

Предоставляется комплекс диагностических и ремонтных работ по двигателю BMW i3 Range Extender 0;65 L R2 38 л.с. 2013–2018.
1.1 Область применения ремонта двигателя BMW i3 Range Extender 0.65 L R2 38 л.с. (2013–2018)
Область применения ограничена двигателями модели Range Extender 0.65 L R2 38 л.с. производства 2013–2018 годов‚ устанавливаемыми на шасси BMW i3. Работы направлены на восстановление работоспособности силового агрегата при выявленных нарушениях компрессии‚ давлении масла‚ износе деталей цилиндропоршневой группы и головки блока. Включается диагностика электрических и механических систем‚ определение степени износа‚ измерения компрессии и давления масла‚ оценка необходимости демонтажа и последующих операций. Применение регламентных технологических карт и технической документации производителя обязательно. Документирование результатов измерений и дефектовки производится в установленной форме.

Описание объекта работ
Двигатель BMW i3 Range Extender 0.65 L R2 38 л.с. модификация 2013–2018. Конструкция: алюминиевый блок‚ два цилиндра‚ система охлаждения и смазки.
2.1 Технические характеристики двигателя и конструктивные особенности
Двигатель одноцилиндровый бензиновый Range Extender 0.65 L R2‚ рабочий объем 0‚647 л‚ мощность 38 л.с; при указанном режиме. Конфигурация цилиндров ― рядная двухцилиндровая конструкция с воздушным охлаждением в составе гибридной силовой установки. Применен картер с отдельным масляным поддоном и внешним масляным насосом. Система смазки закрытого типа с фильтрацией через сменный элемент. Привод газораспределения цепной. Корпус головки из алюминиевого сплава с интегрированными направляющими клапанов; Поршневая группа облегченного исполнения с компенсацией тепловых зазоров. Электронное управление подачей топлива и зажиганием.
Организация диагностических работ
Подготовка оборудования и инструментов проводится согласно списку. Документирование процедур выполняется в журнале. Калибровка приборов проведена.
3.1 Подготовка оборудования и инструментов для диагностики
Перечень приборов и инструментов подлежит формированию для проведения диагностики двигателя BMW i3 Range Extender 0.65 L R2 38 л.с. 2013–2018. Оборудование для измерения компрессии должно включать манометр с адаптерами под свечное отверстие‚ переходники с метрической резьбой и эталон калибровки. Манометры для измерения давления масла подлежат проверке по диапазону и точности. Набор динамометрических ключей подлежит подготовке с контролем моментов. Электронный диагностический сканер с поддержкой протоколов автомобиля должен иметь актуальные базы. Подставки для двигателя и тележка для снятия предусмотрены. Защитные материалы и ед. упаковка для снятых узлов обеспечиваются. Документация на измерительное оборудование прикладывается.
Визуальный осмотр и регистрация дефектов
Осмотр поверхности двигателя выполнен. Зафиксированы следы коррозии‚ масляные пятна и деформации крепежных элементов в отчёте.
4.1 Фиксация внешних повреждений‚ утечек и следов коррозии
Визуальная инспекция производится для идентификации наружных дефектов корпуса‚ креплений и навесного оборудования. Фиксация проводится фотографированием с привязкой к контрольным точкам и нанесением отметок на схеме двигателя. Утечки масла‚ охлаждающей жидкости и топлива регистрируются по месту образования‚ объему пятна и направлению растекания. Следы коррозии оцениваются по глубине поражения‚ распространению и наличию осыпающейся структуры металла. Описание неисправностей вносится в журнал с указанием координат‚ времени и использованных методов диагностики. Результаты подписываются ответственным специалистом и приобщаются к делу.
Замер компрессии
Подготовка испытательного оборудования производится; снять свечи; обеспечить отключение впрыска и зажигания; подключение манометра к каждому цилиндру; проведение пяти измерений по очереди.
