

Предоставление услуги ремонта двигателя BMW E81 3.0 R6 306 л.с. 2010-2011. Описание работ, объём работ, критерии приёма и отчетность.
Назначение документа
Документ предназначен для фиксации регламента выполнения работ по ремонту двигателя BMW 1er E81 3.0 L R6 Turbo 306 л.с. 2010–2011. Определение объёма операций, критериев приёмки и параметров контроля. Описание последовательности диагностических процедур, измерений компрессии и давления масла, а также требований к демонтажу, разборке и маркировке узлов. Установление методик дефектовки деталей, критериев годности и перечня необходимых измерительных инструментов. Регламентация операций шлифовки и расточки блока, допусков после обработки и контроля геометрии. Указание порядка подбора поршневых комплектов, вкладышей и колец по размерам. Описание правил ремонта головки блока, методов восстановления седел и контроля плоскости. Установление требований к сборке: моментные характеристики, последовательность сборочных операций и контроль зазоров. Определение режимов обкатки после ремонта с перечнем контролируемых параметров и лимитов. Форма отчётности о проведённых работах и комплектности возвращаемых узлов.
Технические характеристики двигателя
Идентификация: BMW E81 3.0 L R6 Turbo, мощность 306 л.с.; рабочий объём 2996 см3; конфигурация рядная; наддув турбонадув.
Идентификация модели и параметры
Идентификация двигателя производится по коду мотора, VIN автомобиля и маркировке на блоке цилиндров. Указаны рабочий объём 3.0 л, рядное расположение цилиндров R6, турбонаддув, номинальная мощность 306 л.с., годовые рамки выпуска 2010–2011. Описание конструктивных особенностей включает двойной VANOS, алюминиевый блок с чугунными гильзами, система впрыска топлива прямого типа, турбокомпрессор с изменяемой геометрией. Указаны стандартные сервисные зазоры, моменты затяжки головки и шатунных крышек, рекомендованные классы масла и допуски производителя. Регистрационные данные вносить в отчётную документацию.

Объём и перечень услуг
Услуга включает диагностику, измерения компрессии и давления масла, демонтаж, разборку, дефектовку, ремонт компонентов и финальную настройку.
Состав выполняемых работ
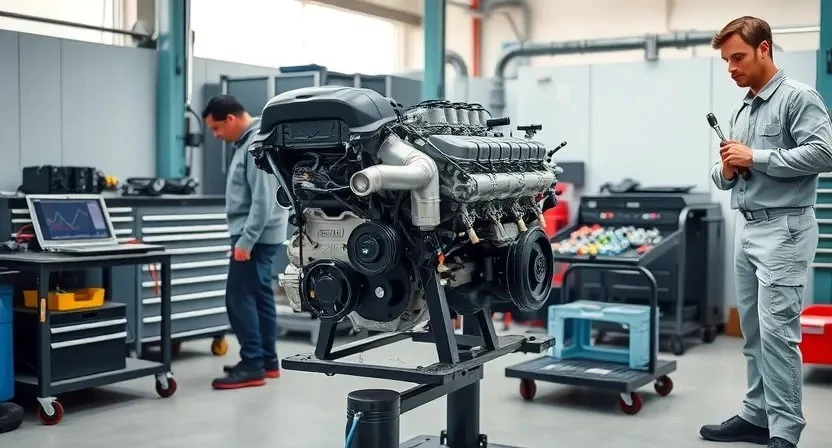
Перечень операций, выполняемых при ремонте двигателя BMW E81 3.0 R6 Turbo 2010–2011, включает комплекс этапов для восстановления работоспособности агрегата. Диагностика проводится с использованием специального оборудования для выявления ошибок и оценки состояния узлов. Замеры компрессии и давления масла выполняются по утверждённой методике с фиксацией результатов в отчётной документации. Снятие двигателя производится с маркировкой соединений и уплотнений. Разборка агрегата предусматривает разделение узлов, промывку и хранение деталей по группам. Дефектовка выполняется с применением измерительного инструмента и сравнением с заводскими допусками. Шлифовка и расточка блока проводятся на станках с контролем геометрии. Замена поршней, колец и вкладышей производится по подобранным размерам с контролем зазоров. Ремонт или замена головки блока включает проверку плоскости и восстановление седел клапанов. Сборка производится с контролем моментных характеристик. Обкатка выполняется по регламенту с контролем параметров. Завершающая настройка систем впуска, зажигания и топливоподачи выполняется до достижения требуемых рабочих показателей.

Подготовка к приёму автомобиля
Приём оформляется заявкой и карточкой. Идентификация VIN, фиксация пробега, описание повреждений, согласование объёма работ и сроков.
