
Описание услуги по ремонту двигателя Brilliance V3 1․5T 150 л․с․ (2018–2021)․ Перечень работ, цели и ожидаемый результат указаны․
Цель документа
Определение целей и объема работ при выполнении ремонта двигателя Brilliance V3 1․5T 150 л․с․ (2018–2021)․ Формулировка задач ориентирована на восстановление технической пригодности силового агрегата, обеспечение соответствия параметров паспорту изготовителя и эксплуатационным нормам․ Включение в перечень операций диагностики, оценки состояния, измерения компрессии и давления масла; Включение операций по демонтажу, разборке, дефектовке, шлифовке и расточке коленчатого вала и блока цилиндров․ Указание требований к замене поршней, поршневых колец, коренных и шатунных вкладышей, головки блока цилиндров․ Описание этапов сборки, предварительных регулировок, обкатки и окончательной настройки агрегата․ Установление критериев приемки выполненных работ и оформления отчетной документации․

Общие сведения о двигателе Brilliance V3 1․5T 150 л․с․ (2018–2021)
Описание конструкции: бензиновый турбированный рядный четырехцилиндровый двигатель с непосредственным впрыском и алюминиевым блоком․
Технические параметры и особенности конструкции
Двигатель 1․5T 150 л․с․ представлен четырехцилиндровым бензиновым агрегатом с турбонаддувом и непосредственным впрыском топлива․ Рабочий объем указан 1498 см3․ Максимальная мощность 110 кВт при 5500 об/мин․ Максимальный крутящий момент 210 Н·м при 2000–4000 об/мин․ Блок цилиндров выполнен из алюминиевого сплава․ Головка блока цилиндров изготовлена из алюминиевого сплава с распределительным валом в верхней части; приведение клапанов настраивается гидравлическими компенсаторами․ Система охлаждения принята с принудительной циркуляцией, термостат расположен в корпусе охлаждающей жидкости․ Система смазки предполагает масляный насос секционного типа с давлением регулировки через перепускной клапан․ Газораспределительный механизм представлен ременной передачей ГРМ с натяжителем автоматического типа; зубчатый ремень замене подлежит по пробегу и по сроку службы․ Турбокомпрессор оснащён интеркулером․ Электроника управления реализована через ЭБУ с фазовой коррекцией и контролем детонации; датчики давления масла и положения коленвала предусмотрены для диагностики․ Предварительная разборка предусматривается для контроля износа направляющих втулок клапанов и состояния седел; допускается применение специальных измерительных инструментов для контроля биения и овальности цилиндров․
Область применения услуги
Применение услуги ограничено двигателями Brilliance V3 1․5T 150 л․с․ 2018–2021․ Обслуживание и восстановление выполняется по регламенту․
Перечень выполняемых работ
Проведение комплексной диагностики двигателя с фиксацией параметров․ Измерение компрессии цилиндров с протоколированием полученных значений․ Измерение давления масла в рабочем режиме и на холостых оборотах с оформлением результатов․ Демонтаж двигателя с маркировкой соединений и узлов․ Разборка агрегата с каталогизацией деталей и фотографированием дефектных зон․ Дефектовка с определением возможности восстановления и с оформлением дефектного акта․ Шлифовка коленвала с контролем биения и допусков․ Расточка блока цилиндров с проверкой цилиндров по засечкам․ Замена поршней с подбором размеров․ Замена поршневых колец с установкой выпускных зазоров․ Замена коренных и шатунных вкладышей с соблюдением допусков посадки․ Ремонт или замена головки блока с контролем плоскости и заменой прокладки․ Сборочные операции с применением установочных моментов․ Проведение прогревочной обкатки и окончательная регулировка параметров перед сдачей работ․
Подготовительные мероприятия
Организация рабочего места выполнена․ Инструмент подготовлен․ Оборудование поверено․ Запчасти опознаны․ Технологическая документация предъявлена․
Организация рабочего места и инструмента
