
Предмет документа: услугa ремонта двигателя Bentley Flying Spur V6 2.9 PHEV 536 л.с. (2022–н.в.). Цель: регламентировать диагностические и ремонтные операции.
Предмет и цель документа
Предмет документа: регламентация работ по ремонту двигателя Bentley Flying Spur V6 2.9 PHEV 536 л.с. (2022–н.в.). Включён перечень операций: диагностика, оценка состояния, измерение компрессии, измерение давления масла, снятие, разборка, дефектовка, шлифовка, расточка, подбор и замена поршней, колец, вкладышей, ремонт головки блока цилиндров, обкатка и настройка.
Цель документа: установление последовательности действий и требований к результатам работ. Обеспечение единой методики документирования дефектов, фиксации измерений и принятия решений о восстановительном ремонте или замене узлов. Определение критериев годности деталей, контрольных значений для компрессии и давления масла, а также параметров обработки блока и коленчатого вала. Указание на необходимость применения заводских спецификаций при подборе материалов и допустимых зазоров.
Область применения
Применение документа распространяется на ремонт двигателя Bentley Flying Spur V6 2.9 PHEV 536 л.с. 2022–н.в., включая весь перечень работ.
Модель и период выпуска
Bentley Flying Spur V6 2.9 PHEV 536 л.с. обозначен как модель с гибридной силовой установкой, серийный выпуск начат в 2022 году. Период выпуска указан как 2022–н.в. Конфигурация двигателя V6, турбонаддув, интеграция электрической части присуща указанной модификации. Заводская комплектация содержит компоненты высоковольтной системы, силовой электроники и комбинированного привода. Применяемые материалы и допуски определены технической документацией производителя. Версии, выпущенные с 2022 года, подлежат идентификации по VIN и заводским кодам. Идентификация производится для точного подбора расходных материалов и запасных частей. Источник данных ⎯ официальные спецификации производителя.

Перечень выполняемых работ
Включены диагностика двигателя, оценка состояния, измерение компрессии и давления масла, демонтаж, разборка, дефектовка и подготовка к ремонту.
Комплекс операций
Перечень операций сформирован для обеспечения полного восстановительного ремонта двигателя Bentley Flying Spur V6 2.9 PHEV 536 л.с. (2022–н.в.). Диагностические процедуры включают сбор параметров работы силового агрегата, анализ кодов неисправностей, запись рабочих характеристик на холостом ходу и под нагрузкой. Измерение компрессии проводится по цилиндрам с фиксированным протоколом и документированием результатов. Контроль давления масла выполняется при прогретом двигателе, с фиксацией пиковых и стабильных значений.
Демонтирование агрегата осуществляется последовательностью с маркировкой коммуникаций и крепежа. Разборка производится с протоколированием состояния сопряжённых деталей и фиксацией износа. Дефектовка выполняется по критериям заводских допусков и таблицам износа. Обработка поверхностей включает шлифовку коленвала и расточку блока с указанием размеров обработки. Подбор новых поршней, колец и вкладышей выполняется по каталожным номерам с контролем радиальных и осевых зазоров. Работы по головке блока цилиндров включают проверку плоскостности и герметичности, а также замену направляющих и седел клапанов при отклонениях от нормы. Сборка производится с соблюдением моментов затяжки и порядков, указанных в регламенте. После сборки выполняется обкатка на стенде или автомобильной платформе с последовательным замером давлений, температур и контроля утечек. Настройка производится через калибровку управляющей электроники и адаптационные процедуры. Документирование всех операций обязательно, с прилагаемыми протоколами измерений и списком заменённых деталей.
Требования к рабочему месту и инструменту
Рабочая зона выделена. Инструмент калиброван. Подъемник сертифицирован. Зоны хранения маркированы. Освещение регулируемое. Вентиляция обеспечена.
Оборудование и приспособления
Перечень оснащения для выполнения работ по ремонту двигателя Bentley Flying Spur V6 2.9 PHEV 536 л.с. (2022–н.в.). Оборудование должно обеспечивать выполнение диагностических и ремонтных операций в соответствии с техническими требованиями производителя.
Стенд для измерения компрессии газоанализатор и манометр высокой точности. Пресс гидравлический с набором оправок для демонтажа и монтажа вкладышей коленчатого вала. Балансировочный станок для шлифовального узла коленвала. Центровочное оборудование для расточки блока цилиндров и обработки опор коренных шейк. Фрезерный станок для обработки плоскостей ГБЦ и блока.
