

Описание услуги по ремонту двигателя W16 8․0 L Quad Turbo․ Перечень работ‚ ограничение ответственности‚ предварительные обследования‚ сроки диагностики․
Область применения услуги
Применение услуги ограничено двигателями Bugatti Veyron W16 8․0 L Quad Turbo‚ модельный ряд 2005–2015 годов выпуска․ Обслуживание предполагает комплексную диагностику состояния силового агрегата‚ включая измерение компрессии цилиндров и давления масла‚ с документированием полученных параметров․ Выполнение демонтажа двигателя и его последующая разборка предусмотрены для случаев обнаружения критических отклонений геометрии или износа деталей‚ препятствующих восстановлению эксплуатационных характеристик․ Восстановительные операции охватывают шлифовку коленчатого вала‚ расточку блоков цилиндров‚ подбор поршней и вкладышей‚ установку поршневых колец и ремонт головок блока цилиндров с притиркой седел․ Обкатка и окончательная настройка производятся на испытательном стенде с калибровкой датчиков и контролем рабочих параметров․ Гарантийные обязательства оформляются согласно исполнительной документации на выполненные работы․
Описание объекта работ
Объект: двигатель W16 8․0 L Quad Turbo․ Состав элементов‚ узлов и агрегатов указан․ Серийные обозначения и год выпуска задокументированы․
Технические характеристики двигателя
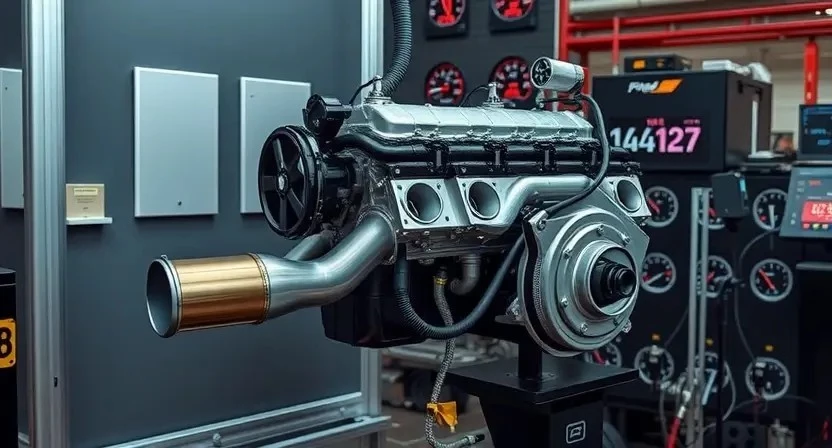
Двигатель W16‚ рабочий объём 7993 см3‚ конфигурация 16 цилиндров‚ расположение V-образное с развалом 90°․ Система наддува: четыре турбокомпрессора с последовательным и параллельным распределением потоков․ Максимальная мощность 1001 л․с․ при 6400 об/мин․ Максимальный крутящий момент 1250 Н·м при 2200–5600 об/мин․ Степень сжатия 9‚0:1․ Система смазки: сухой картер‚ масляный насос с регулятором давления‚ номинальное давление при рабочей температуре 3‚0–4‚5 бар․ Система охлаждения: двухконтурная‚ циркуляция через радиаторы с электронасосами․ Топливная система: прямой впрыск‚ давление до 200 бар․ Материал блока: алюминиевый сплав с вкладышами цилиндров․ Система ГРМ: цепной привод‚ по каждой головке распредвал с гидрокомпенсаторами․
Подготовка рабочего места
Обеспечение чистоты площадки․ Расстановка подставок и стеллажей․ Маркировка узлов и креплений․ Инструменты приведены в исправное состояние․
Организация пространства и инструментов
Организация пространства производится выделением рабочей зоны‚ изоляцией посторонних предметов и маркировкой зон хранения узлов двигателя W16 8․0 L․ Напольная поверхность должна быть очищена и загрунтована противоскользящим покрытием․ Освещение распределено по рабочим секциям для обеспечения равномерной инсоляции на поверхностях деталей․ Для тяжёлых сборочных узлов предусмотрена грузоподъёмная техника с грузоподъёмностью‚ превышающей массу агрегата с запасом․ Стеллажи комплектуются противоугонными креплениями и контейнерами с маркировкой по операциям․
Инструментальная карта включает наборы динамометрических ключей‚ микрометров‚ нутромеров‚ шаблонов для шатунов и калибров для отверстий․ Применение чистых контейнеров для деталей и индивидуальная упаковка сопряжённых элементов․ Протокол учета инструмента заполняется при выдаче и приёмке․ Рабочие поверхности оборудуются ёмкостями для отработанных жидкостей‚ оснащёнными средствами фильтрации и сбора․

Приемка автомобиля
Фиксация данных по VIN‚ пробегу‚ внешним повреждениям и комплектности․ Оформление приемного акта с перечнем жалоб и согласованными работами․
Оформление дефектной ведомости
Фиксация обнаруженных повреждений производится в дефектной ведомости с указанием позиции детали‚ описанием дефекта и идентификационным номером узла․ Ведомость включает технические данные двигателя: тип W16‚ рабочий объем 8․0 L‚ количество цилиндров 16‚ конфигурация Quad Turbo‚ серийный номер․ Для каждого дефекта указывается методика выявления: визуальный осмотр‚ измерения‚ электронная диагностика‚ стендовые испытания․ Заявленные параметры приводятся рядом с измеренными значениями․ Указывается степень износа в процентах или величинах допуска․ Рекомендуемая операция записи: код неисправности‚ приоритет ремонта‚ ориентировочная трудоемкость в человеко-часах‚ перечень заменяемых узлов․ Подпись ответственного специалиста и дата внесения записи обязательны․ Оригинал ведомости передается в архив мастерской; копия прикладывается к заказ-наряду․

