

Обслуживание двигателя Audi Q7 3.0 V6 TFSI 340 л.с. (2015–н.в.) включает диагностику, оценку состояния и план ремонта с указанием этапов.
Описание объекта обслуживания
Двигатель V6 3.0 TFSI 340 л.с. 2015–н.в. с непосредственным впрыском топлива и турбонаддувом. Конструктивно предусмотрены алюминиевый блок, комбинированная система охлаждения и масляная магистраль с модульным фильтром. Привод ГРМ зубчатый с натяжителями гидравлического типа. Электроуправление форсунками и системой зажигания интегрировано в ЭБУ с диагностическим интерфейсом OBD-II. Система смазки включает масляный насос с электронной регулировкой давления. Впускной тракт оснащён электронной заслонкой и системой рециркуляции отработавших газов. Состояние оксидных катализаторов и турбин подлежит учёту при оценке общей пригодности;
Общие требования к работе
Применять заводские допуски и процедуры. Оборудование калибровать перед использованием. Протоколирование операций и фиксация параметров в отчет.
Техническая документация и инструменты
Паспортные данные двигателя представлены в заводской инструкции по эксплуатации Audi Q7 3.0 V6 TFSI 340 л.с. (2015–н.в.). Спецификации размеров и допусков по шатунно-поршневой группе, коленчатому валу и головке блока указаны в сервисном мануале производителя. Электрические схемы и коды ошибок поставляются в технической документации силового агрегата. Техническая информация хранится в цифровом и печатном форматах.
Инструментарий включает набор динамометрических ключей с крутящим моментом, шиномонтажный кран-лебедку для демонтажа агрегата, стендовые адаптеры для измерения компрессии и давления масла, микрометры, щупы, нутромеры и приборы для контроля плоскостности. Применение калиброванных средств измерений обеспечено сертификатами поверки.
Подготовка к диагностике
Организация рабочего места, подготовка диагностического оборудования, обеспечение доступа к ЭБУ, подготовка расходных материалов и защитных средств.
Организация рабочего места и средства измерений
Рабочее место должно быть подготовлено для комплексного обслуживания двигателя Audi Q7 3.0 V6 TFSI 340 л.с. (2015–н.в.). Освещение обеспечено не менее 1000 люкс в зоне ремонта. Пол освобожден от посторонних предметов и обработан противоскользящим покрытием. Стенд для двигателя установлен с опорами, допускающими поворот и фиксацию; контроль монтирования производится по посадочным поверхностям. Для измерений доступны наборы манометров, компрессометр, микрометр, нутромер, индикатор часового типа, шаблоны седел, щупы, тестер давления масла с адаптерами для давления до 10 бар. Калибровка средств измерений документирована и подтверждена метрологическим свидетельством. Хранение инструментов организовано по режимным картам. Защита рук и глаз предусмотрена комплектом сертифицированных СИЗ. Контейнеры для деталей маркированы и снабжены формой учета. Рабочие поверхности защищены от повреждений подкладками, подача сжатого воздуха организована с фильтрами и осушителем. Электропитание обеспечено стабилизаторами; наличие аварийного отключения зарегистрировано. Инструментальные моменты затяжки заданы в технологических картах. Санитарные условия поддерживаются согласно регламенту.
Диагностика общего состояния двигателя
Осмотр выполняется визуально и инструментально. Фиксация утечек, люфтов, посторонних звуков. Снятие ошибок с ЭБУ и анализ параметров.
Снятие кодов неисправностей и чтение параметров
Подключение диагностического интерфейса производится к OBD-II разъему. Считывание кодов ошибок выполняется с использованием заводских протоколов и оборудования с версией ПО, соответствующей модели. Список сохранённых и текущих кодов фиксируется в отчёте с указанием идентификаторов и статусов. Сброс кодов выполняется только после документирования исходных значений. Считывание потоковых параметров осуществляется при прогретом двигателе на оборотах холостого хода и при нагрузочном режиме, если доступно. Параметры записываются по временной шкале с частотой выборки, достаточной для анализа динамики. Диагностические данные сопоставляются с эталонными значениями производителя и отражаются в протоколе с пометкой об отклонениях.
Измерение компрессии цилиндров
Подготовка: искровые элементы отключены. Показания компрессометра фиксируются при проворачивании коленвала и протоколируются в табличном виде.