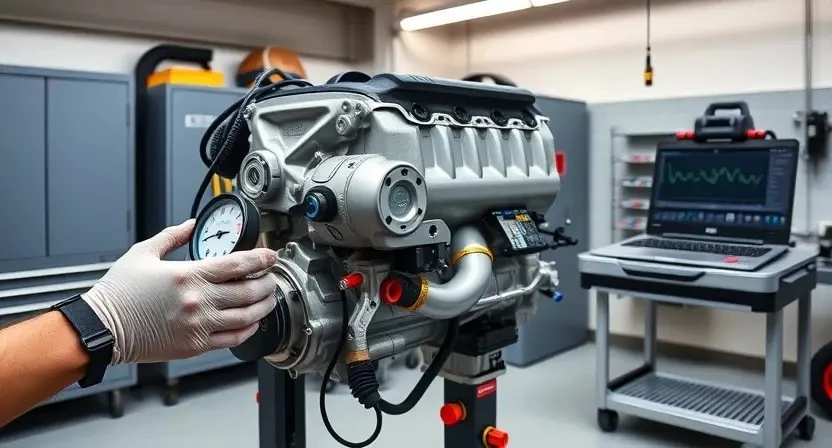
5.1 Методика подключения приборов и последовательность измерений
Подготовка рабочего места включает освободить доступ к свечным колодцам и снять элементы‚ мешающие подключению измерительных устройств. Обеспечение питания двигателя выполняется через аккумуляторную систему с сохранением заводских напряжений. Подключение компрессометра производится к каждому цилиндру поочередно через свечное отверстие с применением переходника‚ обеспечивающего герметичность. Мановакуумметр устанавливается в масляную магистраль на точке‚ указанной в технической документации. Последовательность измерений: 1) снятие показаний компрессии по цилиндрам при отключенной системе впрыска и зажигании; 2) фиксация максимального давления масла при холодном моторе; 3) фиксация давления после прогрева до рабочей температуры. Запись результатов производится в протокол с указанием времени и условий измерений.
Интерпретация результатов компрессии
Оценка компрессии проводится по абсолютным значениям и по разбросу между цилиндрами. Соответствие нормам фиксируется в протоколе. Отклонения от стандарта трактуются как признаки износа‚ утечки клапанов или поршневой группы. Снижение на 10% относительно эталона требует дополнительной диагностики. Разница более 15% между цилиндрами считается критерием дефекта. При выявлении симптомов использования масла или влаги назначается анализ систем уплотнения и герметичности.
6.1 Критерии оценки технического состояния по значениям компрессии
Измерение компрессии выполняется в цилиндрах двигателя BMW i3 Range Extender 0.65 L R2 38 л.с. 2013–2018 при рабочем температурном режиме и стандартном положении коленвала. Контрольные значения фиксируются по каждому цилиндру для последующего сравнения с эталонными показателями производителя.
Допустимый диапазон давления определяется технической документацией. Отклонение отдельных цилиндров от среднего значения оценивается по абсолютной разнице и процентному несоответствию. Расхождение более 15% от среднего признаётся критическим.
Низкие значения компрессии трактуются как износ рабочих поверхностей‚ нарушение герметичности клапанов или поршневой группы. Высокие значения указывают на наличие отложений в камерах сгорания. Принятие решения о дальнейшем вмешательстве производится на основании суммарного анализа всех измерений.

Измерение давления масла
Проведение измерений давления масла производится через заводские штуцеры с использованием манометра класса точности 0.5 и адаптеров.
7.1 Расположение точек измерения и используемые манометры
Определение точек измерения давления масла выполняется с учётом конструкции двигателя Range Extender 0.65 L R2. Подающий канал на масляном насосе служит основной точкой для контроля системного давления. Измерение у адаптера масляного фильтра применяется для оценки давления в магистрали после фильтрации. Контроль на штуцере подачи к коренному подшипнику применяется при анализе распределения давления по подшипниковой системе. Для измерений на галерее смазки головки блока цилиндров применяются переходники‚ закрепляемые в резьбовых отверстиях сервисных портов.
