпускного коллектора и ресивера на трещины, коррозию и следы перегрева. Оценка состояния прокладок и фланцев. Замеры обратного давления выполняются при необходимости.
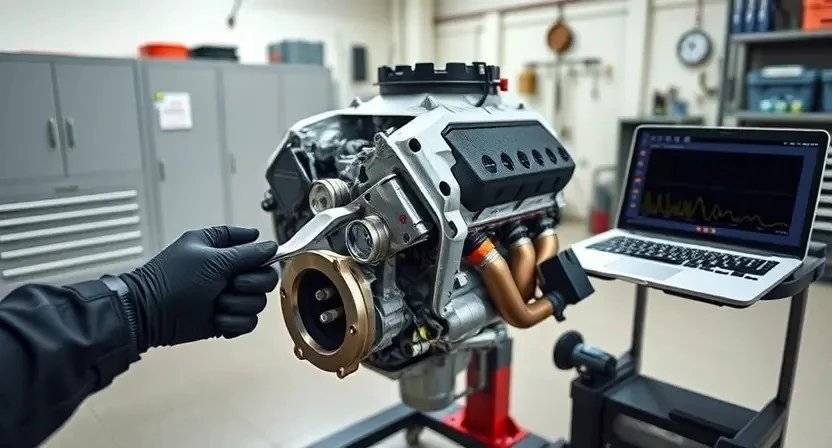
Диагностика электроники и датчиков
Считывание кодов ошибок производиться через OBD-II адаптер. Запись результатов в протокол.
Считывание кодов ошибок
Подключение диагностического адаптера к OBD-II порту производится с применением совместимого интерфейса. Считывание кодов ошибок выполняется через специализированное ПО, сохранение журналов проводится в формате, обеспечивающем дальнейшую обработку. Выявленные коды классифицируются по системе P0xxx, P1xxx, P2xxx и Uxxxx. Расшифровка кодов документируется с указанием возможных причин. Архивация результатов проводится в электронном каталоге сервисной документации.
Проверка сигналов датчиков на стенде
Подключение снятых датчиков к диагностическому стенду производится по схемам производителя. Сигналы фиксируются через осциллограф и вольтметр для снятия кривых и амплитудных значений. Сравнение сигналов производится с эталонными характеристиками по диапазонам частот и уровней напряжения. Регистрация отклонений выполняется в протоколе с указанием амплитуд и частот. Отклонения сопровождаются рекомендацией на замену или калибровку элементов.

Оценка состояния двигателя
Визуальная оценка выявляет коррозию, течи, следы перегрева. Замеры компрессии и давления масла указаны.
Оценка износа деталей по внешним признакам
Визуальный осмотр головки блока, коленвала, шатунов и поршней производится с целью выявления трещин, задиров, пригаров и коррозии. Поверхностные дефекты документируются фотографиями и заносятся в акт дефектовки. Замеры геометрии корпусных поверхностей выполняются при наличии видимых деформаций; Признаки перегрева фиксируются по изменению цвета металла и отпечаткам на рабочей поверхности. Изношенные элементы маркируются для дальнейшей замены или точной дефектоскопии.
Измерение компрессии
Подготовка двигателя к измерению производится: отключение подачи топлива, снять катушки, обеспечить проворачивать.
Подготовка к измерению
Подготовка оборудования и мотора к измерению компрессии описана в документе. Визуальная очистка свечных колодцев выполняется перед демонтажем свечей. Снятие катушек зажигания и прокладок фиксируется в журнале работ. Подключение манометра производится к резьбовому порту свечного отверстия с применением переходника. Стабилизация температуры двигателя достигается прогревом до рекомендованной рабочей величины. Установка аккумулятора в зарядном состоянии и выключение вспомогательных потребителей обеспечиваются для исключения погрешностей.
Проведение замеров и обработка результатов
Проведение замеров компрессии и давления масла осуществляется по регламенту двигателя Acura NSX NA2 3.2 V6. Замеры фиксируются в протоколе с указанием цилиндра, давления и температуры. Обработка результатов производится сравнением с заводскими допусками. Отклонения выделяются и классифицируются по уровню критичности. При выявлении несоответствий формируется перечень контрольных операций и предлагается вариант дальнейших действий по восстановлению работоспособности.