Набор динамометрических ключей с контролируемыми моментами затяжки. Комбинированные съемники форсунок и шкивов. Масляный насос стенд для проверки давления и расхода. Визуализационная аппаратура для эндоскопии цилиндров и каналов. Калибровочные щупы и микрометры для контроля зазоров поршневых колец и вкладышей. Стенд для обкатки двигателей с регулируемыми нагрузками и системой контроля параметров работы. Контейнеры для промывки деталей и ультразвуковая мойка. Устройство для притирки седел клапанов и стенд для проверки герметичности ГБЦ.
Подготовка автомобиля к диагностике
Отключение батареи и снятие клемм. Обеспечение доступа к моторному отсеку. Заправочные уровни привести к рабочим меткам перед диагностикой.
Действия до начала работ
Визуальный осмотр автомобиля проводится для выявления внешних повреждений, утечек жидкостей и нарушений креплений. Инвентаризация инструментов и запчастей оформляется в виде перечня с указанием артикулов и количеств. Электросистема переводится в рабочее состояние обслуживания ⎼ аккумулятор отключается, защитные цепи фиксируются. Диагностический разъем подготавливается для подключения оборудования. Жидкости из систем обозначаются метками и емкостями для последующей утилизации. Маркировка соединений выполнена с целью исключения ошибок при сборке. Протокол подготовки содержит дату, время и подписи ответственных лиц.
Диагностика общая
Сбор первоначальных данных производится: протокол работы двигателя составляется, параметры запуска и холостого хода фиксируются, шумы регистрируются.
Сбор данных о работе двигателя
Сбор параметров эксплуатации выполняется с применением диагностического адаптера и осциллографа. Считывание кодов неисправностей производится через OBD-интерфейс с фиксацией идентификаторов и временных меток. Параметры оборотов холостого хода, нагрузки, угла опережения зажигания и показаний датчика массового расхода воздуха регистрируются в статическом и динамическом режимах. Временные ряды давления топливной рампы и давления в масляной системе фиксируются с использованием датчиков тестовой линии. Регистрация температур охладителя, масла и впускного коллектора ведётся с частотой дискретизации, обеспечивающей разрешение динамики. Фиксация звуковых сигналов выполняется для анализа гидроударов и работы клапанного механизма. Результаты заносятся в протокол с указанием оборудования и калибровки.
Оценка состояния основных узлов
Визуальная и инструментальная оценка цилиндропоршневой группы, ГБЦ, распределительного механизма и масляной системы. Фиксация дефектов в протокол.
Критерии оценки состояния
Оценка состояния двигателя проводится по измеримым параметрам и визуальным признакам. Компрессия фиксируется по цилиндрам в килопаскалях с указанием разбежки. Допустимая разница между цилиндрами устанавливается в нормативной документации производителя. Давление масла регистрируется на холодном и рабочем режиме в барах; значения сравниваются с паспортными данными. Износ цилиндров регистрируется по замерам диаметра и овальности. Измерение зазоров вкладышей и шатунов производится с применением микрометров и щупов. Состояние каналов смазки и маслоприемника оценивается по наличию отложений и забиваний. Герметичность ГБЦ проверяется по результатам опрессовки и по состоянию прокладки. Состояние поршней документируется по кольцевому износу, нагару, трещинам и деформации юбок. Результаты сравнительного анализа фиксируются в отчете с указанием предельных размеров и рекомендаций по дальнейшим операциям.

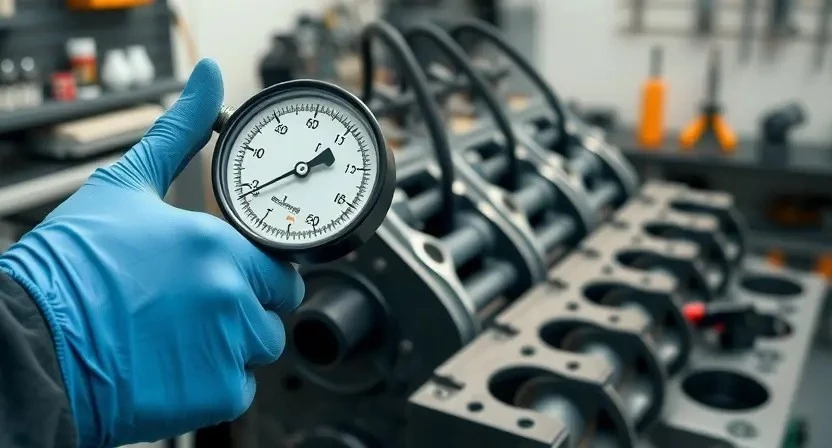
Измерение компрессии
Подготовка: вывод цилиндров в ВМТ, отсоединение топливной системы. Измерение выполняется компрессометром через свечные отверстия.