Манометры с диапазоном 0–10 бар и градацией 0‚1 бар используются для первичной диагностики. Высокоточные электронные манометры с разрешением 0‚01 бар применяются при поверочных работах и при сравнительной оценке показаний. Применение адаптеров с уплотнениями из синтетических материалов обеспечивает герметичность соединений. Фиксация приборов производится при выключенном двигателе и при прогреве до рабочей температуры для снятия динамических графиков. Регистрация показаний ведётся в протокол измерений с указанием температурного режима масла и оборотов коленвала.
Анализ параметров масляной системы
Оценка давления масла производится по стабильности и пульсациям в рабочих режимах. Фиксация отклонений и документирование измерений.
8.1 Оценка состояния масляного насоса‚ фильтра и поддона
Проведение визуальной инспекции корпуса масляного насоса и крепежных элементов. Фиксация механических повреждений‚ следов перегрева‚ следов утечек и коррозии. Оценка состояния приводной шестерни по износу зубьев и посадочных поверхностей. Замер внутреннего зазора насосного корпуса и зазора между шестернями посредством щупов. Оценка фильтрующего элемента по степени загрязнения и остаточному ресурсу‚ фиксация наличия металлической стружки. Осмотр магнитов поддона и детектирование накопления абразива. Измерение уровня деформации поддона по плоскостности с помощью линейки и щупа. Определение необходимости замены компонентов на основании зафиксированных показателей.
Принятие решения о демонтаже двигателя
Критерии демонтажа сформированы на основе измерений компрессии‚ давления масла и визуальной дефектовки; решение фиксируется в акте диагностики.
9.1 Критерии перехода к снятию и планирование демонтажа
Фиксация критических отклонений производится по результатам диагностических процедур: значимое снижение компрессии по цилиндрам‚ нестабильное давление масла‚ наличие механических повреждений блока или ГБЦ‚ прослеживаемые утечки охлаждающей или моторной жидкости‚ посторонние металлические включения в фильтре масляной системы. Решение о демонтаже принимается на основании протоколов измерений и дефектовки. Планирование демонтажа составляется с указанием очередности операций‚ перечня требуемых инструментов‚ контрольных точек и сроков выполнения.
Подготовка к снятию включает маркировку электропроводки‚ промаркированные крепления и резервирование рабочих мест. Документирование планируется по установленной форме.
Снятие двигателя и сопутствующих узлов
Отключение электросхемы‚ слить рабочие жидкости. Демонтаж навесного оборудования производится по очередности‚ маркировка линий и болтов обязательна.
10.1 Последовательность отключения электрооборудования и магистралей
Отключение аккумуляторной батареи производится первоочередно‚ питание шины высокого напряжения блокируется путем размыкания сервисного разъема. Отсоединение проводки управления выполняется поэтапно: сначала отделяются разъемы системы управления двигателем‚ затем датчиков и актуаторов. Демонтаж предохранителей и плавких вставок осуществляется с фиксацией их местоположения в документе. Обесточивание системы охлаждения производится путем отключения насосного блока и сливной магистрали. Топливная система выводится из рабочего состояния путем перекрытия подачи и дренажа остатка топлива в герметичную емкость. Воздуховоды и впускные трубопроводы отсоединяются с маркировкой и упаковкой для предотвращения загрязнений. Масляные магистрали изолируются заглушками‚ слив осуществляется в подставленную емкость при контролируемом давлении. Электрические заземления проверяются наличием контакта перед продолжением работ. Сопроводительная документация заполняется с указанием времени отключения и лицензионных обозначений компонентов;

Разборка силового агрегата
Разборка проводится по этапам: отсоединение навесных узлов‚ маркировка креплений‚ сохранение комплектующих‚ хранение деталей в таре.
11.1 Последовательность разборочных операций и хранение деталей
Разборка силового агрегата выполняется по этапам: демонтаж навесного оборудования‚ отсоединение топливных и масляных магистралей‚ снятие головки блока‚ извлечение поршневой группы‚ удаление коленчатого вала и балансировочных элементов. Каждая операция фиксируется в журнале с указанием момента времени и контрольно-измерительных данных. Детали маркируются по месту установки и порядковой позиции цилиндров. Для крепежа заводяться отдельные емкости с указанием момента отворачивания. Мелкие элементы размещаются в прозрачной таре с этикеткой и датой.