Измерение давления масла
Измерение давления масла выполняется манометром на горячем двигателе при разных оборотах.
Проверка системы смазки под нагрузкой
Подготовка включает прогрев двигателя до рабочей температуры и установка манометра высокого давления на магистраль масляного давления. Испытание проводится на повышенных оборотах при контролируемой нагрузке; фиксирование динамических графиков давления выполняется специализированным оборудованием. Производится измерение давления на холостых оборотах, при 3000–4000 об/мин и в момент увеличения нагрузки. Сравнение показателей с заводскими допусками производится для принятия решения о дальнейших работах.
Интерпретация показателей давления
Интерпретация результатов измерения давления масла производится по установленной методике. Сравнение показателей с заводскими допусками проводится по каждой проверяемой точке; отклонения фиксируются в протоколе. Низкое давление при прогреве указывает на износ насосного агрегата или повышенные зазоры в подшипниках. Высокое давление трактуется как засорение масляных каналов или неисправность регулятора. Принятие решения основывается на сопоставлении данных и предыдущих измерений.
Решение о необходимости капитального ремонта
Сопоставление измерений с заводскими допусками произведено; вынесено заключение о капитальном ремонте.
Сопоставление измеренных параметров с допусками
Сопоставление производится на основании технической документации производителя и внутренних карт ремонта. Измеренные величины компрессии, давления масла, зазоров в шатунных и коренных шейках сравниваются с нормативами. Отклонения фиксируются в отчёте. Классификация дефектов выполняется по критериям под замену, под ремонт, в пределах допуска. Формирование перечня работ и составление сметы выполняются на основании выявленных отклонений.
Формирование перечня работ и сметы
Составление перечня работ производится на основании результатов диагностики, измерений и дефектовки. Включение позиций по снятию, разборке, шлифовке и расточке выполняется при обнаружении износа за пределами допустимых допусков. Подбор комплектующих выполняется исходя из размеров и классов ремонтных размеров. Учет работ по ГБЦ производится отдельно с детализацией фрезеровки, замены направляющих и седел клапанов. Смета содержит стоимость запчастей, операций и нормочасов.
Снятие двигателя
Подготовка места работ выполнена. Разъединение магистралей и агрегатов произведено. Подвеска двигателя осуществлена.
Подготовка рабочего места и инструментов
Рабочее место организовано с учётом объёмов разборки и очистки компонентов двигателя NSX NA2 3.2 V6. Стеллажи для маркированных узлов установлены. Стол для мелких деталей подготовлен с лотками по цилиндровым группам. Оборудование для подъёма и фиксации двигателя проверено по калибровочным показателям. Набор динамометрических ключей и измерительных приборов выведен в обслуживание. Смывочные и упаковочные материалы размещены в зоне контроля. Протоколы регистрации инструментов заведены.
Фиксация и маркировка снятых узлов
Маркировка каждого снятого узла производится с присвоением уникального идентификатора. Фотофиксация выполняется в ракурсах, обеспечивающих видимость посадочных мест и прилегающих соединений. Упаковка деталей производится в индивидуальные мешки с этикетками, указывающими номер, позицию и условие снятия. Ведомость снятых узлов заполняется с указанием состояния и предполагаемых работ. Сопроводительные бирки сохраняются до завершения сборки.
Разборка двигателя
Последовательная разборка узлов производится с маркировкой и учётом момента затяжки крепёжных элементов.
Последовательность разборки узлов
Снятие навесных агрегатов производится согласно технологической карте. Демонтаж трубопроводов и электропроводки выполняется по этапам с маркировкой. Слив жидкостей и удаление остатков выполняеться изолированными ёмкостями. Корпусные крепления ослабляются последовательно, болты фиксируются в пронумерованных контейнерах. Разъединение главных узлов производится по очередности: впуск, выпуск, ГБЦ, масляная система, коленвал. Элементы маркируются и фотографируются для документации.