Последовательность выполнения замеров
Подготовка: обеспечить стабильное температурное состояние двигателя, аккумуляторная батарея заряжена, система зажигания и топливопровод приведены в стандартное состояние. Для измерения компрессии: снять катушки зажигания и форсунки, обеспечить открытую дроссельную заслонку, прокрутка коленвала выполняется стартером при замкнутом адаптере манометра. Запись значений по цилиндрам производится в порядке механической нумерации. Для измерения давления масла: подключение манометра к штатной резьбе датчика давления, запуск двигателя до рабочей температуры, фиксация давления на холостом ходу и при повышенных оборотах, документирование отклонений от нормативов. Сравнение результатов производится с заводскими характеристиками и оформляется протоколом измерений.
Измерение давления масла
Измерение давления масла производится манометром в холодном и прогретом состояниях. Контрольные значения фиксируются для последующего анализа.
Методика и контрольные значения
Измерение давления масла производится манометром высокого давления через резьбовой штуцер масляного канала. Давление при запуске холодного двигателя после прогрева в холостом режиме должно составлять 140-180 кПа. Давление при 3000 об/мин должно составлять 350-550 кПа. Диагностика производится с отключенным электрическим насосом гибридной системы и с отключением регенерации масляного фильтра в блоке управления. Показания регистрируются в течение 30 с после стабилизации оборотов. Отклонение от контрольных значений при нагрузке фиксируется в протоколе.
Критерии допуска установлены согласно спецификации производителя. Величины ниже предела считаются признаком износа подшипников или наличия внутренних утечек. Допуск по перепаду между цилиндрами ограничен 10 кПа. Протокол измерений прилагается к акту дефектовки.
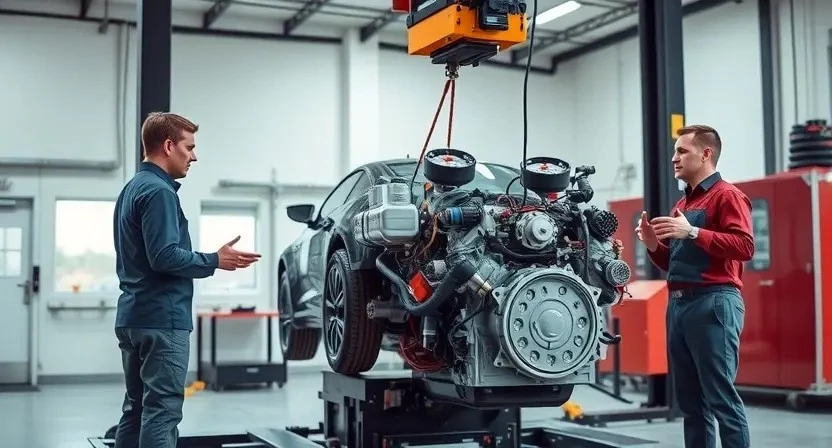
Снятие двигателя и агрегатов
Демонтаж двигателя выполняется по технологической карте. Отсоединение коммуникаций, слив жидкостей, маркировка разъемов, креплений и опор;
Технологическая последовательность демонтажа
Оперативное отключение аккумуляторной системы и высоковольтных цепей производится перед вмешательством; Слив охлаждающей жидкости и моторного масла выполняется в промаркированные емкости. Демонтаж внешних агрегатов и навесного оборудования проводится по очередности: воздушный тракт, впускные коммутационные элементы, генератор, компрессор кондиционирования, вспомогательные насосы. Снятие радиатора и элементов охлаждения производится при обеспеченном доступе к головке блока. Отсоединение топливных магистралей и электроразъемов выполняется методом маркировки и фиксации. Подвес двигателя к траверсе производится через штатные точки крепления. Опускание силового агрегата осуществляется на гидравлическую опору до момента освобождения опорных кронштейнов. Демонтаж коробки передач и моторного кронштейна производится в отдельной операции. Переход к разборке осуществляется после очистки и маркировки компонентов.
Разборка и маркировка деталей
Демонтаж узлов произведён. Маркировка деталей выполнена по посадочным местам. Фиксация комплекта для сборки и учёта износа произведена.