Оформление заявки и регистрация данных
Приём заявки производится через стандартную форму сервиса. Ввод данных транспортного средства осуществляется по VIN, модели, году выпуска и модификации двигателя. Фиксация пробега и состояния штатных систем проводится при приёме. Регистрация жалоб и описания неисправностей выполняется в электронном журнале с привязкой к номеру заявки. Присутствие документов, подтверждающих право на эксплуатацию, фиксируется в карточке клиента. Назначение ответственного исполнителя отображается в системе. Согласование объёма работ и предварительной оценки времени вносится в заявку. Контроль сроков планируется через систему уведомлений.
Диагностика общего состояния
Визуальный осмотр выполнен. Регистрация дефектов проводилась. Состояние креплений, электропроводки, турбины и узлов оценивается по протоколу.
Проведение визуального осмотра и предварительных замеров
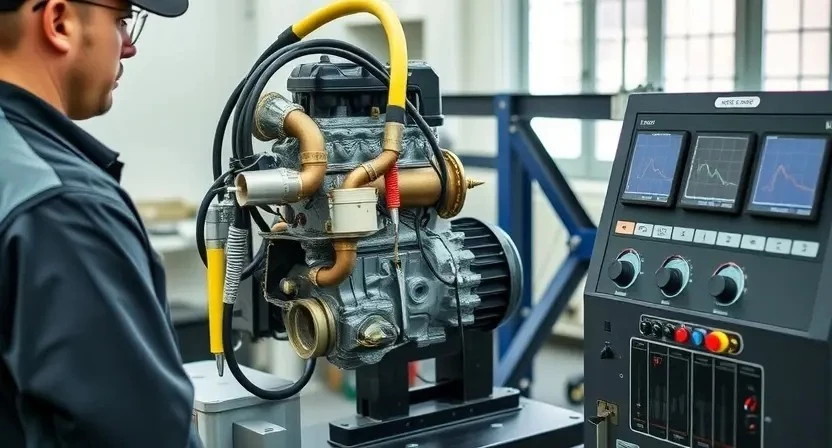
Визуальный осмотр двигателя BMW E81 3.0 R6 306 л.с. 2010–2011 производится с целью фиксации внешних повреждений и утечек. Осмотр охватывает корпус двигателя, масляные коммуникации, впускной тракт, выпускной тракт, турбонагнетатель и элементы системы охлаждения. Регистрация выявленных дефектов производиться в акте осмотра с указанием места, характера и примерного объёма работ. Предварительные замеры включают измерение компрессии, давления масла, давления наддува и контроль утечек по вакууму. Контроль компрессии выполняется манометрическим методом с протоколированием результатов по каждому цилиндру. Давление масла измеряется манометром с подключением к масляной магистрали через штатный датчик или переходник, с фиксацией показаний при холостом ходе и повышенных оборотах. Измерение давления наддува производится при рабочем режиме двигателя с регистрацией максимального значения и времени выхода на пик. Протоколы измерений оформляются отдельными листами и прилагаются к заключению по техническому состоянию.
Измерение компрессии
Проведение измерений компрессии производится манометрическим методом. Полученные значения фиксируются по каждому цилиндру и сравниваются с нормативом.
Методика выполнения и контрольные значения
Измерение компрессии производится с использованием манометра с адаптером для свечного отверстия. В каждой цилиндре производится запись показания при провороте коленвала стартером до стабильного значения. Контрольное значение компрессии для бензинового агрегата 3.0 L R6 указано как 11.0-13.5 бар для исправного цилиндра. Допуск расхождения между цилиндрами установлен 1.0 бар. При измерении давления масла применяется манометр на масляной магистрали с прогретым двигателем до рабочей температуры 90°С. Давление холостого хода при 800 об/мин должно соответствовать 0.8-1.2 бар, при 3000 об/мин, 2.5-3.5 бар. Зафиксировать показания в бланке диагностики.
Измерение давления масла
Измерение давления масла производится манометром на холодном и рабочем режиме. Фиксация показаний, сравнение с нормативом, оформляется акт.
Порядок измерений и интерпретация показаний
Подготовка стенда: подключение манометра высокого давления к масляной магистрали производится через штатное резьбовое соединение после прогрева до рабочей температуры. Применение манометра с диапазоном до 10 бар. Фиксация показаний при оборотах холостого хода и при повышенных оборотах 2000–3000 мин-1. Регистрация минимального, максимального и среднечасового значений. Сравнение с техническими нормами производителя. Отклонения свыше 20% от нормы считаются критическими. Интерпретация: пониженное давление указывает на износ подшипников или забитый масляный фильтр; пульсации давления указывают на неисправность масляного насоса; повышенные значения указывают на повышенное гидравлическое сопротивление или чрезмерную вязкость масла. Документирование результатов измерений и внесение в карту ремонта.
