
Предоставление услуги ремонта двигателя Audi A3 1.4 TFSI 125 л.с. (2012–2016) включает диагностику, оценку состояния и документирование объема работ для последующего планирования.
Описание обслуживаемого двигателя
Двигатель 1.4 TFSI, рабочий объем 1390 см3, турбонаддув, распределенный впрыск, непосредственное влияние давления наддува на смесь. Конфигурация четырех цилиндров в ряд. Максимальная мощность 125 л.с. при типичных оборотах. Система изменения фаз газораспределения расположена на впуске и приводится ремнем ГРМ с натяжителем. Система масляного смазки включает масляный насос шестеренчатого типа и датчик давления масла в блоке. Поршневая группа алюминиевая с хромированными сегментами. ГБЦ алюминиевая с впускными и выпускными седлами. Электросистема управления выполнена на основе контроллера с диагностическим разъемом OBD.
Общая последовательность работ
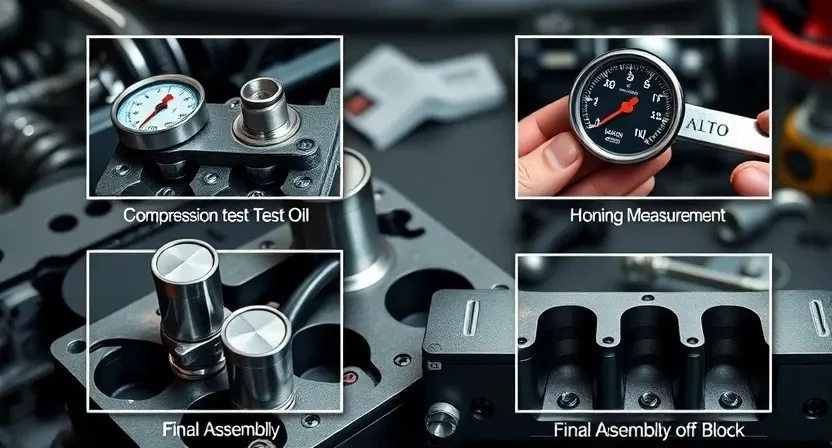
Перечень операций включает диагностику, замеры компрессии и давления масла, демонтаж, разборку, дефектовку, обработку блоков и сборку с проверкой.
Этапы ремонта в хронологическом порядке
Приём автомобиля и регистрация наряда-наряда с указанием комплектации и пробега. Диагностика электронных систем и считывание кодов неисправностей с логированием параметров. Визуальный осмотр наружных узлов и подключение стендовых приборов для измерения давления масла и компрессии. Проведение измерений компрессии по цилиндрам с фиксацией значений в протоколе. Снятие двигателя с маркировкой соединений и фиксацией мест крепления. Разборка агрегата по техкарте с последовательной маркировкой деталей. Дефектовка с контролем геометрии и оценкой износа. Шлифовка поверхности блока и расточка цилиндров по технологическим параметрам. Подбор поршней по диаметру и компрессионным показателям. Замена вкладышей и контроль зазоров торцовыми щупами. Установка новых поршневых колец с соблюдением ориентации в канавках. Ремонт или замена головки блока с шлифовкой седел клапанов и проверкой герметичности. Сборка двигателя с указанием моментов затяжки и последовательности операций. Обкатка на стенде с регламентированными режимами и мониторингом параметров. Финальная диагностика и внесение записей в отчётную документацию.
Приём и регистрация автомобиля
Фиксация VIN, пробега и состояния кузова производится при приёме. Заполнение заявки с перечнем работ и фотографирование места установки двигателя выполняется.
Фиксация эксплуатационных данных и пробега
Фиксация эксплуатационных данных производится при приёме автомобиля в ремонт. Сведения о пробеге заносятся в регистрационный журнал. Указать пробег, дату снятия с эксплуатации и текущие показания одометра. Запись сервисной истории прикрепляется к заказ-наряду. Указать тип используемого топлива и историю замен моторного масла. Оформление фотографий приборной панели и VIN-кода производится для подтверждения исходного состояния. Состояние ремня и ремкомплекта отражается в карточке дефектов. Отметка о предыдущих капремонтах фиксируется отдельным пунктом. Сведения о сроках эксплуатации и интервалы обслуживания вносятся в архив с указанием даты и исполнителя.