Диагностика общего состояния
Осмотр внешних узлов двигателя производится․ Замер вибрации‚ контроль утечек и визуальная оценка креплений‚ оценка состояния маслосистемы․
Электронная диагностика и контрольные параметры
Подключение диагностического оборудования производится через специализированный интерфейс․ Считывание адаптационных значений и кодов неисправностей выполняется с использованием оригинальных протоколов․ Мониторинг частоты вращения коленвала‚ температуры охладительной жидкости‚ давления масла и давления наддува производится в режиме реального времени․ Запись параметров выполняется с интервалом‚ обеспечивающим аналитическую достоверность․ Калибровка датчиков давления и температуры проводится перед измерением․ Сравнение полученных данных производится с заводскими эталонами․ Фиксация аномалий в протоколе диагностики обязательна․ Диагностические адаптации сохраняются в памяти управляющего блока для последующего анализа․
Измерение компрессии цилиндров
Измерение компрессии производится компрессометром при отключённой системе зажигания․ Показания фиксируются по каждому цилиндру в протоколе․
Порядок выполнения и допустимые значения
Измерение компрессии производится с прогретого двигателя при отключенной системе зажигания․ Применение манометра с минимальной погрешностью 1 кПа․ Результат фиксируется после пяти рабочих тактов цилиндра․ Допустимый разброс между цилиндрами установлен в пределах 0‚5 бар․ Значение абсолютной компрессии для исправного цилиндра для рассматриваемого агрегата указано как 12‚0–14‚5 бар при температуре 80–90 °C․ Измерение давления масла выполняется на холостом ходу и под нагрузкой․ Контрольный интервал давления при 1000 об/мин составляет 2‚0–2‚8 бар‚ при 3000 об/мин 3‚5–5‚0 бар․ Отклонение параметров приводит к дефектовке деталей и дальнейшему ремонту или замене․
Измерение давления масла
Замер давления масла выполняется манометром в холодном и прогретом состоянии․ Контроль по паспортным значениям․ Фиксация результатов в отчёте․
Методика замера и критерии оценки
Измерение давления масла производится при рабочей температуре двигателя и при холостом ходу‚ а также при 3000 об/мин․ Применение манометра с градуировкой до 10 бар и прямым подключением к масляной магистрали․ Отбор данных выполняется после стабилизации давления в течение 60 с․ Запись значений производится для каждого из 16 каналов маслоснабжения․ Оценка производится по таблице допустимых отклонений: статическое давление на холостом ходу 1‚5–2‚5 бар; при 3000 об/мин 4‚0–6‚0 бар․ Фиксация падения давления свыше 0‚5 бар между цилиндрами считается признаком износа масляной системы․ Распределение давлений‚ отклоняющееся более чем на 10% от среднего‚ классифицируется как дефект масляного канала или нагнетательного узла․
Оценка результатов диагностических замеров
Сопоставление измерений компрессии и давления масла с нормативами․ Классификация отклонений․ Принятие решения о необходимости ремонта․
Классификация дефектов и принятие решения о ремонте
Классификация дефектов проводиться по категориям: эксплуатационные‚ износные‚ аварийные‚ коррозийные‚ монтажные․ Каждая категория описывается набором критериев оценки: степень повреждения‚ влияние на работоспособность‚ стоимость восстановления‚ возможность применения восстановительных деталей․ Для каждым дефектом фиксируется уровень критичности: критичный‚ ограничивающий эксплуатацию‚ допустимый для дальнейшей эксплуатации с ограничениями․ Диагностические данные сопоставляются с заводскими допусками․ Оценка трудоемкости и потребность в замене сборочных компонентов рассчитываются с указанием необходимых операций․ Ремонтное решение документируется в дефектной ведомости с указанием рекомендуемых мероприятий‚ используемых материалов и расчетной стоимости работ и запасных частей․
Снятие двигателя с автомобиля
Фиксация маркировки узлов производится․ Отсоединение коммуникаций и агрегатов выполняется․ Подвеска двигателя к подъемнику обеспечивается․ Демонтаж производится․
Фиксация и маркировка демонтажных узлов