Хранение крупных узлов производится на поддонах с антикоррозионным покрытием и влагопоглотителем. Контроль состояния выполняется через регламентированные интервалы и фиксируется в протоколе.

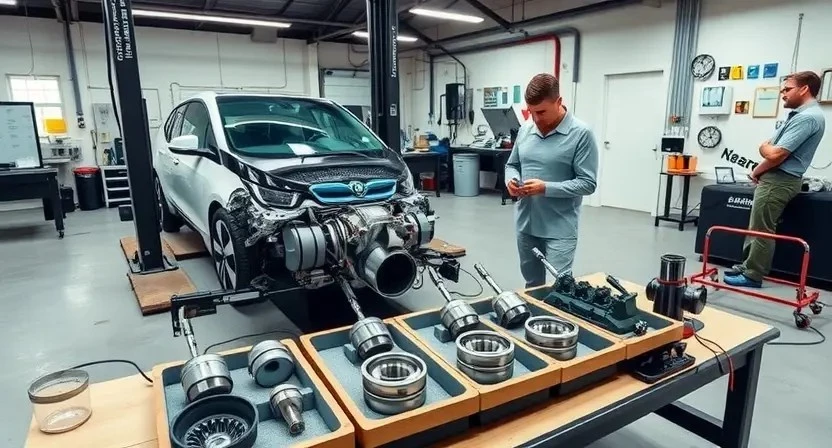
Дефектовка деталей
Проведение измерений износа блоков‚ поршней и валов посредством нутромера‚ микрометра и шаблона. Результаты фиксированы в акте и протоколах.
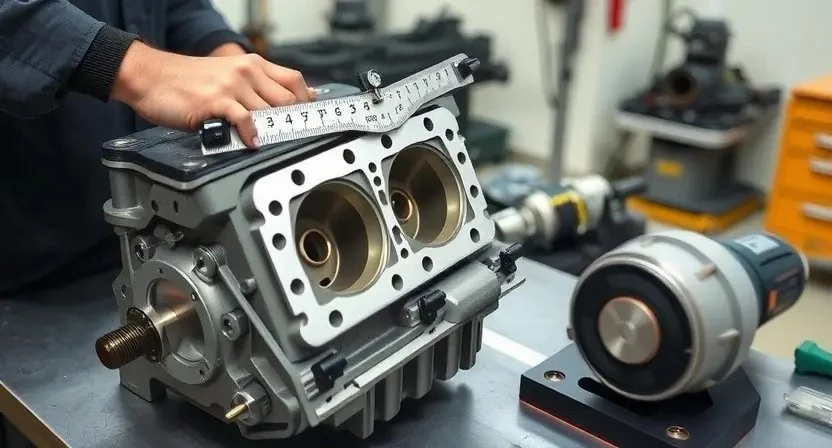
12.1 Осмотр‚ замеры и документирование износа блоков‚ поршней и валов
Визуальный осмотр поверхности блока цилиндров выполняется для выявления трещин‚ задиров‚ следов коррозии и деформаций. Замеры геометрии цилиндров проводятся микрометром и нутромером с фиксированием диаметра в нескольких плоскостях. Измерение биения коленчатого вала производится индикатором часового типа на опорах и шатунных шейках. Замеры поршней и канавок под кольца фиксируются штангенциркулем и профилометром. Состояние шеек распределительного вала оценивается контрольным калибром. Износ вкладышей регистрируется по зазору при установке с пластинкой. Результаты фиксируются в протоколе с указанием номера цилиндра‚ величин‚ предельных допусков и заключения о годности деталей. Фотодокументация прилагается.
Принятие решения о шлифовке и расточке
Определение возможности обработки производится по размерам износа‚ деформации и трещинам. Выбор операции фиксируется в актах.