Предварительная визуальная диагностика
Осмотр наружных узлов двигателя выполнен: утечки масла, состояние ремней, шлангов и крепежа задокументированы. Фотофиксация выполнена.
Осмотр наружных узлов и систем
Визуальный осмотр выполнен по внешней части двигателя и прилегающих систем с фиксацией дефектов в отчете. Обнаружены следы масляных подтеков в зоне пробки маслозаливной горловины и на стыке клапанной крышки. Состояние ремней и шлангов задокументировано с указанием трещин, набуханий и крепежных зазоров. Крепления впускного коллектора и топливной рампы проверены на ослабление болтов. Воздушный фильтр осмотрен на загрязнение и деформацию корпуса. Электрические разъемы осмотрены на коррозию и повреждения изоляции. Крепления опор двигателя осмотрены на износ и трещины. Состояние патрубков системы охлаждения задокументировано с измерением внешних повреждений.
Электронная диагностика систем управления
Считывание кодов неисправностей производится через диагностический разъём. Логирование параметров двигателя выполняется для дальнейшего анализа и корректировки.
Считывание кодов неисправностей и логирование
Считывание кодов выполняется специализированным диагностическим оборудованием, совместимым с протоколами Volkswagen Audi Group. Кодирование контроллеров производится в режиме чтения ошибок текущего и сохраненного типов. Логирование параметров производится в период запуска, ххх и нагрузочных режимов для фиксации повторяемости признаков. Протоколы ошибок сохраняются в формате, обеспечивающем последующую постобработку и сопоставление с сервисной документацией. Описание каждой записи включает идентификатор, временную метку, состояние шины и краткое указание на связанную систему. Архивирование данных выполняется с присвоением уникального номера заявки.
Оценка состояния компрессии
Проведение измерений компрессии по цилиндрам произведено с записью значений. Отклонения документированы для дальнейшей дефектовки и принятия решения.
Проведение измерений компрессии по цилиндрам
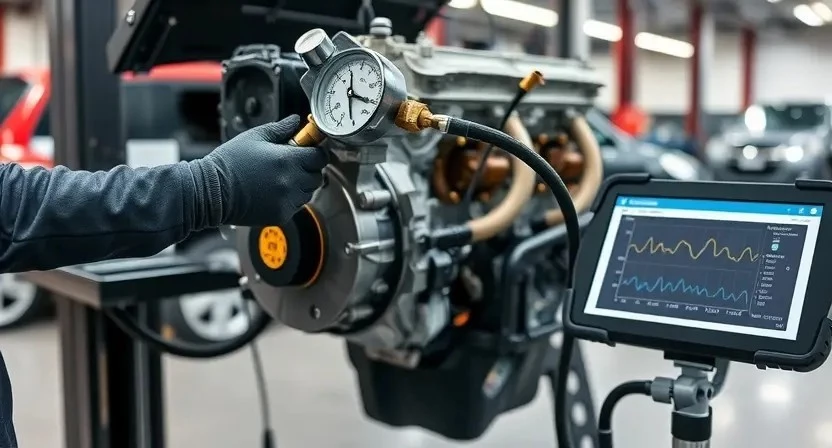
Подготовка двигателя проводится путем установки рычага управления в положение холостого хода, отключения системы впрыска топлива и снятия высоковольтных проводов. Демонстрация последовательности не сугуба; выполняется отключение питания цилиндров. Для измерений применяется манометр с соответствующим адаптером, подключение производится к свечному отверстию. Прокручивание коленвала осуществляется стартером до стабилизации показаний. Фиксация данных по каждому цилиндру выполняется в протоколе. Сравнение значений производится с паспортными параметрами. Разбег давления анализируется с указанием допустимого разбаланса. При выявлении отклонений производится запись для дальнейшей дефектовки.
Анализ результатов компрессии
Интерпретация показателей выполнена по нормативам. Определение разбаланса по цилиндрам. Отклонения зафиксированы в отчёте для дальнейших операций.