Фиксация компонентов при снятии двигателя выполняется по этапам․ Крепёжные элементы маркируются номерной системой для обеспечения взаимозаменяемости․ Крышки распределительных валов маркируются цветовой и цифровой маркировкой․ Болты и шпильки группируются в промаркированные контейнеры․ Штативные опоры для сборки помечаются соответствующими индексами узлов․ Кабели и трубопроводы помечаются пломбами с указанием направления и точки подключения․ Уплотнители упаковываются отдельно с указанием положения установки․ Маркировка блоков цилиндров производится указывающей этикеткой и штрих-кодом․ Данные регистрации вносятся в дефектную ведомость и архивируются․

Полная разборка агрегата
Разборка выполнена по этапам: демонтаж навесных узлов‚ отделение блоков‚ снятие коленвала и шатунов‚ маркировка деталей‚ упаковка компонентов для дефектовки․
Последовательность разборочных операций
Демонтаж агрегата с автомобиля выполнен на подъемнике с фиксацией опор․ Слив эксплуатационных жидкостей произведен через специализированные ёмкости․ Электроразъёмы отмечены маркировкой‚ распределение проводки зафиксировано на схеме․ Навесные узлы сняты и упакованы в маркированные контейнеры․ Снятие головок блока выполнено по установленной последовательности с контролем момента и фиксацией положения компонентов․ Сборка корпусов и подшипников разъединена с применением съёмников и оправок․ Коленчатый вал извлечён после демонтажа шатунных крышек и вкладышей․ Поршневые группы извлечены с применением оправок для избегания повреждений․ Снятие масляного насоса и маслоприёмника произведено с промаркировкой деталей и пломбировкой мест с дорожными зазорами․ Комплектующие отправлены на промывку с применением нейтральных растворителей‚ после чего выполнена сушка и первичная дефектовка․
Дефектовка деталей
Визуальный осмотр выполнен․ Измерения размеров и износа проведены․ Дефекты классифицированы по степени повреждений․ Протокол оформлен․
Визуальный осмотр и измерительные процедуры
Визуальный осмотр проводится с фиксированием коррозии‚ трещин‚ следов перегрева‚ деформаций․ Фиксация дефектов производится в акте дефектовки․ Измерение геометрии деталей выполняется микрометром и нутромером с протоколом замеров․ Контроль зазоров между вкладышами и шеями коленвала осуществляется щупами с записью значений․ Измерение биения фланцев и крышек производится индикатором часового типа на оправке․ Проверка состояния седел и направляющих клапанов выполняется визуально и щуповым измерением․ Оценка масляных каналов производится эндоскопом и измерением проходимости потоков․ Фиксация полученных параметров осуществляется в журнале с указанием допустимых допусков и допускаемого износа․
Шлифовка коленчатого вала
Шлифовка коленчатого вала производится для восстановления биения и поверхности шеек․ Контроль микровспучивания делается перед снятием металла․ Быть внимательным к допускам․
Технологические параметры и допуски
Приведены критические величины для обработки коленчатого вала‚ блоков цилиндров и ГБЦ․ Шероховатость после шлифовки коленвала Rz 0‚8-1‚6 мкм․ Радиальные биения шеек не более 0‚01 мм․ Конусность шеек допускается до 0‚02 мм на длине рабочей поверхности․ При расточке блоков допуск на овальность цилиндров не более 0‚03 мм․ Биение плоскости ГБЦ после шлифовки не более 0‚05 мм․ Зазор коренных вкладышей после установки составлять 0‚02-0‚04 мм; шатунных вкладышей 0‚01-0‚03 мм․ Торцевой зазор поршневых колец при установке 0‚15-0‚30 мм․ Моменты затяжки болтов коленчатого вала и ГБЦ указаны в сервисной документации и применяются по этапам сборки․
Расточка блоков цилиндров
Расточка блоков производится по чертежам завода․ Контроль диаметров и круглости․ Выработка зазоров фиксируется․ Применение охлаждающих смазок․
Параметры обработки и контроль круглости