13.1 Критерии допустимого износа и требуемые размеры обработок
Определение предельных размеров износа цилиндров выполняется по технической документации производителя. Измерение внутреннего диаметра цилиндра производится микрометром и нутромером в трех точках по высоте и в двух взаимно перпендикулярных направлениях по окружности. Предельный износ цилиндра установлен как превышение оригинального диаметра на 0‚5 мм. При превышении указанного значения планируется расточка и шлифовка с подбором ремонтного размера. Для восстановления применять поршни ремонтного класса соответствующего номиналу обработанной поверхности. Зазор поршень-цилиндр контролируется и документируется. Шаги обработки‚ контрольные размеры и предельные допуски вносится в акт дефектовки.
Технология шлифовки и расточки блока цилиндров
Подготовка блока выполнена. Шлифование плоскости и расточка цилиндров по посадочным размерам. Контроль размеров обеспечен поверкой микрометром.
14.1 Последовательность операций и контрольные измерения после обработки
Последовательность операций при шлифовке и расточке блока цилиндров регламентирована технологической картой. Установка блока в станок производится по опорным поверхностям. Снятие задней и передней крышек выполняется до закрепления в патроне. Предварительное измерение биения и овальности цилиндров регистрируется. Шлифовка осуществляется шагами с контролем удаления металла по каждому ходу. После обработки обеспечить очистку масляных каналов и доладку фасок.
Контрольные измерения проводятся после окончательной обработки. Измерение диаметра цилиндра выполняется микрометром и индикатором‚ показатели заносятся в протокол. Контроль круглости и соосности выполняется индикатором часового типа и калибровочными втулками. Измерение посадочных поверхностей сопряженных деталей производится шаблоном и штангенциркулем. Результаты сравниваются с паспортными значениями и фиксируются.
Выбор и установка поршней‚ колец и вкладышей
Подбор компонентов по допускам производится по технической документации. Установка выполняется с контролем зазоров и моментами затяжки.
15.1 Подбор заменяемых компонентов по допускам и зазорам
Определение соответствия заменяемых деталей производится на основании заводских размеров и допусков для двигателя BMW i3 Range Extender 0.65 L R2 38 л.с. 2013–2018. Измерения размеров поршней‚ колец‚ шатунных и коренных вкладышей‚ направляющих и направляющих втулок головки выполняются с использованием микрометров‚ нутромеров и щупов с градуировкой. Сравнение фактических параметров с эталонными значениями обеспечивает классификацию деталей как годных‚ предельных или подлежащих замене.
Подбор комплектующих производится по таблицам допусков и посадок; при наличии отклонений превышение пределов фиксируется в отчете. Подбор поршней и колец осуществляется по внутреннему диаметру гильз с учетом зазора маслосъемных и компрессионных колец. Подбор вкладышей базируется на размерах шейки коленчатого вала и величине прилегания крышек. В случаях применения ремонтных размеров указывается требуемый размер обработки блока и подбор деталей по ремонтной шкале. Ведомость заменяемых компонентов прилагается к акту выполненных работ.
Ремонт или замена головки блока цилиндров
Осмотр ГБЦ выполнен. Измерение плоскостности‚ замена направляющих седел и сальников‚ расточка канавок клапанов‚ притирка клапанов.
16.1 Проверка плоскостности‚ замена направляющих и клапанных сальников
Проверка плоскостности ГБЦ производится на плитах с параллельностью 0.01 мм на 300 мм. Замеры выполняются алмазной линейкой и щупами по заданной сетке точек. Допуск искривления поверхности головки установлен 0.05 мм. При превышении допуска планирование поверхности производится с зачисткой до проектного размера. Замена направляющих клапанов проводится при износе‚ превышающем 0.3 мм по наружному диаметру посадочного места. Направляющие запрессовываются термически с контролем вкладыша. Клапанные сальники подлежат замене по масляной пропитке или ухудшению эластичности. Подбор сальников осуществляется по каталожному номеру и диаметру стержня клапана. После сборки головки выполняется герметичность камер давления с применением вакуумного стенда и фиксация результатов в протоколе измерений.