Интерпретация разбаланса и допусков
Оценка разбаланса компрессии производится по разнице показаний между цилиндрами; допустимый разбаланс устанавливается в соответствии с заводскими техническими документами. При выявлении отклонения величиной более 15% относительно среднего значения проводится анализ вероятных причин: износ поршневых колец, деформация стенок цилиндров, негерметичность ГБЦ, прогар клапанов или проблемы с системой фаз газораспределения. Интерпретация результатов сопровождается указанием на границы допусков для конкретного мотора 1.4 TFSI 125 л.с. 2012–2016 годов выпуска. Отклонения внутри допуска квалифицируются как допустимый износ; превышение допуска фиксируется как основание для дальнейших демонтажных работ, дефектовки и измерений геометрии деталей.
Измерение давления масла
Измерение давления масла производится манометром на холодном и горячем двигателе с регистрацией показаний по режимам работы и документированием отклонений.
Методика измерения при разных режимах работы
Измерение давления масла производится при холостом ходе, при повышенных оборотах и при нагрузочном режиме. Подключение манометра выполняется к штатному каналу измерения или в отверстие датчика давления. При холостом ходе фиксирование минимального значения и времени стабилизации. При повышенных оборотах фиксирование давления на установленном оборотном диапазоне двигателя и сопоставление с паспортными значениями. При нагрузочном режиме создание нагрузки посредством роликовой установки или имитации тяговой нагрузки, проведение серийных замеров для исключения аномалий. Протоколирование результатов с указанием температуры масла, давления и частоты вращения коленвала. Анализ соответствия допускам производится по технической документации производителя.

Оценка состояния масляной системы
Проверка фильтра и поддона. Измерение давления на холостых и нагрузочных режимах. Пробоотбор масла для анализа загрязнений и износа.
Интерпретация показателей давления и расхода
Оценка проводится на основании замеров давления масла в покое и при прогретом двигателе. Сравнение измеренных значений с заводскими допусками производится для определения функционального состояния масляной системы. Зафиксированные отклонения давления в подаче указывают на износ масляного насоса, засорение фильтра или нарушение уплотнений. Низкое давление при холостом ходе в сочетании с нормой на нагрузке указывает на механическое повреждение приводных элементов. Измерение расхода масла через контрольное отверстие и анализ динамики потребления используются для выявления износа поршневой группы. Интерпретация производится с учетом температуры и вязкости масла. Документирование результатов производится в виде таблицы с указанием режимов и значений.

Принятие решения о капитальном вмешательстве
Оценка результатов диагностики определяет целесообразность капремонта. Критерии: компрессия, давление масла, износ деталей, стоимость восстановления.
Критерии для демонтажа агрегата
Определение демонтажа двигателя Audi A3 1.4 TFSI 125 л.с. (2012–2016) выполняется по объективным показателям. Фиксация цилиндровой компрессии выполняется измерением; при расхождении между цилиндрами более 15% демонтаж рассматриваеться. Давление масла регистрируется при холодном и рабочем режимах; значения ниже паспортных по более чем 20% требуют вскрытия. Наличие металлических частиц в масле или магнитном фильтре фиксируется как основание для разборки. Наличие трещин в блоке или головке подтверждается визуально и контролем герметичности. Повреждения шатунных и коренных вкладышей с превышением допусков по люфту фиксируются для замены с демонтажем. Износ канавок поршневых колец выше ремонтного допуска документируется. Заклинивание гидрокомпенсаторов или клапанов при измерениях давления масла и по результатам электронной диагностики трактуется как основание для снятия агрегата.
Снятие двигателя
Демонтаж двигателя выполняется с фиксацией маркировки жгутов и шлангов. Отметка на креплениях и фотофиксация предусмотрены для обратной сборки.
Процедура демонтажа с фиксированием компонентов
Операция демонтажа двигателя производится по заранее утверждённой последовательности с документированием состояния снятых узлов. Маркировка и фотографирование креплений, трубопроводов, электрических разъёмов выполняется для однозначной идентификации при последующей сборке. Элементы крепления нумеруются и укладываются в промаркированные контейнеры. Контрольные измерения положения агрегата фиксируются в отчётной ведомости. Слив рабочей жидкости производится в ёмкости с последующей утилизацией по нормативам. Крестообразные болты хранить в виде набора с указанием происхождения. Элементы проводки сверены с электрической схемой и промаркированы. Пломбы и метки восстановлению подлежат с записью в карте работ.