Оценка результатов диагностики
Формирование заключения по измерениям. Выявление несоответствий параметров. Составление перечня необходимых ремонтных операций.
Формирование заключения и перечня необходимых работ
Результаты диагностики систем двигателя суммированы в протоколе с выделением неисправностей по узлам: цилиндро-поршневая группа, система смазки, головка блока цилиндров, система наддува и элементы привода ГРМ. На основании полученных данных составление перечня работ производится с указанием очередности операций, технологических операций и контрольных измерений. Для каждой позиции определение степени вмешательства: восстановление, механическая обработка, замена комплектующих, регулировка. Указание необходимых запасных частей с артикулами и техническими допусками. Оценка трудозатрат выражена в человеко-часах. Стоимостная оценка сформирована по позиции с учётом расходных материалов и работ. Сроки выполнения заданы календарными днями, контрольные точки определены измерениями компрессии и давления масла после обкатки. Формирование акта выполненных работ производится после подтверждения контрольных параметров.
Снятие двигателя
Демонтаж двигателя производится поэтапно: отсоединение магистралей, маркировка электроразъёмов, креплений и узлов, применение подъёмного оборудования.
Последовательность демонтажа и маркировка узлов
Фиксация автомобиля производится на подъемнике с заданными опорами. Отсоединение аккумулятора и дренаж охлаждающей жидкости выполняются. Снятие воздуховодов и впускного коллектора производится по этапам с фиксацией положения датчиков. Демонтирование навесного оборудования проводится послойно. Слив моторного масла и снятие масляного поддона выполняются при условии подготовки подставок для деталей. Двигатель вынимается с применением траверсы при контроле центровки. Маркировка узлов производится последовательной нумерацией с использованием стойких этикеток. Крепеж группируется по пакетам с указанием зоны установки. Шланги и проводка группируются по цветам и пометкам. Коробка передач отделяется при закреплении сцепления в статическом положении. Фиксация положения маховика и болтов производится маркировкой. Хранение снятых деталей предусматривает подложки и укрытие от загрязнений.
Разборка агрегата
Демонтаж узлов производится поэтапно. Маркировка компонентов обеспечивается. Комплектование и упаковывание деталей производится с протоколом.
Разделение узлов и хранение компонентов
Разделение агрегата на узлы производится по функциональным группам: головка блока, блок цилиндров, коленчатый механизм, система ГРМ, система подачи топлива и наддува, масляная система, навесное оборудование. Маркировка деталей выполняется посредством нанесения уникальных кодов на корпусные поверхности и упаковку. Упаковка деталей с малыми допусками осуществляется в антистатические и влагозащитные материалы с обозначением ориентации. Хранение компонентов в зонах с контролем температуры и влажности обеспечивается районированием по классам чистоты. Мелкие крепёжные изделия группируются по партиям и упаковываются в прозрачные контейнеры с этикетками. Блоки с торцевыми поверхностями размещаются на подпорках с защитой контактных зон. Клапанные группы хранению подлежат в собранном виде вместе с направляющими. При хранении применяются опоры, исключающие деформацию поверхностей сопряжения. Учёт перемещений выполняется через ведомости с регистрацией серийных номеров и датами приёма и выдачи.
Дефектовка деталей
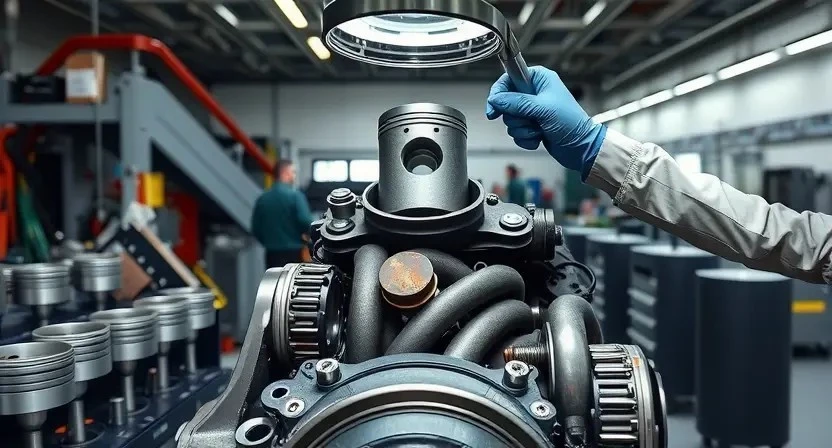
Визуальный осмотр компонентов выполнен. Замеры износа проведены. Отклонения по диаметрам, биениям и трещинам зафиксированы в акте.
