

Цель услуги
Определение конкретных целей ремонтных работ для двигателя Chevrolet Malibu 1.5 Turbo 160 л.с. 2015–2022. Обеспечение восстановления рабочего ресурса агрегата. Диагностика направлена на установление технического состояния узлов и выявление повреждений. Измерение компрессии выполняется для установления герметичности камер сгорания. Измерение давления масла выполняется для оценки масляной системы и выявления утрат давления. Снятие и разборка направлены на доступ к внутренним компонентам для дефектовки. Дефектовка производится для классификации износа и повреждений. Шлифовка и расточка выполняются при обнаружении износа рабочей поверхности. Замена поршней, колец и вкладышей проводится при выходе параметров за допуски. Ремонт или замена головки блока цилиндров производится при деформациях или трещинах, контроль плоскостей и направляющих осуществляется измерительными инструментами. Сборка и обкатка выполняются с целью подтверждения работоспособности и стабильности параметров двигателя после ремонта.
Применение услуги ограничено двигателями Chevrolet Malibu 1.5 Turbo 160 л.с. 2015–2022. Обслуживание проводится в сервисных условиях с диагностикой и ремонтом.
Модели и годы выпуска
Перечень подвергаемых обслуживанию модификаций ограничен автомобилями Chevrolet Malibu с бензиновым двигателем 1.5 Turbo мощностью 160 л.с. Годы выпуска, охваченные услугой: 2015, 2016, 2017, 2018, 2019, 2020, 2021, 2022. Включение конкретной комплектации выполняется на основании идентификационных данных двигателя и автомобиля. Идентификация производится по серийному номеру двигателя, маркировке на блоке и данным электронного блока управления. Совместимость запасных частей и расходных материалов определяется по каталожным номерам производителя и подтверждается сверкой VIN. Ограничения по применению материалов и методов указаны в заводской технической документации; применение альтернатив допускается при наличии подтверждающих документов.
Технические характеристики двигателя
Объём 1.5 л. Мощность 160 л.с. Турбонаддув. Максимальный крутящий момент указан в техдокументации. Система охлаждения жидкостная.
Основные параметры 1.5 Turbo 160 л.с.
Двигатель 1.5 Turbo 160 л.с. представляет собой четырехцилиндровый рядный бензиновый агрегат с непосредственным впрыском топлива и турбонагнетателем. Рабочий объем цилиндров составляет приблизительно 1490 см3. Ход поршня и диаметр цилиндра установлены производителем для обеспечения компрессии в рабочем диапазоне. Номинальная мощность зафиксирована на уровне 160 лошадиных сил при определенных оборотах коленчатого вала. Крутящий момент доступен в диапазоне, обеспечивающем приемистость при низких и средних оборотах.
Система газораспределения оснащена распределительным валом на головке блока с приводом ремнем или цепью в зависимости от модификации. Давление наддува регулируется перепускным клапаном турбины. Системы охлаждения и смазки рассчитаны на эксплуатационные нагрузки данного типа мотора. Применяемые допуски и эксплуатационные жидкости определяются сервисной документацией производителя. Топливная аппаратура и электронный блок управления обеспечивают фазировку и коррекцию параметров для оптимизации работы при различных режимах.
Подготовительные мероприятия
Организация рабочего места: освободить площадку, обеспечить освещение, установить подставки, подготовить смазочные материалы, инструмент и документацию.
Организация рабочего места
Организация рабочего места производится для обеспечения безопасных и контролируемых условий при ремонте двигателя Chevrolet Malibu 1.5 Turbo 160 л.с. (2015–2022). Рабочая зона должна быть демаркирована, освещена и вентилирована. Постоянное расположение подъемного оборудования и стапелей фиксируется в плане размещения. Инструмент размещается на маркированных тележках с инвентарной карточкой. Контейнеры для мелких деталей маркируются по операциям. Рабочие поверхности очищаются перед проведением демонтажа. Защитные экраны устанавливаются вокруг точек с повышенным риском. Электроинструмент подключается через защитные устройства. Маслосборники и емкости для жидкостей располагаются на уровне пола с возможностью герметизации. Инструментальные расходные материалы запасаются по нормам расхода. Документирование начального состояния рабочего места выполняется фотофиксацией и регистрацией в журнале работ.