Определение рабочей зоны производится по критериям безопасности и эргономики․ Место для демонтажа двигателя выделено с площадью, обеспечивающей свободный доступ к круговым креплениям и магистралям․ Стеллажи для деталей маркированы и разделены по позициям блока, головки, шатунов, коленвала и вспомогательных узлов․ Стенд для сборки размещён отдельно от зоны мойки․ Инструментальная тележка укомплектована комплектами ключей, динамометрическим ключом с градуировкой, съемниками, оправками, оправками для поршней и гидравлическим прессом․ Применение специнструмента подтверждено протоколами калибровки․
Освещение организовано зонально с уровнем освещённости, обеспечивающим визуальный контроль фасок и поверхностей․ Пол покрыт химически стойким материалом․ Емкости для жидкостей снабжены пломбируемыми крышками и этикетками с датой и назначением․ Организация потоков отходов предусматривает отдельную тару для металлической стружки и отработанных масел․ Документация по технике безопасности и контрольные листы расположены на видном месте в формате доступного доступа․
Диагностика состояния двигателя
Проведение комплексной диагностики двигателя․ Измерение рабочих параметров, фиксация отклонений, составление отчёта о состоянии агрегата․
Последовательность диагностических процедур
Визуальный осмотр внешних элементов двигателя и компоновки проводится для фиксации утечек, повреждений креплений и состояния навесного оборудования․ Снятие защитных крышек и подключение диагностического адаптера выполняется для считывания кодов неисправностей и получения данных датчиков; Измерение компрессии проводится цилиндр по цилиндру с применением прецизионного манометра, регистрируются отклонения․ Измерение давления масла проводится при холодном и рабочем температурах с применением манометра высокого давления и регистраторов․
Испытание на холостом ходу и под нагрузкой производится с регистрацией вибраций, давления топлива, температуры․ Полученные данные сравниваются с нормативными значениями, составляется протокол диагностики․ При выявлении критических отклонений производится планирование дополнительных проверок и дальнейших ремонтных операций․
Оценка состояния узлов и агрегатов
Осмотр компонентов выполнен․ Измерения зазоров, люфтов и износа зафиксированы․ Дефекты классифицированы по степени влияния․
Критерии оценки состояния компонентов
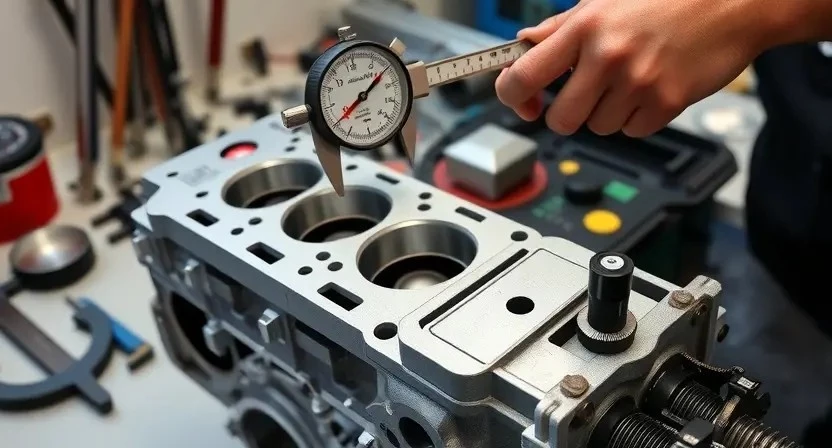
Оценка проводится по измеренным параметрам и визуальным признакам․ Измерение компрессии производится последовательно по всем цилиндрам, расхождение между цилиндрами допускается в пределах 10% от среднего значения․ Давление масла фиксируется при холостом ходе и при 3000 об/мин, отклонение от нормативных значений считается дефектом․ Геометрия коленвала проверяется по биению и конусности; отклонения, превышающие заводские допуски, подлежат восстановлению․ Износ вкладышей определяется по зазору масло-плоскость, измерение производится микрометром и щупом․ Износ поршней и канавок для колец фиксируется по размеру клинового зазора и при наличии задиров․ Состояние ГБЦ оценивается по плоскостности и трещиностойкости; наличие трещин подлежит обязательной замене․ Состояние масляных каналов и форсунок документируется по степени загрязнения․ Регистрация результатов производится в протоколе с указанием измерительных приборов и допусков․
Измерение компрессии
Измерение компрессии производится с использованием манометра, последовательность цилиндров обозначена․ Нормативы давления указаны в протоколе․
Методика проведения и нормативы
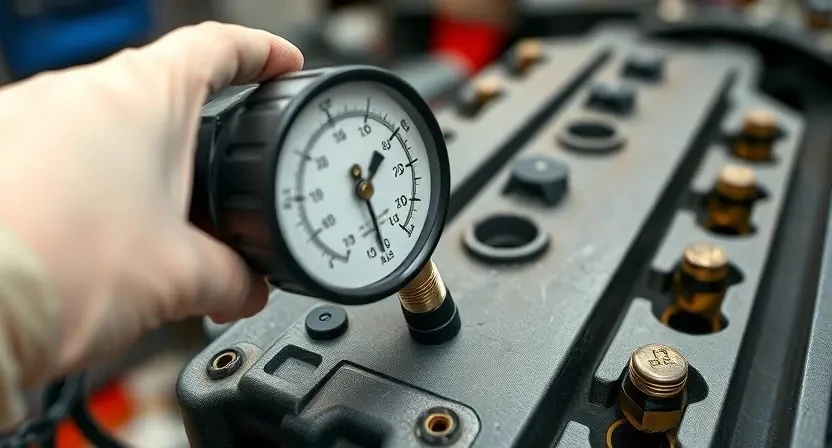
Подготовка стенда и инструментов производится в соответствии с заводскими регламентами․ Измерение компрессии выполняется компрессометром с адаптером, фиксация результатов производится по цилиндрам в произвольной последовательности после прогрева до рабочей температуры․ Нормативное давление компрессии указано в технической документации двигателя; отклонение фиксируется и фиксируется как превышение допуска․ Измерение давления масла выполняется манометром с масляным адаптером при рабочем обороте холостого хода и при повышенных оборотах․ Нормативы давления соответствуют паспортным значениям․ Документирование результатов производится в виде таблицы с датой, временем, режимом измерения и выявленными отклонениями․