Протокол разборки и учет износа
Фиксация состояния деталей осуществляется по регламентируемой форме. Приёмка узла проводится с регистрацией идентификационного номера. Демонтаж выполняется по технологической карте. Обозначение позиций производится маркировкой с указанием оси и сопряжённых деталей. Оценка поверхности цилиндров ведётся измерением кругового и длинового износа, фиксированием размеров микротвердости и наличия выработки. Поршни и кольца измеряются по наружному диаметру и зазору в канавках. Коленчатый вал проверяется на биение и износ шеек с записью дефектов и предельных размеров. Вкладыши подлежат проверке по толщине и следам забоин. Головка блока подвергается проверке плоскостности и трещин ультразвуком. Документирование включает фотографирование, внесение замеров в протокол с подписью ответственного и датой.

Дефектовка и документирование повреждений
Дефектовка выполняется по узлам. Повреждения фиксируются в акте. Измерения и фотосъёмка прилаживаются к протоколу для дальнейшего анализа.
Критерии годности и предельные размеры
Определение годности деталей производится по измерениям и визуальному осмотру. Износ цилиндров оценивается по максимальному профилю и биению; превышение предельного люфта допускается только при последующей расточке с гильзованием. Компрессионные кольца признаются негодными при износе кромок более 0,25 мм или зазорах в замке свыше 0,45 мм. Вкладыши коленвала заменяются при износе рабочей поверхности более 0,03 мм или при обнаружении забоин и задиров. Поршни подлежат замене при деформации юбки более 0,5 мм или при диаметральном износе юбки более 0,07 мм. Шероховатость рабочих поверхностей должна соответствовать значениям Ra, указанных в техпаспортных данных производителя; превышение допустимого Ra трактуется как основание для шлифовки. Головка блока цилиндров признается непригодной при трещинах, износе седел клапанов свыше 0,8 мм или при искривлении посадочной плоскости более 0,05 мм на длине контрольной линейки 300 мм. Коленчатый вал подлежит шлифовке при износе коренных или шатунных шеек свыше 0,04 мм; при превышении ремонтных размеров выпуск производится с установкой ремонтных вкладышей соответствующего класса. Контроль диаметров и зазоров производится микрометрами, индикаторными устройствами и калиброванными щупами; фиксация результатов оформляется протоколом с указанием контрольных замеров и допусков.

Шлифовка коленчатого вала и расточка блока
Шлифовка выполняется по замерам биения и овальности. Расточка блока производится по заданным посадочным диаметрам. Контроль допусков осуществляется измерительными приборами.
Технологические параметры обработки
Определение параметров обработки производится на основании паспортных размеров и фактических измерений деталей. Шлифовка коленчатого вала предполагает чередование операций шлифования и контроля; величина снятия металла указывается в миллиметрах с точностью до сотых. Расточка блока цилиндров проводится с применением шаблонов и оправок; допустимые отклонения по цилиндрическим поверхностям указаны в рабочих картах. Контроль чистоты поверхностей производится по классу шероховатости. Применение абразивов подбирается по твердости материала. Скорости резания и подачи фиксируются для каждого этапа обработки. Температурный режим выдерживается для предупреждения деформаций. Балансировка коленвала выполняется после окончательной обработки. Документирование параметров производится в технологической ведомости.
Замена поршней, колец и вкладышей
Подбор деталей по каталогу. Замена поршней и колец производится по износу. Вкладыши подбираются по размеру коленвала. Контроль зазоров выполняется.
Подбор деталей и контроль зазоров
Подбор компонентов ориентирован на спецификации Bentley для V6 2.9 PHEV 536 л.с. Применение оригинальных компонентов или одобренных аналогов. Идентификация деталей по номерам деталей, материалам и классу точности.
Подбор поршней производится по диаметру и весовой группе. Подбор колец выполняется по внутреннему диаметру и толщине рабочей кромки. Подбор вкладышей осуществляется по базовому размеру и монтажному классу.
Контроль зазоров компрессии реализуется путем измерения зазора между поршнем и цилиндром, контроль маслосъемных зазоров производится с применением щупа по посадочному зазору колец. Контроль осевого и радиального люфта коленвала осуществляется замером микрометром и индикатором часового типа.
Фиксация результатов производится протоколом с указанием предельных размеров, измеренных значений и рекомендаций по замене или доводке.