Инструмент и комплектующие
Перечень инструмента и комплектующих: динамометрический ключ, компрессометр, манометр масла, шпиндельная расточка, набор поршней, вкладышей, уплотнений.
Перечень необходимого оборудования
Перечисление инструментов и стендов, требуемых для выполнения работ по двигателю Chevrolet Malibu 1.5 Turbo 160 л.с. (2015–2022).
Стенд для диагностики электронных систем и силовых агрегатов. Манометры для измерения давления масла с адаптированными переходниками. Компрессометр с набором наконечников для бензиновых бензонасосов и цилиндров. Домкрат и подъемник со стойками для демонтажа агрегата. Набор динамометрических ключей с сантиметровыми и метрическими шкалами. Прессы гидравлические для выпрессовки вкладышей. Станок для шлифовки коленвала с контролем биения. Расточной станок с цифровым считыванием диаметров цилиндров. Набор оправок для установки поршней и колец. Специальный инструмент для обслуживания ГБЦ: оправки направляющих, приспособления для притирки седел клапанов. Стенд для обкатки и контроля параметров после сборки. Испытательное оборудование для топливной системы и компрессии. Комплект расходных материалов: прокладки, сальники, крепежные элементы, измерительные щупы, очистители.
Визуальный осмотр двигателя включён. Осмотр креплений, корпуса, патрубков, поддона и наружных следов утечек. Фиксация выявленных дефектов в отчёте.
Визуальный осмотр и выявление дефектов
Визуальный осмотр производится на посту освещения с опорой на контрольные таблицы. Обнаружение внешних повреждений кожуха, креплений и уплотнений фиксируется в акте. Наличие масляных подтеков фиксируется с указанием точки происхождения и степени распространения. Состояние шлангов и проводки оценивается по трещинам, расслоению изоляции и наличию коррозии контактов. Повреждения корпуса коллектора и впускного тракта регистрируются с фотографиями. Наличие нагара в камерах сгорания и на клапанах документируется. Износ сальников и прокладок отражается в перечне для замены. Контроль состояния привода ГРМ осуществляется по натяжению ремня и признакам износа зубцов.
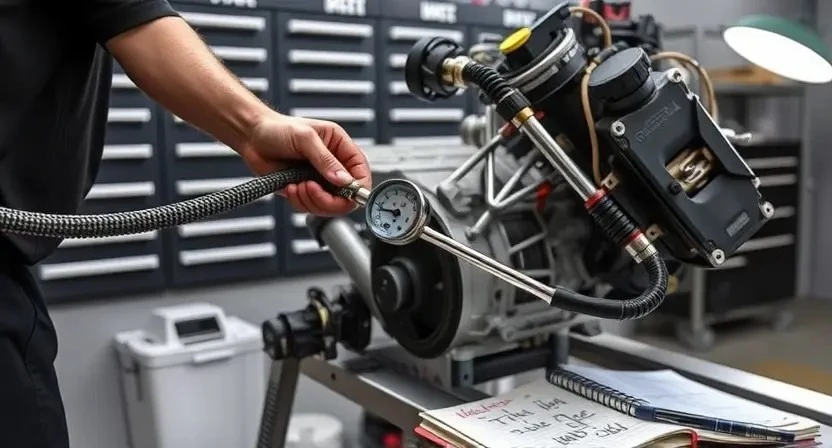
Измерение компрессии
Проведение измерений компрессии производится со снятыми свечами, отключённым впрыском и заведённым стартером. Результаты фиксируются в протокол.
Порядок выполнения измерений
Подготовка машины к измерениям включает прогрев двигателя до рабочей температуры и отключение систем, мешающих снятию показаний. Снятие свечей зажигания и подключение компрессометра к каждому цилиндру выполняется последовательно. Порядок вращения коленвала устанавливается по спецификации двигателя. Проведение измерений производится при полностью открытом дросселе и отключенной системе впрыска топлива. Для каждого цилиндра выполняется три замера с регистрацией на бумажном или цифровом носителе. Проверка результата на воспроизводимость осуществляется по расхождению между замерами.
Фиксация давления масла производится после прогрева, при фиксированных оборотах холостого хода и при повышенных оборотах для контроля динамики. Подключение манометра производится к тестовой точке на масляной магистрали. Снятие показаний производится после стабилизации давления в течение заданного интервала времени. Результаты подлежат внесению в протокол с указанием условий измерений и применённого оборудования.