Регистрация дефектов при разборке
Фиксация выявленных повреждений производится в журнале дефектов. Описание повреждений включает локализацию, характер и степень изменения поверхности. Измерения геометрии вносится отдельной строкой с указанием инструмента и результатов. Фотофиксация критичных узлов выполняется с привязкой к позиции в журнале. Рекомендуемые операции по восстановлению перечисляються в смете, сопоставленной с результатами дефектовки.
Дефектовка компонентов
Контроль геометрии блоков и ходовых пар производится с применением микрометров и индикаторов.
Контроль геометрии блока и коленвала
Измерение плоскостности блока производится при помощи индикаторной стойки и штангенциркуля. Контроль овальности цилиндров выполняется микрометром по диаметру в двух плоскостях. Коленчатый вал размещается на опорах контрольной стойки. Прямолинейность проверяется индикатором с поворотом вала. Радиальные биения шейки фиксируются индикатором при вращении. Допуски сравниваются с заводскими значениями. Документация оформляется с указанием отклонений.
Оценка состояния шатунных и коренных шейки
Измерение диаметра шеек производится микрометром по двум плоскостям. Снятие биения выполняется индикатором часового типа. Выявление задиров и рисок оформляется протоколом с фотографиями. Определение износа производится по замерам диаметра и круглости с учётом заводских допусков. Допусковые отклонения сравниваются с технической документацией. Решение о перемотке или замене принимается на основании зарегистрированных параметров.
Шлифовка и расточка
Шлифовка коленвала выполняется по размерам; расточка цилиндров производится под новые вкладыши и поршни.
Шлифовка коленчатого вала
Подготовка: очистка поверхности и маркировка мест повреждений производится перед измерением биения; Направление работы: определение размеров шеек и конусности выполняется измерительными приборами. Шлифование: выполнение по заданным номинальным диаметрам с соблюдением шагов снятия металла. Контроль: замер круглости и шероховатости после операции. Отшлифованная поверхность подлежит балансировке. Документирование результатов и фиксация допусков в отчёте.
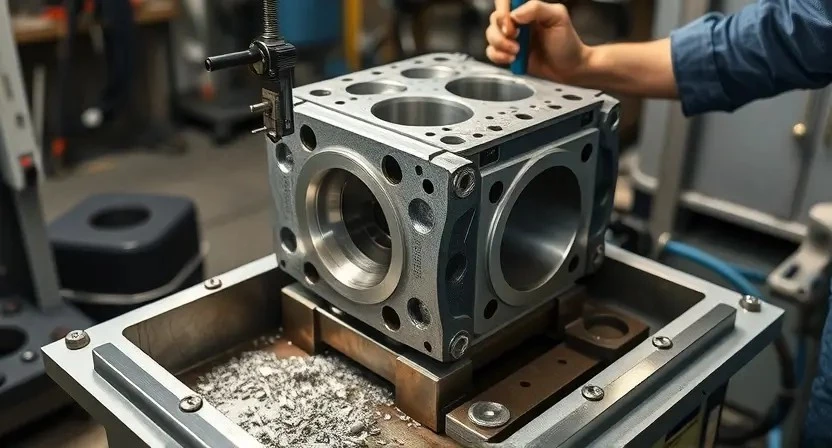
Расточка цилиндров и шлифовка блоков
Подготовка блока к расточке включает удаление загрязнений и дефектных вкладышей. Контроль геометрии выполняется измерительными инструментами. Расточка цилиндров производится по заданным размерам ремонтных цилиндров с применением специализированного оборудования. Шлифовка плоскостей блока выполняется для восстановления соосности и плоскостности. После обработки выполняется промывка и обезжиривание. Фиксация размеров и допусков в отчётной документации.
Замена поршней, колец и вкладышей
Подбор размеров компонентов выполнен по замерам; замена поршней, колец и вкладышей документирована.