Последовательность измерений и методика фиксации результатов
Подготовка двигателя к измерению компрессии производится путем вывода системы зажигания из работы и отключения топливной подачи. Позиционирование поршней устанавливается по меткам распределительного и коленчатого валов. Последовательность измерений задается от первого цилиндра по рабочему порядку. Для каждого цилиндра производится три замера с кратностью фиксации в журнале. Применяемый манометр калибруется и протоколируется. Величины давления фиксируются в барах с указанием температуры охлаждающей жидкости и состояния аккумуляторной батареи. При отклонениях от норм выполняется запись дополнительного измерения после прокрутки стартером. Оформление результатов производится в табличном виде с указанием даты, времени, идентификатора автомобиля и исполнителя операции.
Измерение давления масла
Подключение манометра производится к штатному порту. Снятие показаний выполняется при прогретом двигателе. Фиксация кривой давления обязательна.
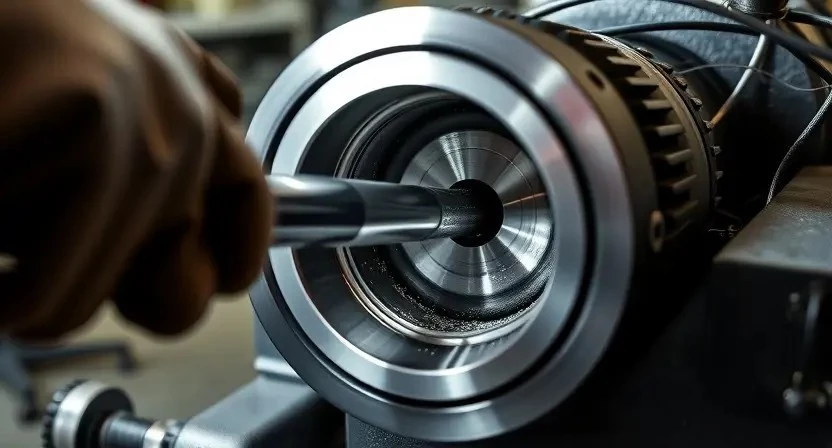
Порядок подключения датчиков и интерпретация показаний
Подключение датчиков давления масла производится через штатные штуцера или временные фитинги, установка датчика компрессии осуществляется в отверстие свечи зажигания с применением адаптера. Электрические соединения выполняются через диагностический разъем и адаптеры с фиксацией контактов. Подключение датчиков температуры и давления топлива производится к магистралям через резьбовые или компрессионные переходники. Калибровка приборов выполняется по заводским таблицам допусков. Снятые показания регистрируются в циклах работы двигателя под нагрузкой и холостом ходе. Интерпретация показаний опирается на нормативы производителя: давление масла в рабочем режиме должно соответствовать указанным значениям при заданных оборотах; падение давления ниже допусков рассматривается как признак ухудшения состояния масляной системы. Разница компрессии между соседними цилиндрами более указанного предела трактуется как необходимость дефектовки и дальнейшей ревизии компонентов цилиндропоршневой группы. Значения температуры, превышающие нормативы, классифицируются как перегрев; фиксирование нестабильных сигналов датчиков на холостом ходу трактуется как возможный электрический или контактный дефект. Регистрирование показаний производится с указанием времени, оборотов и режима нагрузки для последующего анализа.
Оценка необходимости демонтажа двигателя
Определение демонтажа производится при несоответствии параметров компрессии, давления масла и при обнаружении трещин ГБЦ или значительного износа.
Критерии перехода к снятию и разборке
Диагностические данные подлежат сопоставлению с нормативами производителя. Зафиксированные отклонения компрессии, превышение допустимого расхода масла и нестабильные показания давления масла рассматриваются как основания. Электронные коды неисправностей, указывающие на механические повреждения или потерю синхронизации, учитываются отдельно. Измерения вибрации и посторонних шумов при разных режимах работы сравниваются с эталонными кривыми. При выявлении износа вкладышей с превышением допустимых люфтов переход к демонтажу считается обоснованным. Фиксация утечек охлаждающей жидкости через корпус цилиндров или трещины в ГБЦ квалифицируется как прямое основание. Результаты испытаний компрессии и давления оформляются актом с перечнем параметров и дальнейших действий.
Снятие двигателя с автомобиля
Фиксация агрегата на подъёмнике. Отсоединение магистралей и электропроводки. Снятие опор и креплений. Перемещение на сборочную тележку.