Разборка агрегата
Демонтаж компонентов производится по последовательности с маркировкой. Фиксация комплектующих, упаковка мелких деталей, документирование состояния наружных поверхностей.
Последовательность разборочных операций
Демонтаж двигателя выполняется после фиксирования маркировки и фотографирования элементов для последующей сборки. Разборка узлов производится по этапам: снять вспомогательные агрегаты, демонтировать выпускную систему, отсоединить топливную магистраль и электрические разъемы. Головка блока отделяется при соблюдении последовательности ослабления болтов. Поршневая группа извлекается после фиксирования положения коленвала и маркировки шатунов. Коленчатый вал вынимается после снятия крышек и проверки состояния вкладышей. Каждая деталь маркируется, упаковывается отдельно, дефектовка оформляется в журнале.
Дефектовка деталей
Детали подвергаются осмотру, измерению геометрии и контролю износа. Составление ведомости с указанием годности, ремонтопригодности и требуемых операций.
Контроль геометрии и оценка износа
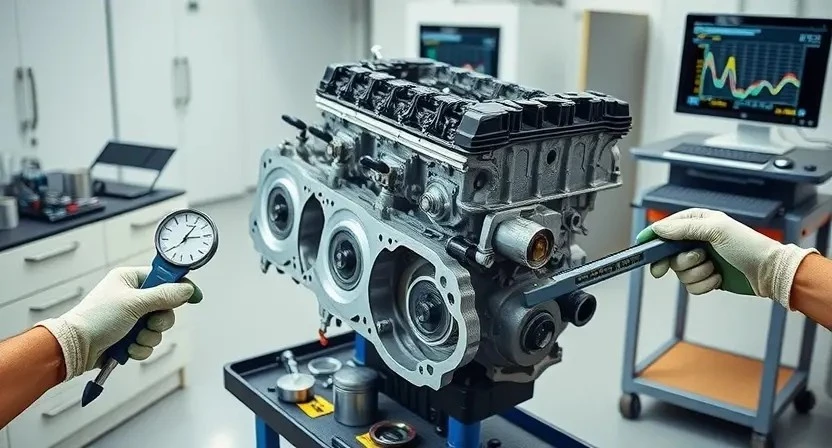
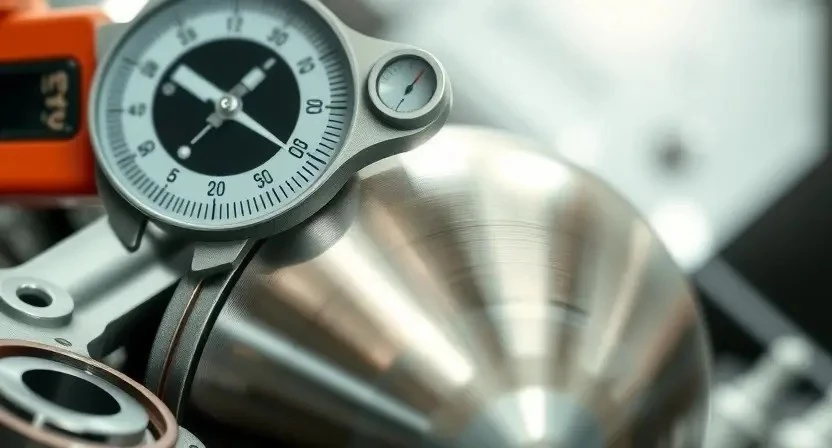
Визуальный осмотр деталей осуществляется с целью фиксирования механических повреждений и следов перегрева. Измерение валов и шейки коленвала выполняется микрометром и индикатором. Замеры цилиндров проводятся внутренним микрометром по нескольким уровням для выявления конусности и овальности. Параметры плоскостей головки блока и блока цилиндров определяются щупом и индикатором плоскостности. Замер биения распределительных валов производится индикатором с установкой на опорах. Толщина поршневых колец замеряется штангенциркулем в канавках. Измерение износа вкладышей осуществляется по оправке с замером люфта. Результаты фиксируются в отчётной ведомости с указанием допусков и отклонений для принятия решения о восстановлении или замене.