Измерение давления масла
Измерение давления масла производится манометром через порт датчика․ Фиксация показаний при прогретом двигателе и на холостых оборотах․
Порядок измерений и допустимые значения
Порядок измерений давления масла и компрессии регламентирован последовательностью операций и контрольными значениями․ Для измерения давления масла предусмотреть прогрев двигателя до рабочей температуры 80–100°C․ Давление масла на холостом ходу должно составлять 0,8–1,2 бар; при максимальных оборотах допускается 2,5–3,5 бар․ Для измерения компрессии предусмотреть отключение подачи топлива и искрообразования, проворачивание коленчатого вала стартером до получения стабильных показаний․ Нормативная компрессия на цилиндр указана 10,5–12,5 бар; разброс между цилиндрами не более 1,0 бар․ При использовании компрессометра учитывать температуру, крутящий момент при подключении манометра и герметичность соединений․ Документирование результатов выполняется с указанием даты, температуры, применяемого оборудования и допусков․
Подготовка к снятию двигателя
Электроразъёмы отсоединены․ Жидкости слиты․ Точки крепления маркированы․ Подвеска двигателя организована․ Документация приложена․
Этапы подготовки к демонтажу
Отсоединение аккумуляторной цепи производится для исключения подачи питания на бортовую сеть․ Слив охлаждающей жидкости и моторного масла выполняется в подготовленную тару с маркировкой для утилизации или анализа․ Обеспечение подъема и фиксации автомобиля над уровнем пола производится с использованием подъемника с допустимой грузоподъемностью, подставки для безопасности применяются под направляющие․ Демонтаж элементов вспомогательных систем планируется по очередности: воздушный фильтр, патрубки впуска, электроразъемы датчиков, генератор и компрессор кондиционера при их наличии․ Маркировка снятых соединений и крепежа производится для упрощения сборки․ Отсоединение топливной магистрали и сброс давления в системе топлива выполняется с применением приспособлений для предотвращения утечек․ Слив масла из коробки передач не производится при подготовке к демонтажу двигателя, если планируется снятие двигателя в сборе с трансмиссией, иначе слив выполняется․ Подготовка монтажных проушин и строповки производится с контролем распределения нагрузки․ Визуальный осмотр крепежных элементов и резьбовых соединений выполняется для определения состояния резьбы и наличия коррозии․ Разметка положения фаз газораспределения и шкивов производится для сохранения синхронизации при сборке․ Уплотнительные элементы, хомуты и болты с износом подлежат замене и помечаются в перечне запчастей․

Снятие и демонтаж агрегатов
Снятие компонентов производится поэтапно․ Маркировка деталей выполняется․ Болты и крепления фиксируются в учёте․ Демонтаж сопровождается протоколом․
Последовательность операций при разборке
Снятие двигателя производится после обезвоживания и отсоединения коммуникаций․ Демонтаж навесного оборудования выполняется поочередно с маркировкой соединений; Системы подачи топлива отключаются с применением специализированных заглушек․ Электропроводка отсоединяется с маркировкой контуров․ Слив масляной и охлаждающей жидкостей производится в подготовленную емкость․ Крепежные элементы коробки передач и двигателя откручиваются по схеме, указанной в технической документации․ Опоры двигателя демонтируются с использованием подъемного оборудования․ Блок цилиндров и головка разделяются после удаления внешних узлов․