Фиксация компонентов и маркировка соединений
Фиксация комплектующих проводится до демонтажа для обеспечения идентификации и предотвращения повреждений. Крепежные узлы каждого снятого агрегата маркируются кодами, указывающими положение и последовательность установки. Маркировка кабелей и шлангов выполняется с применением термоусадочных бирок с печатными обозначениями. Метки наносятся на видимые участки с запасом длины для удобства ориентирования при сборке. Гидравлические и топливные магистрали изолируются заглушками для предотвращения попадания загрязнений. Электрические разъемы фиксируются пакетной маркировкой по группам цепей. Детали сопряжения складируются в контейнерах с бирками, содержащими номер узла и дату снятия. Фотографирование узлов выполняется как часть протокола учета состояния и положения. Запись данных в бланк обслуживания производится с указанием номера двигателя и контрольных размеров.
Разборка узлов и агрегатов
Разборка производится по этапам: демонтаж навесного, снятие коллектора, отсоединение топливной системы, маркировка и упаковка компонентов.
Последовательность разборки блоков и крепежа
Операции по разборке блоков и крепежа выполняются по этапам. Снятие навесных агрегатов производиться первым этапом. Демонтаж коллектора и трубопроводов осуществляется при маркировке соединений и фиксировании позиций. Слив технических жидкостей выполняется перед отсоединением топливных магистралей. Электрические разъемы отсоединяются с фиксацией положения и нанесением маркировочных меток. Крепеж головки блока ослабляется по заданной схеме с равномерным распределением нагрузок. Болты шатуна и коренные крышки демонтируются при записи порядка снятия. Блок цилиндров разделяется от аксессуаров после удаления направляющих шпилек. Детали упаковуются по категориям и маркируются для обратной сборки.
Дефектовка основных деталей
Осуществлять оценку поршней, цилиндров и вкладышей по износу, трещинам и деформации. Измерения фиксировать протоколом с допусками.
Критерии износа поршней, цилиндров и вкладышей
Измерение диаметра цилиндра производится микрометром и индикатором с занесением в протокол. Превышение износа более 0,05 мм относительно ремонтного размера фиксируется как дефект. Наличие борозд на поверхности цилиндра и задиров подлежит документированию. Замеры овальности и конусности выполняются в трех плоскостях; отклонение свыше 0,03 мм считается критическим. Поршни оцениваются по деформации канавок под кольца, по износу юбки и наличию трещин. Износ поршневых колец фиксируется по высоте и боковому зазору, превышение зазора устанавливается в протоколе. Вкладыши оцениваются по толщине рабочей поверхности и по износу металла; задиры, забоины и следы перегрева считаются поводом для замены. Допуски на шатунные и коренные вкладыши сопоставляются с заводскими таблицами; несоответствие влечет подбор ремонтного размера. Фиксирование результатов производится в отчете с указанием размеров, предельных значений и рекомендаций по замене деталей.
Оценка состояния головки блока цилиндров
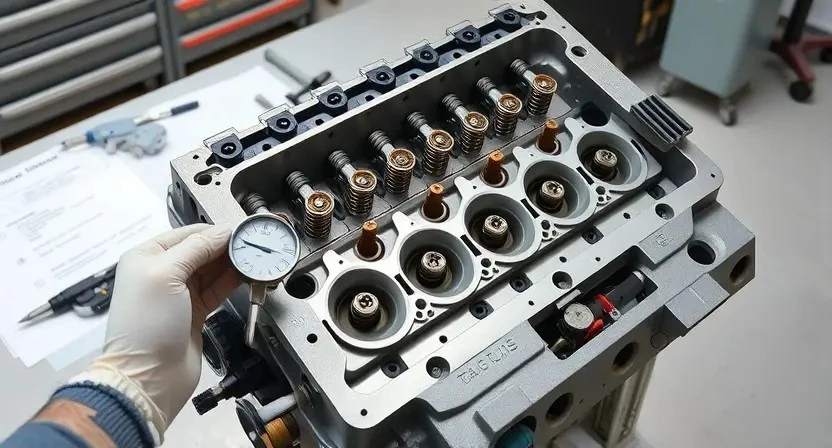
Контроль плоскостности ГБЦ выполнен. Обнаружены трещины и эрозия седел клапанов. Замер толщины и проверка направляющих произведены.