Оценка результатов компрессии
Анализ значений компрессии производится по цилиндрам. Отклонения фиксируются. Причины утечек описываются. Решения формируются на основе данных.
Критерии оценки и допуски
Оценка состояния двигателя производится по измеренным параметрам, сравниваемым с нормативными значениями. Компрессия цилиндров должна находиться в пределах 10,5–13,5 бар с разбросом между цилиндрами не более 0,5 бар. Давление масла на холостом ходу при прогретом двигателе должно составлять 0,8–1,2 бар, при рабочей частоте вращения 4,0–5,5 бар. Износ цилиндров по диаметру допускается до 0,15 мм для перехода на ремонтный поршень. Радиальное биение коленчатого вала допускается не более 0,03 мм. Зазор в шатунных вкладышах после установки должен составлять 0,02–0,04 мм. Плоскостность поверхности головки блока оценивается по отклонению не более 0,05 мм на длине 300 мм. Измерение производится калиброванными приборами. Допуск на цилиндровый хонингованный профиль определяется по параметрам Ra и Rz согласно технологической карте. Величины, выходящие за пределы допуска, фиксируются в отчете и классифицируются как требующие восстановления с указанием вида операции.

Измерение давления масла
Подключение манометра к масляной магистрали. Замер выполняется на холодном и прогретом двигателе. Фиксация данных в протоколе работ.
Методика измерения и точки контроля
Измерение давления масла производится при температуре масла 80–90 °C. Подключение манометра осуществляется в отверстие датчика давления на масляной магистрали или в предусмотренное сервисное отверстие. Фиксация показаний выполняется на двух режимах работы: ХХ и 3000 об/мин под нагрузкой. Указанные режимы используються для оценивания гидросистемы смазки.
Контрольные точки включают масляный фильтр, масляный насос, распределительную магистраль и маслобак. Снятие сливного и подающего патрубков проводится при отключенном аккумуляторе. Черезрезьбовые соединения уплотняются резьбовыми прокладками.
Регистрация кривой давления проводится с интервалом 10 с. Фиксация падений давления в диапазоне менее 0,1 бар за 30 с трактуется как утечка. Калибровка манометра выполняется перед началом работ.
Оценка давления масла
Измерение давления выполняется манометром на горячем двигателе. Снятие показаний в точках давления. Анализ отклонений по таблице.
Анализ результатов и выявление причин отклонений
Сведения о замерах компрессии и давления масла сопоставляются с нормативными значениями двигателя 1.5 Turbo 160 л.с. (2015–2022). При выявлении пониженных показателей компрессии выполняется оценка состояния поршней, колец, гильз и клапанов. Варианты причин: износ поршневых колец, задиры цилиндров, неплотность седел клапанов, дефекты прокладки головки блока. При повышенном давлении масла оцениваются состояние масляного насоса, редукционного клапана, магистралей и фильтра. Наличие металлической стружки в масле свидетельствует о фрикционном износе вкладышей или коренных шеек. Результаты измерений документируются; рекомендации по дальнейшим ремонтным операциям формируются на основании выявленных дефектов и соответствующих допусков производителя.
Снятие двигателя
Демонтаж двигателя производиться по этапам: отсоединение коммуникаций, слив жидкостей, опора краном, снятие креплений, извлечение блока из моторного отсека.
Последовательность демонтажа узлов
Извлечение агрегата выполняется поэтапно с фиксированием состояния и маркировкой компонентов. Электропроводка отключается и маркируется для последующего восстановления. Снимается воздухоочиститель с корпусом фильтра, демонтируется впускной патрубок. Топливная магистраль отключается с использованием пробкового запорного устройства; топливные соединения маркируются. Охлаждающая система разомкнута, радиатор отведён, шланги маркированы и закупорены во избежание утечек. Выполнен слив моторного масла с последующей утилизацией.
Турбокомпрессор демонтируется с фиксацией посадочных поверхностей и уплотнений. Выпускной коллектор снят, прокладки промаркированы. Демонтаж навесных агрегатов выполнен: генератор, кондиционер, насос гидроусилителя смещены и уложены отдельно. Приводной ремень снят, шкивы зафиксированы. Крепление двигателя к подрамнику демонтировано по схеме разведения болтов, мотор вывешен на траверсу, подрамник опущен отдельно.