Методы контроля износа и критерии годности
Оценка износа цилиндров производится измерением диаметра и конусности с помощью микрометра и нутромера. Измерения фиксируются в протоколе. Допуск износа по диаметру устанавливается согласно заводским спецификациям; превышение допуска служит основанием для расточки. Контроль поршней подразумевает измерение диаметра юбки и замер бокового зазора в гильзе; превышение предела годности обозначается в акте. Проверка шатунных и коренных вкладышей осуществляется с использованием микрометрических щупов и измерителей масляного зазора; замена предусмотрена при выходе за допуск. Оценка состояния колец включает измерение сначала внутреннего диаметра и профильного износа; износ выше норм отражается в дефектной ведомости. Измерение поверхности ГБЦ производится переносным индикатором плоскостности; перекосы сверх допуска подлежат шлифовке или замене. Контроль маслонапорного канала и маслосъемных колпачков осуществляется визуально и инструментально; засоры и износ фиксируются в отчёте с указанием требуемых операций.

Шлифовка и расточка блока цилиндров
Обработка плоскости блока выполнена с контролем концентричности. Расточка цилиндров проведена по номиналу; допуски зафиксированы в акте.
Технология обработки и допуски после операции
Определение объёма обработки блока цилиндров производится по результатам дефектовки. Шлифовка плоскости блока выполняется на станке с горизонтальным расположением шпинделя. Расточка цилиндров производится с использованием разверток и борштанг-электродов. Контроль геометрии осуществляется измерительными приборами с погрешностью до 0,01 мм. Контроль шероховатости поверхности производится прибором; параметр Ra не превышает 0,8 мкм для гильз повышенной точности. Контроль круглости и конусности цилиндров проводится по ГОСТ. Допуск на износ рабочего диаметра цилиндров после расточки устанавливается до +0,25 мм относительно номинала. Контроль биения плоскости коленчатого вала производится индикатором; допустимое биение не более 0,03 мм. После обработки наружные поверхности промываются обезжиривателем и просушиваются. Маркировка обработанных деталей выполняется индивидуально по номеру двигателя.
Замена поршней и поршневых колец
Подбор комплектов по размеру. Замена производится с контролем зазоров поршень-цилиндр и зазором кольцевого сальника. Отчёт формируется.
Подбор комплектующих и монтажные зазоры
Подбор поршней выполняется по коду блока и диаметру цилиндра. Подбор колец производится по марке и толщине с учётом номинального зазора в канале. Подбор коренных и шатунных вкладышей осуществляется по размерной группе коленвала. Подбор прокладок и сальников выполняется по типоразмеру и материалу. Подбор болтов крепления головки блока производится по классу прочности и длине с учётом натяга. Монтажные зазоры поршневых колец определяются по зазору в замке и радиальному зазору в канале. Контроль масляного зазора коренных вкладышей выполняется щупом в нескольких точках. Контроль шатунного зазора производится после предварительной притирки вкладышей и замера вращением коленвала. Сборочные размеры фиксируются в отчёте.
Замена коренных и шатунных вкладышей
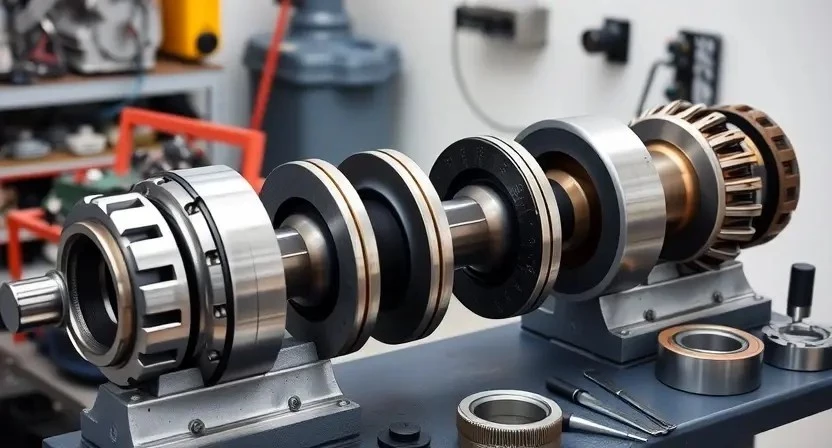
Демонтаж коленвала проводится. Подбор вкладышей по допускам выполнен. Контроль масляных зазоров измерен микрометром и щупами.