Шлифовка и расточка блоков цилиндров
Выполнение шлифовки и расточки блока цилиндров производится с целью восстановления геометрии и обеспечения заданного диаметра цилиндров для последующей установки поршней и колец, с контролем биения и шероховатости поверхности.
Технологические параметры и допуски
Перечень технологических параметров включает диаметры цилиндров, допуски по износу, размеры поршней и масляных канавок. Контроль размеров производится измерительным инструментом с поверкой. Зазоры вкладышей коленвала фиксируются по таблице допуска; отклонение свыше установленного значения подлежит замене. Шероховатость поверхностей блоков регламентирована; допускается восстановление шлифовкой при сохранении геометрии. Поршневые кольца подбираются по внутреннему диаметру и зазору в канавке. Компрессия оценивается сравнительно по цилиндрам. Механические сопряжения собираются с заданными моментами затяжки и очередностью последовательности. Записи размеров и материалов вносится в акт дефектовки.
Подбор и установка поршней
Подбор поршней по диаметру и компрессии производится по замерам блока; Установка выполняется с контролем зазоров и ориентации поршневых колец.
Критерии подбора по диаметру и компрессии
Определение размеров поршней производится на основе замеров внутреннего диаметра цилиндров после шлифовки или расточки. Замер диаметра выполняется микрометром и нутромером с фиксацией параметров в отчетной документации. Подбор комплектующих производится по минимальным и максимальным допускам, указанным в технологической карте производителя. Компрессия оценивается путем измерений в каждом цилиндре с использованием манометра и фиксирования результатов в распечатанном протоколе. Интервал допусков компрессии сопоставляется с заводскими значениями. При расхождении более чем на допустимый предел проводится подбор поршней с соответствующим зазором и установление колец по номиналу. Регистрация параметров производится в карточке ремонта.
Замена вкладышей коленвала
Демонтаж установленного коленвала. Измерение радиальных зазоров. Подбор вкладышей по номиналу. Установка с контролем масляных каналов.
Контроль люфтов и соблюдение зазоров
Визуальный осмотр шатунных и коренных вкладышей выполнен до замера зазоров. Измерение зазора вкладышей производится индикатором часового типа и микрометром для валика коленвала. Замер бокового люфта коленвала проводится при установленных крышках коренных подшипников. Контроль масляных зазоров колец выполняется по заводским значениям после установки поршней в цилиндры на холодном блоке. Измерение осевого люфта коленвала проводится индикатором перемещения. Зазоры седел клапанов и направляющих фиксируются линейкой и щупом. Превышение допусков фиксируется в протоколе дефектовки с указанием размеров и предложением операции восстановления.

Замена поршневых колец
Замена колец выполняется при износе канавок и компрессии ниже допусков. Извлечение поршней, очистка, замер зазоров, установка новых комплектов, фиксация мерами.
Сборка колец и установка в канавки
Сборка поршневых колец проводится по установленной технологической карте с контролем марок и номеров колец. Подбор комплектов осуществляется по внутреннему диаметру цилиндра и по внешнему диаметру поршня. Угол раскрытия замков каждого кольца определяется калибровкой и фиксируется в журнале. Нанесение смазки производится моторным маслом с допустимым классом вязкости. Операция сборки проводится на чистой рабочей поверхности с применением оправок для сохранения геометрии. Компрессионные кольца устанавливаны с соблюдением чередования замков. Маслосъёмные кольца собраны с распорными элементами в соответствии с маркировкой. Уплотнительные канавки очищены от нагаров и контрольные размеры зафиксированы микрометром. При установке соблюдается зазор замков, измеренный щупом, и протокол заполняется.
Ремонт или замена головки блока цилиндров
Снятие головки производится для дефектовки. Шлифовка поверхности выполняется по геометрии. Замена седел и втулок клапанов производится при износе.