Разборка агрегата
Разборка производится по этапам: демонтаж навесных узлов, снятие ГБЦ, извлечение поршней и шатунов с маркировкой для последующей дефектовки.
Разборочные операции и маркировка деталей
Производство разборочных операций выполнено по регламенту двигателя. Демонтаж узлов оформлен последовательностью действий, фиксируемой в журнале работ. Каждой детали присвоена маркировка с кодом позиции и направлением установки. Метки нанесены на блок цилиндров, головку, шатуны, поршни, крышки и распределительный вал. Нанесение маркировки выполнено устойчивыми к маслам красками и гравировкой на торцах. Упаковка мелких элементов осуществлена в пронумерованные пакеты с описанием состояния. Применение шаблонов для сохранения ориентации узлов задокументировано. Контроль комплектности произведён перед отправкой на хранение.
Дефектовка компонентов проводится поэтапно: измерение износа, проверка трещин, оценка притупления, фиксирование дефектов в отчёте для дальнейших ремонтных операций.
Методы контроля износа и повреждений
Визуальный осмотр поверхностей выполняется с целью выявления трещин, задиров, перегрева и коррозии. Осмотр проводится при освещении не менее 1000 люкс. Для установления микротрещин применяется капиллярный контроль с проникающей жидкостью; контроль выполняется по инструкции производителя испытательного оборудования. Магнитопорошковая дефектоскопия применяется к деталям из ферромагнитных сплавов для обнаружения поверхностных и подповерхностных нарушений. Измерение стенок цилиндров и шеек производится микрометром и индикатором часового типа; значения записываются в протокол. Контроль поверхности плоскостей головки блока и блока цилиндров производится щупом и плоскопараллельной плитой; фиксирование отклонения плоскостности выполняется в миллиметрах. Измерение износа поршневых колец производится нутромером и микрометром по номинальным полям; величины зазора сравниваются с паспортными допусками; Контроль шатунных и коренных вкладышей включает измерение масляных зазоров посредством пластичных щупов и микрометра; зафиксированные данные используются при подборе ремонтных размеров. Испытание клапанов и направляющих проводится методом стендовой герметичности с использованием давления воздуха и визуальной фиксацией подсоса; Измерение твердости деталей производится индентором по Роквеллу или Виккерсу с занесением результатов в карту дефектовки. Балансировка коленчатого вала и шлифовка подвергаются последующему контролю биения на вибростенде и индикаторе; допуск на биение указывается в технической документации. Использование поверенных инструментов и калибровка оборудования документируются.
Шлифовка коленчатого вала
Шлифовка выполняется на балансировочном станке. Контроль биения и круглости производится. Допуски обтачивания соблюдаются согласно спецификации.
Технология шлифовки и контроль геометрии
Шлифовка коленчатого вала производится на специализированном станке с применением оправок, обеспечивающих центрирование. Контроль диаметра шеек осуществляется микрометром с точностью до 0,01 мм. Применение шлифовальных кругов с зернистостью, подобранной по износу, обеспечивает снятие минимального слоя металла.
Контроль биения шеек производится индикатором часового типа по опоре в подвесном положении. Равномерность подачи абразива задаётся технологической картой. После шлифовки полировка выполняется пастой с зерном меньшего размера для удаления задиров.
Контроль геометрии коленвала включает проверку конусности и овальности шеек. Измерение производится по трём сечениями с расчётом среднего значения. Документирование результатов в протоколе с указанием допусков и фактических размеров.

Расточка цилиндров
Расточка цилиндров производится в специализированной оправке. Контроль диаметра и соосности выполняется микрометрическим и приборным методом. Допуски указаны.
Допуски и этапы расточки
Заданная величина износа цилиндров определяется по измерениям внутреннего диаметра и конусности. Допуск на превышение диаметра установлен в пределах +0,25 мм от номинала для расточки под ремонтный поршень. Допуск на овальность не должен превышать 0,05 мм по любым двум взаимно перпендикулярным измерениям. Допуск на конусность по длине рабочего участка составляет 0,03 мм. Этапы работ описаны последовательно: измерение диаметра производится микрометром или нутромером; замер конусности выполняется в трех поперечных плоскостях; выбор шаблона и инструмента определяется по отклонениям; черновая расточка выполняется с подачей резца, обеспечивающей снятие припуска не более 0,3 мм за проход; чистовая расточка производится для получения заданного диаметра с допуском ±0,01 мм; хонингование выполняется для достижения шероховатости Ra 0,3–0,6 мкм; промывка и сушка выполняются до установки сборных деталей; контрольные измерения фиксируются в протоколе с указанием температурного режима и применяемых инструментов.