Контроль трещин, плоскостности и седел клапанов
Осмотр поверхности головки блока производится при естественном освещении и с применением увеличения. Контроль плоскостности выполняется при помощи щупа и поверочной линейки на опоре плоскости; фиксирование зазора по всей длине поверхности производится в миллиметрах. Диагностика трещин выполняется магнитопорошковым или красителем методом в зависимости от материала и наличия покрытия. Седла клапанов подвергаются измерению уплотняющей кромки профильным индикатором и микрометром для определения шага посадки и ширины прижима. Измерение биения седла производится индикатором часового типа при вращении направляющих. Фиксация результатов оформляется в протоколе с указанием величин износа, допусков и списочного решения о восстановлении.

Шлифовка коленчатого вала
Подготовка вала выполняется. Очистка и замер биения произведены. Шлифовка по замерам на ремонтный размер с контролем шероховатости и круглости выполнена.
Параметры шлифовки и допуски обработки шеек
Контроль шлифовки коленчатого вала производится по технологической карте двигателя Audi Q7 3.0 V6 TFSI 340 л.с. (2015–н.в.). Обработка шеек допускает снятие металла до восстановления размеров ремонтных цилиндров. Размеры восстанавливаемых шеек указаны в спецификации производителя. Шероховатость после шлифовки устанавливается в пределах Ra 0,4–0,8 мкм. Отклонение круглости не более 0,01 мм. Концентричность шеек к базовой плоскости блока ⏤ не более 0,03 мм. Радиальные биения после обработки допускаются до 0,01 мм. Термообработка применяется при превышении предельных размеров ремонтных втулок. Документирование результатов шлифовки производиться с указанием допусков.
Расточка цилиндров и хонингование
Расточка выполняется по измеренным допускам. Хонингование обеспечивает шероховатость и цилиндрическую форму. Контроль размеров выполняется замером.
Выбор размеров расточки и допусков под поршни
Определение размера расточки производится по измерениям внутреннего диаметра цилиндров после дефектовки. Измерения выполняются в трех плоскостях по длине и по окружности с фиксацией минимального и максимального значения. На основании полученных данных выбирается размер ремонтного комплекта поршней с указанием увеличения в мм и соответствующих колец.
Выбор допуска шагается по заводским параметрам и справочным таблицам для конкретного типа двигателя. Зазоры поршень-цилиндр указываются в спецификации для каждой ремонтной размерности. Все параметры фиксируются в акте замеров.
Подбор и замена поршней и колец
Подбор поршней по диаметру и зазорам. Контроль сочетания посадочных размеров. Замена колец по результатам измерений и протоколу взаимозаменяемости.
Соответствие размеров и зазоров при сборке
Контроль размеров поршней и цилиндров производится по заводским нормам с фиксацией измерений. Измерение диаметра цилиндров выполняется в трех плоскостях на каждом участке, результаты вносятся в протокол. Подбор поршней осуществляется на основе замеров и каталожных допусков, при совпадении размеров отмечается применимость. Замеры колец и зазоров в канавках осуществляются магнитным щупом и микрометром, документирование зазоров производится по каждому поршню.
Установка вкладышей коренных и шатунных производится с контролем зазора масляной пленки методом щупа и динамометрической затяжкой крышек с протоколированием момента. Смещение вкладышей фиксируется и регистрируется. Контроль соосности коленвала проводится индикатором часового типа. Протоколы измерений прилагаются к отчету о сборке.

Замена вкладышей коренных и шатунных
Демонтаж головки и масляного поддона. Снятие шатунных крышек и коренных крышек. Установка новых вкладышей по размерам с контролем зазоров.
Точность установки и регулировка зазоров
Установка коренных и шатунных вкладышей выполняется с контролем допусков по диаметру и биению. Контроль размера шейки проводится измерительным микрометром. Регистрация фактических параметров производится в карте дефектов. Притирка вкладышей исключается при превышении износа, замена обозначается как обязательная. Зазоры шатунов вычисляются по формуле разность номинала и измеренного диаметра. Заполнение технологической карты включает значения зазоров и серийные номера деталей. Контроль радиального биения производится индикатором часового типа. Параметры затяжки коренных крышек фиксируются по моментам, указанным в спецификации производителя.