Порядок установки и контроль масляных зазоров
Установка вкладышей выполняется поэтапно. Подготовка посадочных поверхностей производится очисткой от загрязнений и контролем размеров усиливающими измерениями. Вкладыши подбираются по каталожным номерам и по измеренным внутренним диаметрам шатунных и коренных постелей. Установка вкладышей производится с учётом ориентации маслораспределительных канавок. Момент затяжки крышек распределён согласно спецификации. Контроль зазоров выполняется щупами и микрометрической калибровкой. Замеры выполняются при температуре, при указанных допусках. Результаты фиксируются в отчёте о дефектовке и включаются в акт приёмки работ.
Ремонт или замена головки блока цилиндров
Проверка плоскости ГБЦ; Ремонт седел клапанов или замена. Замена прокладок головки. Контроль герметичности постоперационно.
Проверка плоскости, ремонт седел и замена прокладок
Проверка плоскости головки блока цилиндров выполняется при наличии признаков утечки, потери компрессии или видимых деформаций. Плоскость измеряется оптическим или щуповым методом по технологической карте производителя. Допуск плоскостности фиксируется в рабочих документах. При обнаружении отклонения от допуска выполняется шлифование с контролем удаления металла и соблюдением итоговой толщины. Ремонт седел клапанов производится путем фрезерования прошлифованных поверхностей и восстановления заподных фасок с последующей притиркой каждого седла. Замена прокладок головки блока цилиндров производится с применением оригинальных или эквивалентных комплектующих, маркируемых в акте приемки. Прокладки устанавливаются с контролем прилегания и соответствия номерам по спецификации. После сборки выполняется контроль герметичности и фиксация результатов в отчёте.
Сборка двигателя
Сборка выполняется по этапам. Контроль моментов затяжки производится; подгонка зазоров выполняется; фиксация шкивов и меток обеспечена.
Контроль моментных характеристик и последовательность операций
Контроль моментных характеристик производится по регламенту производителя. Момент затяжки коленвала и шатунных креплений указывать в таблице техдокументации. Порядок операций включает подготовку деталей, проверку чистоты посадочных поверхностей и промер зазоров. Сборка выполняется с применением динамометрического ключа. Допуск на торцевой момент фиксируется протоколом. Последовательность операций подразумевает первичную затяжку с указанным моментом, последующую окончательную затяжку по шагам и повторный контроль после пяти циклов пуска-остывания. Запись результатов производится в сервисный отчёт.
Обкатка двигателя после ремонта
Проведение контролируемой обкатки двигателя. Указаны режимы холостого хода, нагрузки, периодичность замеров и регламент фиксации параметров.
Режимы обкатки и контроль параметров в процессе
Обкатка выполняется по этапам с контролем параметров. Первичная обкатка проводится на холостых оборотах в течение 20 минут для установления стабильного давления масла и температуры. Последующая обкатка проводится при переменной нагрузке на протяжении не менее 200 км пробега с постепенным увеличением оборотов. Контроль осуществляется по показаниям давления масла, температуры охлаждающей жидкости, температуры масла, а также по показаниям датчика детонации. Фиксация параметров производится каждые 10 минут в первые 2 часа работы и через интервалы в 50 км пробега на этапе дорожной обкатки. Замер компрессии и давления масла повторяется после 200-300 км. При отклонениях от паспортных значений проводится повторная диагностика и корректировка параметров впуска и зажигания. Протокол результатов обкатки оформляется с указанием серийных номеров заменённых деталей, значений параметров до и после обкатки, а также перечня выполненных регулировочных операций.
Настройка и финальная проверка
Настройка систем впуска и зажигания производится. Контроль параметров выполняется по эталонным значениям. Протоколы оформляются.
Регулировка систем впуска, зажигания и подтверждение работоспособности
Настройка систем впуска выполняется путем калибровки датчиков массового расхода воздуха и положения дросселя с применением заводских величин. Регулировка фаз газораспределения производится по меткам на шестернях распределительных валов при заданных углах выпуск-поступление. Настройка зажигания осуществляется посредством установки угла опережения искрообразования согласно справочным таблицам для модели двигателя 3.0 R6 Turbo 306 л.с. Выполнение балансировки топливоподачи производится регулировкой форсунок и проверкой давления в рампе. Контроль устойчивости холостого хода осуществляется путём фиксации показаний на диагностическом сканере. Подтверждение работоспособности производится испытанием двигателя на стенде в нагрузочном режиме с регистрацией параметров давления масла, температур и пропускной способности системы впуска. Окончательная проверка включает считывание кодов неисправностей и составление отчёта о параметрах после регулировок.