Шлифовка поверхности и проверка седел клапанов
Поверхность головки блока подлежит шлифовке при выявлении плоскостности вне допуска. Контроль производится с использованием щупа и плитки, регистрируются отклонения в микрометрах. Шлифовка выполняется в специализированном станке с заданной зернистостью абразива для достижения коэффициента шероховатости в пределах заводских норм. После обработки производится промывка и обезжиривание рабочей зоны. Седла клапанов поддаются визуальной и инструментальной оценке на износ, трещины и развальцовку.
Применение притирочных паст допускается для локальной реставрации седел. Притирка сопровождается измерением зазора между тарелкой и седлом. Давление при испытании седла фиксируется манометром, герметичность регистрируется в протоколе дефектовки. Замена седел производится при отсутствии восстановления герметичности после притирки.
Сборка двигателя
Сборка производится по этапам: установка коленвала, вкладышей и шатунов, монтаж поршней с кольцами, установка ГБЦ, прокладки и контроль моментов затяжки.
Последовательность сборочных операций и момент затяжки
Сборка двигателя начинается с установки коленчатого вала в отремонтированный блок. Установление вкладышей производится по посадочным меткам. Уровень натяга соединений контролируется измерителями люфта. Поршни с кольцами вставляются в цилиндры с применением сборочного конуса. Подача смазки на поверхности трения обеспечивается перед окончательной установкой шатуна. Установка головки блока производится с новой прокладкой. Затяжка болтов головки выполняется в несколько этапов по установленной схеме и моментам. Моменты затяжки и последовательность фиксируются в отчете. Последовательность операций подтверждается протоколом измерений и калибровки.
Обкатка и начальная эксплуатация
Обкатка производится поэтапно: прогрев, щадящий режим нагрузки, постепенное увеличение оборотов, контроль параметров, фиксирование температурных и масляных значений.
Режимы обкатки и контроль параметров
Обкатка двигателя после капитального ремонта проводится по регламентированной программе с поэтапным наращиванием нагрузки и оборотов. Первичная фаза включает запуск и прогрев до рабочей температуры при холостых оборотах с фиксированием давления масла и температуры охлождающей жидкости. Вторая фаза предусматривает короткие прогазовки до средних оборотов с мониторингом утечек и нестабильных параметров. Третичная фаза предполагает длительную езду при переменных режимах с контролем расхода топлива и давления в топливной рампе. Регистрация параметров производится каждые 10 минут, протоколирование изменений и сопоставление с допусками. При выявлении отклонений выполняется повторная проверка узлов и корректировка регулировок. Завершение обкатки фиксируется протоколом с итоговыми значениями компрессии и давления масла.
Финальная диагностика и настройка
Финальная диагностика выполнена: измерения компрессии и давления масла сопоставлены с нормативами. Настройка ЭБУ и проверка рабочих параметров зафиксированы.
Проверка компрессии, давления масла и электронных параметров
Проведение последовательных измерений компрессии по цилиндрам производится с использованием манометра с адаптером. Измерения фиксируются на холодном и прогретом двигателе для сопоставления. Регистрация отличий по цилиндрам оформляется в протокол. Измерение давления масла выполняется через штатный порт или адаптивный датчик с записью показателей на холостом ходу и под нагрузкой. Сравнение с нормативами проводится по паспорту двигателя. Считывание кодов неисправностей производится через диагностический разъем. Логи параметров ЭБУ сохраняются для последующего анализа. Отклонения по давлению и компрессии документируются с указанием величин и предполагаемой причины.

Оформление отчётной документации
Составление акта выполненных работ и спецификации запасных частей. Фиксация измерений, фотоотчёт, отметки о гарантийных обязательствах.
Фиксация выполненных работ и выданные рекомендации
Составление отчёта о выполненных операциях произведено с перечислением измерений компрессии и давления масла, перечнем заменённых деталей и выполненных механических операций. Отмечено применение шлифовки и расточки блока с указанием размеров обработки и использованных допусков. Зафиксировано состояние головки блока после дефектовки, перечислены восстановленные и подлежащие замене элементы седел клапанов. В акт внесены данные по подбору поршней, вкладышей и колец с указанием маркировок и посадочных параметров. Указана последовательность обкатки и параметры запуска для контроля рабочих режимов. При диагностике электронных систем внесены коды и лог-файлы. Фиксация произведена в бумажном и электронном виде с присвоением номера и датой проведения работ.