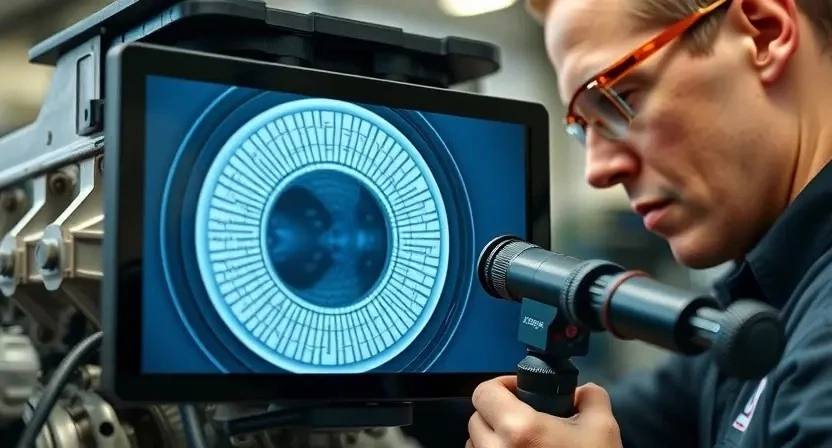
Ремонт или замена головки блока цилиндров
Демонтаж ГБЦ выполняется по технологической карте. Проверка плоскости и трещин производится. Ремонт или замена фиксируются в протоколе.
Работы по ГБЦ и проверка герметичности
Демонстрация последовательности операций по ремонту головки блока цилиндров и контролю герметичности. Снятие ГБЦ выполняется по технологической карте с фиксацией моментов. Очистка поверхностей проводится без абразивов, применяются растворители и мягкие щетки. Визуальная оценка клапанов и седел производится при увеличении. Измерение геометрии направляющих и седел выполняется измерительными приборами. Пластины и направляющие заменяются по допускам производителя. Механическое устранение деформаций выполняется шлифовкой рабочей плоскости с заданной шероховатостью. Замер плоскостности проводится индикатором и шаблоном, протоколу присваивается статус годности или брака. Проверка герметичности проводится на стенде с прогазовкой и давлением, фиксация обнаруженных утечек в акте дефектовки. Ремонт седел и направляющих производится сваркой трением или напылением с последующей обработкой. Контрольная сборка и окончательная проверка герметичности выполняются до монтажа на двигатель.
Сборка двигателя и контрольные операции
Сборка производится по регламенту. Моменты затяжки соблюдены. Регистры зазоров измерены. Испытания стенда завершены, параметры зафиксированы.
Моменты затяжки, регулировки и контрольные измерения
Перечень моментных значений представлен для основной крепежной группы двигателя. Момент главного шатунного болта указан 70 Н·м с последующей довороткой 90°; момент коренных крышек указан 40 Н·м с повторным контролем после прогрева; момент головки блока цилиндров указан 35 Н·м с поэтапной схемой 30°+60°. Контроль уплотнений производится по величине сжатия и микропроницаемости. Регулировочные операции касаются подачи топлива и фаз газораспределения, при регулировке фазы применять специализированный стенд. Контроль натяжения ремня и направляющих производиться динамометрическим ключом. Измерительные операции включают контроль зазоров клапанов с точностью 0,02 мм; измерение шатунных и коренных вкладышей производится микрометром; контроль компрессии проводится манометром со шкалой до 30 бар; давление масла измеряется мановакуумметром на прогретом двигателе; окончательный протокол включает запись всех фактических значений и расхождений от номинала.

Обкатка и настройка после ремонта
Обкатка двигателя проводится поэтапно: холостой режим, переходные нагрузки, увеличение оборотов. Настройка производится по параметрам давления и смеси.
Режимы обкатки и проверочные процедуры
Обкатка двигателя должна проводиться в контролируемых режимах с регистрацией параметров. Первичный этап предполагает прогрев до рабочей температуры при низкой нагрузке. Последующие этапы предусматривают последовательное увеличение оборотов и нагрузки в соответствии с рабочей картой. Временные интервалы и переходы фиксируются журналом. Давление масла измеряется при каждом этапе. Компрессия контролируется после стабилизации теплового режима. Фиксация вибрации и акустики выполняется средствами лабораторной диагностики. Регистры параметров сохраняются в отчете. Окончательная проверка производится после обкатки при стандартных режимах движения; параметры сравниваются с нормативами; корректировка производится в процессе настройки; эксплуатационная готовность подтверждается протоколом.