Сборка двигателя
Сборка производится по каталожным номерам. Контроль моментов затяжки выполняется динамометром. Смазка и зазоры установлены по допускам.
17.1 Очередность сборочных операций и контроль моментов затяжки
Определяется последовательность сборки двигателя с приоритетом обеспечения геометрии и натяга компонентов. Установка коленчатого вала производится на подшипники с контролем радиального зазора и чистоты рабочих поверхностей. Установка вкладышей выполняется с обеспечением правильной ориентации фасок и равномерного смазывания маслом. Установка поршневых колец производится по заданным размерам и фазировке щелей. Крепление шатунных крышек осуществляется по шагам: предварительная посадка‚ равномерная затяжка до вспомогательного момента‚ окончательная затяжка по расчетному значению с контролем угла поворота. Установка головки блока проводится после проверки плоскостности; болты затягиваются по схеме и этапам с фиксированными моментами и угловыми приращениями. Контроль моментов затяжки документируется протоколом с указанием инструментов и калибровки.
Обкатка и приработка новых компонентов
Проведение обкатки выполняется по этапам: приработать детали при переменных нагрузках‚ контролировать давление масла и температуру‚ фиксировать параметры.
18.1 Режимы обкатки‚ контроль параметров и интервал замены масла после обкатки
Определение обкаточного режима производится для сниженной нагрузки и ограниченных оборотов до достижения первоначальной приработки посадочных поверхностей. Начальная фаза включает непродолжительные прогревы и чередование нагрузок при оборотах‚ не превышающих 3000 об/мин; продолжительность фазы фиксируется в журнале. Вторая фаза предусматривает расширение диапазона оборотов и увеличенные интервалы нагрузок при тщательном контроле температур и давления масла. Контроль параметров выполняется путем записи давления масла‚ температуры ОЖ‚ расхода топлива и компрессии в рабочем диапазоне. Масло сменяется после завершения второй фазы обкатки и пробега 1000 км; замена сопровождается протоколом с указанием марки масла и величин записанных параметров.
Настройка и финальная проверка параметров
Настройка холостого хода производится. Синхронизация систем выполнена. Контроль утечек осуществлён. Закладка протокола проведена.
19.1 Регулировка оборотов холостого хода‚ синхронизация систем и контроль утечек
Настройка оборотов холостого хода производится на заведённом двигателе при достижении рабочей температуры‚ стабилизации показаний. Измерение выполняется тахометром с точностью до 10 об/мин. Корректировка осуществляется через управляющие сигналы блока управления; калибровка выполняется ПО дилерского уровня. Синхронизация топливной и электрической системы производится по сигналам датчиков давления топлива и положения вала. Контроль утечек проводится в топливной магистрали и впуска; используются манометры и вакуумметры с градуировкой.
Диагностический отчёт формируется с указанием начальных и конечных параметров‚ допусков и принятых корректировок. Регистрация неисправностей документируется с привязкой к узлам и операциям.
Документирование результатов и гарантийные условия
Составление акта выполненных работ. Протоколы измерений прилагаются. Гарантийный срок указывается в акте. Условия гарантии прописываются.
20.1 Формирование акта выполненных работ‚ протоколов измерений и условий гарантии
Составление акта выполняется после завершения всех операций по диагностике и ремонту двигателя BMW i3 Range Extender 0.65 L R2 38 л.с. 2013–2018. Акт содержит перечень выполненных процедур‚ серийные номера заменённых компонентов‚ результаты замеров компрессии и давления масла‚ сведения о проведённой шлифовке и расточке‚ указания по установленным зазорам и допускам. Протоколы измерений оформляются с приложением графиков и фотофиксации контрольных точек. Условия гарантии фиксируются отдельным разделом‚ где указываються сроки гарантийного обслуживания для каждого вида работ и ограничительные положения по эксплуатации. Подписание документации производится уполномоченными лицами; копии передаются владельцу транспортного средства; оригиналы хранятся в архиве сервиса.