Определение допуска на расточку цилиндров выполняется по заводским значениям для блока W16․ Указанные диаметры фиксируются протоколом измерений․ Контроль круглости проводится микрометром и индикатором часового типа с погрешностью измерения до 0‚01 мм․ Величина биения‚ превышающая 0‚03 мм‚ считается критической․ Обработка поверхности цилиндров проводится расточной головкой с применением шлифовального круга с зернистостью‚ соответствующей конечной поверхности․ Шероховатость поверхности после обработки должна находиться в пределах Ra 0‚6-1‚6 мкм․ Смещение оси цилиндра относительно первоначального положения фиксируется до и после обработки․ Испытание посадочных поверхностей производится измерением круглости в трех плоскостях: верхняя‚ средняя‚ нижняя․ Протокол обработки включает: исходные замеры‚ параметры станка‚ скорость резания‚ подачу‚ число оборотов шпинделя‚ итоговые результаты измерений круглости и допуски на износ․ Отметка о необходимости повторной обработки вносится при превышении допустимых отклонений․
Подбор и установка поршней
Подбор поршней по размеру цилиндра и компрессионному соотношению․ Монтаж выполняется с калиброванными зазорами и контролем радиального люфта․
Критерии подбора и монтажные допуски
Подбор поршней производится по номинальному диаметру цилиндров после расточки и хонингования․ Выбор материала основываеться на термоустойчивости и коэффициенте расширения‚ сопоставимом с корпусом блока․ Подбор колец выполняется по внутреннему диаметру поршня и профилю канавок с учётом зазоров рабочего при рабочей температуре․ Вкладыши подбираются по радиальной посадке шейки и по толщине ремонтных прокладок․ Шатунные посадки контролируются по зазору масла при крутящем моменте затяжки․
Монтажные допуски приведены в таблице дефектовочного паспорта․ Главные значения: диаметр камеры цилиндра после обработки‚ овальность‚ конусность‚ биение поверхности посадки коленвала․ Значения допусков соответствуют заводским нормативам производителя и измеряются калиброванными инструментами․
Замена коренных и шатунных вкладышей
Замена вкладышей производится по результатам дефектовки․ Подбор размеров по каталогу․ Момент затяжки и чередование устанавливаются по спецификации․
Порядок установки и момент затяжки
Установка коренных и шатунных вкладышей выполняется по машинному коду двигателя․ Сепарация и чистка посадочных поверхностей производится перед монтажом․ Вкладыши устанавливаются с метками совпадения‚ вкладыши фиксируются в посадочных местах без смещения․ Установочные поверхности смазываются моторным маслом одобренного типа․ Контроль за зазором вкладышей производится щупом с заданными допусками для W16 8․0 L․ Момент затяжки коренных крышек выполняется в три этапа: предварительная фиксация моментом 10 Н·м‚ промежуточная затяжка моментом 40 Н·м‚ окончательная уголковая затяжка на 90°․ Для шатунных болтов применяется нагруженная замена болтов; моментовая схема: предварительный момент 15 Н·м‚ промежуточный 45 Н·м‚ уголковая затяжка 90°․ Контроль осевого биения и радиального зазора осуществляется после окончательной затяжки; замер выполняется микрометром и индикатором․
Замена поршневых колец
Замена колец выполняется по результатам дефектовки․ Измерение канавок и зазоров‚ подбор комплектов по классу‚ установка с контролем ориентации и зазоров․
Установка зазоров и расположение стыков
Определение зазоров колец и положение стыков выполняется в соответствии с технологическими картами производителя; Измерение внутреннего диаметра гильз и внешнего диаметра поршней производится микрометром и индикатором; вычисление среднего зазора производится калькуляцией․ Подбор колец осуществляется по классу посадки и маркировке․ Установочные зазоры цилиндров приводятся в спецификации․ Расположение стыков колец регулируется относительным угловым смещением для предотвращения утечек․ Монтажные операции выполняются на чистой поверхности с контролем углового положения стыков при помощи шаблона․ Фиксация позиций протоколируется․ Контрольный замер зазора после установки проводится при рабочей температуре․
Ремонт и установка головок блока цилиндров
Головки демонтированы․ Шлифовка поверхности выполнена по допускам․ Седла клапанов притерты․ Замена направляющих и направляющих посадок произведена․
Шлифовка‚ притирка седел и контроль гидрокомпенсаторов
Шлифовка производится на специализированном станке с контрольными протоколами․ Поверхность посадочных плоскостей головы блока доводится до заданной шероховатости и плоскостности‚ указанных в технической документации․ Притирка седел клапанов выполняется с применением паст с контролем натяга и герметичности по методике производителя․ Измерение углов седел и глубин посадки осуществляется микрометром и нутромером․ Гидрокомпенсаторы подвергаются проверке на пропускную способность и величину свободного хода с использованием стенда․ Замена деталей фиксируется в дефектной ведомости‚ протоколы сохраняются вместе с актом выполненных работ․