Разборка узлов блока выполняется с фиксацией номеров деталей и внесением данных в ведомость․ Поршни извлекаются послойно вместе с шатунами․ Вкладыши коренных и шатунных несмотря на видимые следы снимаются и маркируются․ Клапанный механизм демонтируется с фиксацией зазоров и расположения․ Дефектная деталь изымается и направляется на дефектовку․ Все снятые элементы маркируются и упаковываются в индивидуальные контейнеры для последующей обработки․

Дефектовка компонентов
Осмотр деталей производится по документированной методике․ Фиксация дефектов в журнале․ Измерения и фотофиксация выполняются обязательно․
Шлифовка и восстановление коленвала
Коленвал подлежит дефектовке․ Выполнение шлифовки производится по замерам․ Контроль биения и диаметра осуществляется после обработки․
Технические параметры и допуски обработки
Указать основные размеры и технологические допуски для операции обработки компонентов двигателя Brilliance V3 1․5T 150 л․с․ (2018–2021)․ Диаметр цилиндров базовый 75,0 мм․ Допуск на расточку цилиндров при ремонте +0,25 мм; при следующем ремонте +0,50 мм․ Допуск овальности цилиндра после расточки не более 0,03 мм․ Шероховатость поверхности гильзы Rz 10-20 мкм․ Допуск на конусность цилиндра не более 0,02 мм на длине рабочей поверхности․ Посадочный диаметр вала коленчатого 47,994–48,000 мм для коренных вкладышей первого класса․ Радиальные зазоры вкладышей коренных при холодном состоянии 0,020–0,040 мм․ Шлифовка коленвала производится с приращением шагов 0,25 мм при необходимости восстановительной обработки․

Расточка блока цилиндров
Расточка выполняется по замерам износа․ Диаметр уточняется․ Контроль геометрии производится до сборки․ Поверхность обезжирена․
Технология расточки и контроль геометрии
Расточка блока цилиндров выполняется на специальных станках по жёсткой технологической карте․ Применение цилиндрических и торцевых оправок обеспечивает соосность отверстий․ Измерение биения посадочных поверхностей производится индикатором и микрометром в нескольких радиальных точках․ Контроль круглости и конусности осуществляется внутренним микрометром и калиброванными щупами․ Операция по удалению припуска осуществляется резцами с регулировкой подачи и скоростей резания․ Очистка масляных каналов производится после расточки․ Декларация допусков фиксируется в акте дефектовки․
Замена поршней и поршневых колец
Демонтаж поршней производится при выявлении износа․ Подбор деталей по номерам․ Установка с соблюдением зазоров и ориентации колец․
Технические требования и порядок установки
Указаны предельные размеры и допуски для установки поршней, колец и вкладышей․ Контроль размеров выполняется измерительными инструментами с калибровкой․ Зазоры поршневых колец устанавливаются по паспортным значениям․ Посадочные поверхности смазать рабочим маслом до сборки․ Моменты затяжки головки и коренных крышек соблюдаются согласно таблице моментных значений․ Очередность затяжки осуществляется в указанной последовательности, фиксация болтов производится в несколько этапов с контролем момента․ Очистка сопрягаемых поверхностей обеспечивается перед установкой․ Величины радиального зазора коленвала соответствуют технической документации․ Допустимые отклонения геометрии фиксируются в отчете․
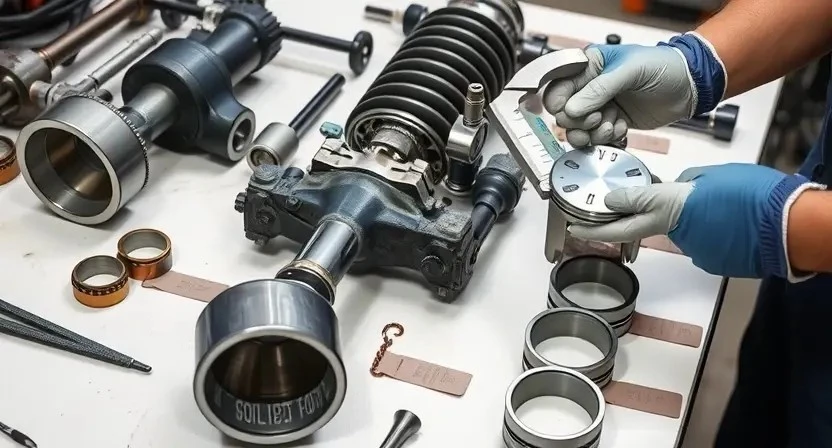
Замена вкладышей коренных и шатунных
Демонтаж коленвала․ Измерение посадочных шеек․ Подбор вкладышей по классу․ Установка с контролем зазорa и моментa затяжки․
Допуски и порядок посадки
Указаны допуски для вкладышей коренных и шатунных по стандарту производителя: коренные вкладыши стандартного размера 0,000–0,025 мм изнашивания; шатунные вкладыши с зазором посадки 0,010–0,035 мм․ Посадочные поверхности блоков и крышек подлежали очистке до зеркального состояния․ Измерение монтажных зазоров выполнялось микрометром и пластиковыми щупами с калибровкой․ Контроль биения и соосности производился индикатором часового типа․ При превышении допуска фиксировалась необходимость замены или расточки․ Применение ремонтных вставок и увеличенных вкладышей допускается при документированном соответствии размерных серий․ Сборка производилась с применением динамометрического ключа, указанные моменты затяжки упомянуты в карточке работ, посадка коленвала реализовывалась с контролем масляного зазора․