Работы по головке блока цилиндров
Шлифовка плоскости ГБЦ выполняется по чертежным допускам. Направляющие подлежат замене при износе. Седла клапанов подвергаются расточке.
Шлифовка плоскости и установка новых направляющих и седел
Шлифовка плоскости ГБЦ выполняется по замерам плоскостности с применением поверочной плиты и индикатора. Допуск отклонения плоскости фиксируется в технической документации производителя. Поверхность подлежит зачистке для удаления коррозии и следов прокладки. Шероховатость выставляется согласно нормам; контролироваться параметр Ra. Установка направляющих клапанов производится после контрольной измерки отверстий посадки и проточки под направляющие. Подбор направляющих осуществляется по внутреннему диаметру с учётом натяга посадки. Седла клапанов протачиваются и запрессовываются с выдерживанием соосности. Шлифовка седел производится инструментом с регулировкой углов профиля. Завершение операций фиксируется отчётом с указанием допусков и серийных номеров применённых деталей.
Сборка двигателя
Сборка производиться по последовательности установки узлов с контролем моментов затяжки. Применение новой прокладки головки. Смазка сопряжений перед установкой.
Последовательность установки узлов и контроль моментов затяжки
Сборка двигателя проводится по документированной последовательности. Установке подлежат основные узлы в порядке: коленвал, шатунные крышки, блок цилиндров с поршнями, головка блока, распредвалы, масляный насос, передняя крышка, навесные агрегаты. Моменты затяжки фиксируются по каталожным данным производителя. Первичный этап включает затяжку основных коренных болтов с контролем угла поворота. Последующий этап подразумевает поэтапную и симметричную затяжку шатунных и головочных болтов с контролем момента динамометром. Протяжка крепежа проводится в несколько проходов с увеличением усилия. Заполнение протокола оказано обязательным. Проверка остаточных моментов проводится после прогрева и охлаждения агрегата.

Обкатка после ремонта
Проведение обкатки двигателя в соответствии с регламентом. Установление режимов нагрузки и оборотов. Фиксация параметров масла, давления, температуры.
Режимы обкатки и фиксирование параметров работы
Обкатка двигателя после капитального ремонта выполняется по этапам, заданным технологической картой. Первый этап ⏤ прогрев до рабочих температур при минимальных нагрузках, выдержка на холостом ходу для стабилизации показаний. Второй этап ─ постепенное увеличение оборотов и кратковременные нагрузки в диапазоне до 3000 об/мин с контролем давления масла и температуры. Третий этап ⏤ эксплуатационные нагрузки средней интенсивности на протяжении установленного пробега для приработки колец и вкладышей. Контроль параметров осуществляется по журналу: давление масла, компрессия, расход топлива, дымность, температуры, ошибки ЭБУ. Фиксация производится через интервал замеров: начальные, после 50 км, 200 км, окончательные. Регистрировать показания в электронной карте ремонта с указанием дат и пройденного пути.

Настройка и финальная проверка
Калибровка систем управления производится по заводским картам. Фиксация параметров работы в отчете. Испытание на стенде с записью.
Калибровка систем управления и контроль рабочих параметров
Калибровка электронных блоков управления производится после сборки двигателя и подключения всех датчиков. Подключение диагностического интерфейса предполагает использование фирменного программного обеспечения для загрузки актуальных карт топливоподачи и коррекции углов опережения зажигания. Адаптация датчиков положения распределительных валов и датчика массового расхода воздуха выполняется в режиме сервисной калибровки. Калибровка системы управления впрыском выполняется по параметрам температуры охлаждающей жидкости, давления топлива и показателям лямбда-зондов. Коррекция холостого хода производится через управляющий модуль с фиксацией оборотов двигателя в заданном диапазоне. Контроль фаз газораспределения осуществляется по сигналам датчиков фаз; обнаружение расхождений фиксируется в отчете. Калибровка системы вентиляции картерных газов проводится с контролем давления в системе и потока через клапан. Калибровка системы контроля давления масла выполняется совместно с динамической проверкой показаний датчика при прогреве; расхождения между эталонными и фактическими значениями отражаются в протоколе; Калибровка системы управления турбонаддувом при наличии применяется через проверку управляющего вентиля и актуаторов, с последующей отзывной коррекцией в ЭБУ. Окончательная проверка параметров производится в дорожных режимах с регистрацией рабочих величин и формированием итогового протокола.