Замена поршней и колец: Подбор комплектов по номерам. Демонтаж поршней. Очистка посадочных мест. Установка с контролем зазоров и ориентации. Проверка компрессии.
Подбор деталей и порядок установки
Подбор деталей производится на основании заводских штампов и номеров агрегатов. Подбор поршней основывается на размере цилиндров после расточки; обозначение класса поршней указывается в технической карте. Подбор колец производится по внутреннему диаметру и тепловому зазору; маркировка колец сопоставляется с данными каталога. Подбор вкладышей коренных и шатунных производится по посадочным местам и микрометрическим замерам.
Установка поршней осуществляется с применением оправок для правильного посадочного положения. Установка колец производится с контролем смещения замков по окружности. Установка шатунов и вкладышей сопровождается замером зазоров плоскопараметрическим инструментом. Момент затяжки болтов указывается в сборочной ведомости.
Замена вкладышей коренных и шатунных
Демонтаж коленвала выполнен. Подбор вкладышей по коду. Установка новых вкладышей производится с контролем зазоров микрометром и щупом.
Установка вкладышей и проверка зазоров
Установка вкладышей производится в очищенные опорные поверхности шатунных и коренных подшипников. Вкладыши подбираются по маркировке и контрольной поясе. Существующие вкладыши заменяются на новые при обнаружении следов износа, задиров, деформации или нарушения контактной поверхности. Контрольная прокладка масляной пленки выполняется путем измерения масляного зазора микрометрическим щупом и инструментом для контактного замера толщины прокладок. Замеры выполняются в местах, указанных производителем, с фиксацией значений в техническом журнале.
Установочные поверхности протираются безупречно, смазка наносится тонким слоем моторного масла перед сборкой. Крепежные крышки сопрягаются по меткам, момент затяжки фиксируется динамометрическим ключом с соблюдением таблицы моментов. После установки проводится проверка радиального и осевого люфтов, измерение давления масла в главной магистрали при холостом ходе и под нагрузкой. Результаты документируются с указанием допусков и принятых решений.

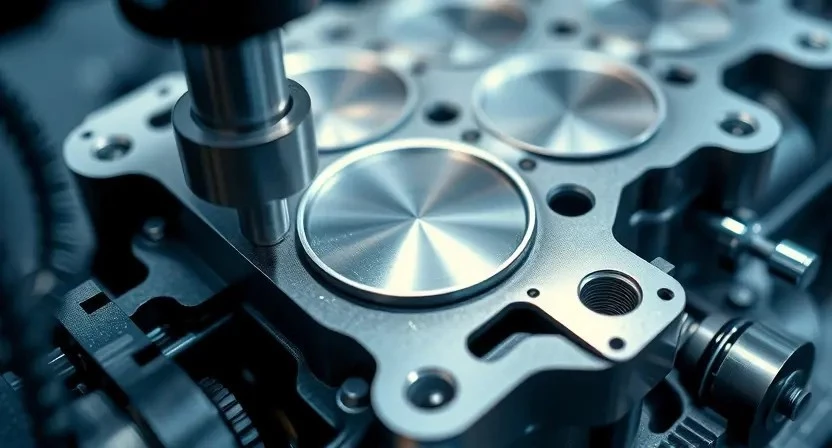
Ремонт или замена головки блока цилиндров
Осмотр ГБЦ выполнен. Проточка плоскостей, замена направляющих клапанов и седел, герметичность восстановлена. Контроль зазоров выполнен.
Проточка, проверка плоскостей, замена направляющих
Проведение проточки поверхности головки блока цилиндров выполняется на специализированном станке для восстановления геометрии плоскости. Обработка производится с контролем параллельности и шероховатости. Замер плоскостности выполняется щупом и индикатором, зазоры документируются. При превышении допустимых деформаций выполняется проточка с уточнением толщины снятия металла. Проверка посадочных поверхностей клапанных направляющих производится измерительными инструментами, выявленные износы фиксируются.