Сборка двигателя
Сборка производится по этапам: установка коленвала‚ вкладышей‚ шатунов‚ поршней‚ ГБЦ․ Контроль моментов затяжки и применяемых уплотнений․
Контрольные операции при сборке и применение уплотнений
Операция сборки производится в условиях чистой зоны с контролем микрочастиц․ Поверхности фланцев очищаются до зеркального состояния․ Уплотнительные поверхности проверяются на овальность и плоскостность; Применение герметиков допускается только на указанных заводом местах․ Нанесение уплотнителя выполняется по касательной‚ равномерная толщина слоя обеспечивается инструментом дозирования․ Прокладки подбираются по каталожному номеру․ Момент затяжки болтов фиксируется по таблице․ Очередность затяжки указывается в оперативной карте․ Контроль герметичности производится при статическом давлении масла и охлаждающей жидкости․ Регистрация параметров производится в протоколе сборки․
Режимы обкатки и контроль параметров
Обкатка двигателя W16 8․0 L Quad Turbo производится на стенде с возможностью поэтапного увеличения нагрузок․ Начальный режим предусматривает холостой ход при рабочей температуре 90–100 °C в течение 30 минут для стабилизации базовых параметров․ Далее выполняется ступенчатое увеличение оборотов до 3000 об/мин с удержанием по времени 10 минут на каждой ступени․ Контроль осуществляется по давлению масла‚ температуре воды и масла‚ а также по показателям смеси и детонации․
Параметры давления масла должны находиться в диапазоне 5–7 бар при 3000 об/мин․ Температура масла допускается 90–120 °C․ Фиксация параметров производится каждый цикл с регистрацией в журнале․ При выявлении отклонений выполняется повторная проверка после охлаждения․ Испытания дорожными нагрузками проводятся после успешного стендового обката и фиксации стабильных параметров․
Настройка и финальная проверка параметров
Настройка ECU производится․ Калибровка датчиков выполнена․ Испытание на стенде проведено․ Контроль температурных и давленийых параметров зафиксирован․
Калибровка датчиков и испытание на стенде
Калибровка датчиков проводится после сборки и перед испытанием․ Привязка сигналов давления‚ температуры и положения коленвала выполняется к эталонным значениям․ Применение поверенных средств измерения обязательно․ Подключение датчиков к стенду производится через штатные разъемы и адаптеры․ Стендами выполняется нагрузочное испытание при заданных режимах оборотов и нагрузок․ Фиксация параметров осуществляется в журнале стендовых испытаний․ Параметры сравниваются с заводскими графиками․ Корректировка выходных сигналов производится программной компенсацией или механической регулировкой в допустимых пределах․ Протокол испытания оформляется с указанием серийных номеров датчиков‚ параметров стенда и результатов калибровки․

Отчётность по выполненным работам
Составление акта выполненных работ․ Указание перечня операций‚ использованных деталей‚ измеренных параметров‚ сроков обкатки‚ гарантийных условий․
Составление акта выполненных работ и гарантийные условия
Оформление акта выполненных работ предусматривает перечисление выполненных операций по ремонту двигателя W16 8․0 L Quad Turbo‚ включая диагностику‚ измерения компрессии‚ замеры давления масла‚ демонтаж‚ разборку‚ дефектовку‚ обработку коленвала и блока‚ подбор поршней‚ вкладышей и колец‚ восстановление головок блока цилиндров‚ сборку‚ обкатку и настройку․ В акт включаются серийные номера заменённых деталей‚ коды применённых материалов‚ выдержанные допуски и измеренные параметры․ Приложением к документу прилагаются протоколы измерений и фотоматериалы․
Гарантийные условия регламентированы сроком и пробегом для узлов‚ подвергнутых ремонту․ Условия гарантии фиксируются в акте‚ с указанием объёма гарантийного обслуживания‚ перечня исключений и оснований для аннулирования гарантийных обязательств‚ включая эксплуатацию с нарушением регламента и использование несертифицированных материалов․ Исполнение гарантийных обязательств оформляется отдельным документом․