Ремонт или замена головки блока цилиндров (ГБЦ)
Диагностика трещин и деформаций․ Шлифовка плоскости и замена прокладки․ Контроль сжатия при сборке․ Документирование выполненных операций․
Контроль плоскости, замена прокладки и сборка
Проверка плоскости поверхности головки блока цилиндров выполняется при помощи поверочной плиты и щупов, измерение проводится по двум взаимно перпендикулярным направлениям․ Допустимая плоскостность указана в технической документации на двигатель; отклонение свыше указанного значения подлежит шлифовке․
Замена прокладки производится с применением новой комплектации, герметичность обеспечивается подбором материала по номинальным характеристикам․ Поверхности, контактирующие с прокладкой, очищаются от отложений и масел, обеспечивается сухая и чистая поверхность перед установкой․ Болтовые соединения головки подлежат предварительной ревизии; по результатам измерений заменяются повреждённые детали․
Сборка головки выполняется в последовательности, определённой регламентом․ Моменты затяжки болтов задаются в несколько этапов с контролируемой очередностью и применением динамометрического инструмента․ Контроль за зазорами клапанного механизма производится после окончательной затяжки․ После сборки производится протягивание болтов по установленному циклу при температуре, указанной в регламенте․
Сборка двигателя и предварительные регулировки
Сборка блока производится по маркировкам․ Моменты затяжки указаны в паспортных данных․ Регулировки выполняются до пусковых испытаний․
Последовательность сборочных операций и моменты затяжки
Сборка двигателя выполняется по этапам, каждый этап документируется протоколом․ Очередность операций включает установку коленчатого вала с вкладышами, монтаж шатунов с поршнями, установка поршневых колец, сборка блока цилиндров с головкой, монтаж ГБЦ с новой прокладкой, подсоединение приводов ГРМ, установка масляного насоса и навесных агрегатов․
Моменты затяжки указываются в спецификации․ Болты коренных крышек затягиваются в три этапа: 30 Н·м, 60 Н·м, контрольный момент 90 Н·м․ Болты шатунных крышек — 25 Н·м с последующим контролем за люфтом․ Болты головки блока затягиваются по схеме крест-накрест: 40 Н·м, 90 Н·м, угол 90° и дополнительный угол 90°․ Моменты для навесного оборудования и крышек распредвалов указаны в прилагаемой таблице․ Контроль момента и повторная проверка после 100 км обкатки фиксируются в отчете․
Обкатка и окончательная настройка двигателя
Обкатка производится при контроле температуры и давления масла․ Регулировка запускается по картам и подтверждается параметрами двигателя․
Режимы обкатки, проверка параметров и заключительная диагностика
Обкатка проводится для обеспечения приработки новых деталей и восстановления рабочих зазоров․ Начальный режим — холостые обороты в течение 10 минут с контролем давления масла и температуры․ Далее прогрессивное увеличение нагрузки с плавным переходом к средним оборотам в интервале 20 минут․ Финальный режим, циклические нагрузки с переменными оборотами в течение 30 минут при фиксированных контрольных точках по температуре и давлению масла․ Параметры фиксируються через диагностическое оборудование․ Давление масла сравнивается с нормативными значениями․ Компрессия замеряется после холодного пуска и после обкатки для оценки герметичности․ Ошибки и отклонения документируются․ Повторная регулировка выполняется при несоответствии параметров․ Заключительная диагностика включает контроль утечек, анализ_vibro и проверку системы смазки․ Отчет о состоянии двигателя формируется с указанием измеренных величин, выполненных операций и рекомендаций по дальнейшей эксплуатации․