Подбор комплектующих по размерам и допускам
Подбор комплектующих проводится по техническим паспортам двигателя NSX NA2 3.2 V6 290 л.с. Контроль размеров поршней, колец и вкладышей выполняется измерительными приборами. Объём допуска цилиндров сопоставляется с каталоговыми значениями. Подбор вкладышей производится по диаметру шейки коленвала и классу износа. Выбор поршневых колец определяется наружным диаметром поршня и зазором в проточке. Документирование результатов осуществляется в отчётной форме.
Установка и калибровка поршневых групп
Подбор комплектующих по размеру и маркировке выполняется по паспортным данным. Допуски на шатунные и поршневые шейки сопоставлены с технической документацией. Установка поршневых групп производится на оправке с фиксированием ориентации замковых точек. Кольца устанавливаны с соблюдением зазоров в замках и смещением относительно друг друга. Калибровка компрессионных зазоров выполняется измерением и регулировкой масляных промежутков.
Ремонт и замена головки блока цилиндров
Контроль плоскостности ГБЦ выполнен. Фрезеровка производится при отклонении выше допуска.
Контроль плоскостности и фрезеровка
Плоскостность поверхности головки блока измерена на плитах с индикатором. Допуск отклонения установлен 0,05 мм; фиксирование показаний произведено по четырём контрольным точкам. При выявлении превышения допусков запланирована фрезеровка. Подача режущего инструмента и глубина снятия металла рассчитаны по деформации и износу. Обработка выполнена с учётом сохранения борозд под прокладку и натяга болтов. Контроль повторен после обработки.
Замена направляющих, сальников и клапанов
Операция проводится после дефектовки головки. Направляющие подлежат замене при превышении износа по диаметру посадки или при нарушении уплотнения канала направляющей. Сальники заменяются при обнаружении утечек масла по стержням клапанов. Клапаны подлежат замене при деформации, изломе или при нарушении фаски седла. Замена производится с применением специализированного инструмента и калиброванных комплектующих. Контроль геометрии и плотности седел выполняется измерениями.
Сборка двигателя
Сборка производится по технологическим картам. Моменты затяжки соблюдаются. Допуски фиксируются.
Сборка узлов по технологическим картам
Сборка выполняется по утверждённой технологической карте для двигателя Acura NSX NA2 3.2 V6. Каждая операция фиксируется в форме технологического журнала. Применение специнструмента указывается в карточках операций. Моменты затяжки и порядок сборки приводятся в таблицах. Контроль допусков осуществляется измерением после установки уплотнений. Смазка сопрягаемых поверхностей производится указанными составами. Протяжка выполняется в указанных фазах.
Применение моментов затяжки и фиксация допусков
Применение нормативных моментов затяжки выполняется по каталожным значениям для болтов головки и крышек коренных и шатунных вкладышей. Контроль производится динамометрическим ключом с поверкой. Фиксация допусков осуществляется записью в техкарте с указанием резьб, усилий и последовательности затяжки. Регистрация отклонений ведётся с указанием корректирующих операций. Протокол подшивается к заказ-наряду.

Обкатка и настройка после ремонта
Программа обкатки составлена. Регистрация параметров выполняется в журнале. Настройка производится по эталонам.
Программа обкатки и контроль параметров
Обкатка двигателя производится по этапам с контролем рабочих показателей. Первичный прогрев осуществляется на холостых оборотах до стабильного показателя температуры охлаждающей жидкости.
Плавный набор оборотов в пределах паспортных значений выполняется после достижения рабочей температуры. Мониторинг давления масла, температуры и утечек совмещается с измерением расхода топлива.
Регистрация параметров производится через диагностический интерфейс. Протоколирование результатов и заключение о стабильности агрегата выполняются по установленным нормативам.
Регулировка системы зажигания и впрыска
Настройка углов опережения осуществляется по эталонным значениям производителя. Выполнение адаптации топливной карты производится через специализированный диагностический интерфейс. Калибровка форсунок выполняется измерением времени открытия и корректировкой длительности импульса. Статическая проверка искрообразования проводится при отключенной системе впрыска. Динамическая регулировка выполняется на стенде под нагрузкой с фиксацией параметров в протоколе.