Замена направляющих производится на прессовом оборудовании с подогревом корпуса и охлаждением направляющей при необходимости. Новые направляющие испытываются на посадку и люфт с использованием индикаторов и калибров. Контроль герметичности седел клапанов проводится методом гидравлического или вакуумного испытания. Заполнение отчета о выполненных операциях и фиксация серийных номеров примененных деталей выполняется в сервисной документации.
Сборка двигателя
Сборка производится по этапам: установка коленвала, шатунов, поршней, ГБЦ; контроль зазоров и моментов; фиксация герметичности и совмещение меток.
Последовательность сборочных операций и момент затяжки
Сборка двигателя производится поэтапно с фиксированием каждого этапа в журнале работ. Установка коленчатого вала выполняется с использованием установочных вкладышей, посадка контролируется щупом и микрометром. Вкладыши коренные и шатунные монтируются с применением новых деталей, люфты измеряются динамометрическим методом. Поршни с кольцами вводятся в цилиндры через сборочную оправку, расстояние между стыками колец фиксируется. Головка блока устанавливается на новую прокладку, последовательность затяжки болтов выполняется в два этапа: предварительная затяжка по указанному моменту, затем угловая добивка. Моменты затяжки и угловая характеристика записываются в акте сборки. Контроль вращения коленчатого производится при равномерной нагрузке, биение и люфт фиксируются.
Режимы обкатки и контроль параметров
Обкатка двигателя производится в циклах при варьируемых нагрузках и оборотах. Первичный цикл включает прогрев до рабочей температуры без резких ускорений, поддержание оборотов в диапазоне 1500–2500 об/мин в течение установленного времени. Далее выполняется постепенное повышение нагрузки с короткими интервалами высоких оборотов до 4000 об/мин для приработки компонентов. Замеры давления масла и температуры охлаждающей жидкости выполняются в реальном времени. Фиксация показаний производится через интервалы 5 минут и после каждой нагрузки. Контроль утечек топлива и смазки выполняется визуально и инструментально. Параметры топлива и угла опережения зажигания настраиваются программно с последующей проверкой на стенде. Завершающий цикл включает холостые обороты и проверку стабильности подачи масла. Документация с результатами обкатки оформляется в отчет.
Финальная настройка и проверка
Финальная настройка включает регулировку угла опережения зажигания, калибровку подающего модуля, проверку параметров впрыска и контроль рабочих давлений.
Настройка систем зажигания, топливной подачи и диагностика
Настройка систем зажигания, топливной подачи и диагностика производится с целью восстановления рабочих параметров двигателя 1.5 Turbo 160 л.с. Осуществление регулировок проводится после выполнения всех механических работ, включая сборку и проверку герметичности. Программная адаптация выполняется через диагностический разъем с применением заводского программного обеспечения. Параметры угла опережения зажигания и времени впрыска согласуются с эталонными значениями контроллера. Контроль топливного давления производится в магистрали высокого давления на заводских точках. Измерительные приборы калиброваны и имеют сертификаты.
Результаты фиксируются в протоколе. Ошибки и коды неисправностей удаляются после подтверждения устранения причин. Испытание проводится на стенде или при дорожных условиях с регистрацией параметров в реальном времени.
Документирование выполненных работ ведётся в форме акта с указанием операций, заменённых узлов, измерений компрессии и давления масла, расходных материалов.
Отчетность, гарантийные условия и рекомендации по эксплуатации
Составление подробного акта выполненных работ с указанием выполненных операций, использованных деталей, серийных номеров и измерений. В акт вносится информация о состоянии блока цилиндров, коленчатого вала, поршней и кольцах с результатами измерений компрессии и давления масла. Протокол испытаний двигателя при обкатке прилагается. Гарантийный срок указывается по видам работ и компонентам с указанием условий сохранения гарантии.
Выдача счета с расшифровкой стоимости работ и материалов. Рекомендации по эксплуатации включают интервалы замены моторного масла и фильтров, правила обкатки после капитального ремонта, ограничения по нагрузкам и температурному режиму, а также отметки о примененных смазочных материалах и моментах затяжки. Формирование архивной документации для клиента и сервисной истории.