

Описание услуги включает диагностику, измерение компрессии и давления масла, разборку, дефектовку, шлифовку, расточку, замену деталей, обкатку.
Область применения услуги
Применение услуги ограничено двигателями Forthing M7 1.8 Turbo 160 л.с. моделей 2018–н.в. Обслуживание направлено на восстановление работоспособности силовой установки при обнаружении снижения мощности, повышенного расхода масла, нестабильного давления масла, наличия металлических включений в масле, повышенного расхода топлива, детонации, посторонних шумов в верхней части двигателя и падения компрессии.
Работы включают диагностические измерения, оценку состояния, демонтаж агрегата, разборку, дефектовку, механообработку блоков и коленчатого вала, замену поршней, колец, вкладышей и компонентов головки блока, сборку, обкатку и тонкую настройку.
Общая информация о двигателе
Описание двигателя: 1.8 Turbo, 160 л.с., турбированный рядный бензиновый агрегат с непосредственным впрыском, цепной привод ГРМ, алюминиевый блок.
Технические характеристики двигателя Forthing M7 1.8 Turbo 160 л.с. (2018–н.в.)
Тип двигателя: бензиновый, турбированный. Рабочий объём: 1.8 л. Мощность: 160 л.с. Частота вращения при максимальной мощности указывается в спецификации изготовителя. Крутящий момент в указанных режимах предъявляется заводскими данными. Система питания: непосредственный впрыск топлива. Система наддува: турбокомпрессор с промежуточным охладителем воздуха. Конфигурация блока: рядный четырёхцилиндровый. Материал блока: чугун или алюминиевый сплав по заводской комплектации. Коленчатый вал: кованый или штампованный согласно сборочной версии. Ход поршня и диаметр цилиндра регламентируются допусками изготовителя. Система смазки: масляный насос с принудительной циркуляцией и фильтрацией. Рабочее давление масла при холостом и эксплуатационном режимах указывается в руководстве по эксплуатации. Система охлаждения: закрытого типа с помпой и термостатом. Система газораспределения: распределительный вал(ы) с приводом цепью или ремнём в зависимости от варианта исполнения. Степень сжатия зафиксирована в технической документации. Массовые характеристики и параметры вибронагруженности определяются заводскими паспортными данными.
Предварительная подготовка
Оборудование подготовлено. Рабочее место очищено. Инструменты и запасные части учтены. Маркировка деталей обеспечена. Электросеть проверена.
Оборудование и инструменты
Перечень инструментов сформирован для выполнения диагностики, разборки и ремонта двигателя Forthing M7 1;8 Turbo 160 л.с. Набор измерительных приборов включает компрессометр с адаптерами для свечных отверстий, манометр для измерения давления масла с адаптером для линий подачи, микрометр 0,01 мм, индикатор часового типа с магнитным основанием, щупы толщиномеры, нутромер для внутренних диаметров. Для демонтажа предусмотрены гидравлический подъемник двигателя, опоры-фиксаторы, ключи динамометрические с набором головок, торцевые ключи, отвертки. Для обработки поверхностей применимы токарный станок, расточной стенд, шлифовальный станок с кругом маркированной зернистости и охлаждением. Для проверки ГБЦ обеспечены плоскопроверочный стол и индикатор прогиба. Для очистки деталей выделена ультразвуковая ванна и моечная станция. Для хранения и маркировки деталей используются контейнеры с маркировкой и неискрящиеся бирки.
Порядок приемки автомобиля
Приемка проводится с фиксацией VIN, пробега, видимых повреждений. Оформление заказ-наряда производится с указанием работ и контроля комплектности.
Фиксация исходных данных и привязка к заказ-наряду
Регистрация технических параметров автомобиля выполняется при поступлении. Фиксация внешних признаков и состояния узлов производится фотографированием и внесением в электронный журнал. Идентификационные номера двигателя и VIN сверяются с документами. Показания приборов и уровни жидкостей фиксируются в бланке приемки. Диагностические коды, считанные при первоначальной проверке, заносятся в протокол с указанием времени и примененного оборудования. Привязка показателей к заказ-наряду осуществляется путем присвоения уникального номера и штрих-кодирования. Описание заявленной неисправности и сопутствующих дефектов вносится в карточку работ.
Диагностика состояния двигателя
Электронная диагностика выполнена; Считывание кодов неисправностей проведено. Замер компрессии и давления масла запланирован для оценки.
Электронная диагностика и считывание кодов неисправностей
Подключение диагностического интерфейса к бортовой сети и шине данных. Считывание сохранённых и текущих кодов неисправностей с использованием сканера, поддерживающего протоколы OBD-II и специфичные для производителя. Полученные коды декодируются по официальным расшифровкам. Фиксация параметров работы системы управления: обороты, нагрузка, температура, давление масла, угол опережения зажигания, датчики давления наддува и массового расхода воздуха. Составление списка активных и прошлых кодов с указанием времени появления и условия появления. Анализ корреляций между кодами и записанными параметрами, выявление повторяющихся событий. Выполнение функциональных тестов исполнительных механизмов через диагностический интерфейс. Сохранение отчёта в электронном виде с указанием программного обеспечения, версии прошивки контроллера и применённых адаптаций.
Визуальная инспекция и дополнительные измерения
Осмотр компонентов произведён: прокладки, шланги, крепления. Измерения толщины вкладышей и зазоров выполнены. Утечки зафиксированы.
Осмотр компонентов и проверка на утечки
Визуальная инспекция проводилась по регламенту для двигателя Forthing M7 1.8 Turbo 160 л.с. (2018–н.в.). Осмотр поверхностей блока цилиндров, головки блока, масляных каналов и турбокомпрессора выполнен с применением источника света и лупы. Обнаружение следов масла, охлаждающей жидкости, топливных капель и нагара зафиксировано в ведомости дефектов. Проверка уплотнений и прокладок выполнена с применением инструмента для контроля зазоров. Давление в системе охлаждения нагнетаемым прибором проверялось для выявления скрытых течей. Течи в системах смазки диагностированы методом вытравливания и адгезии контрольной бумаги. Результаты измерений внесены в протокол с указанием мест повреждений и предполагаемых причин. Разделение контактов электрических соединений на предмет коррозии произведено. Испытания на герметичность впускного коллектора выполнены под давлением манометра.

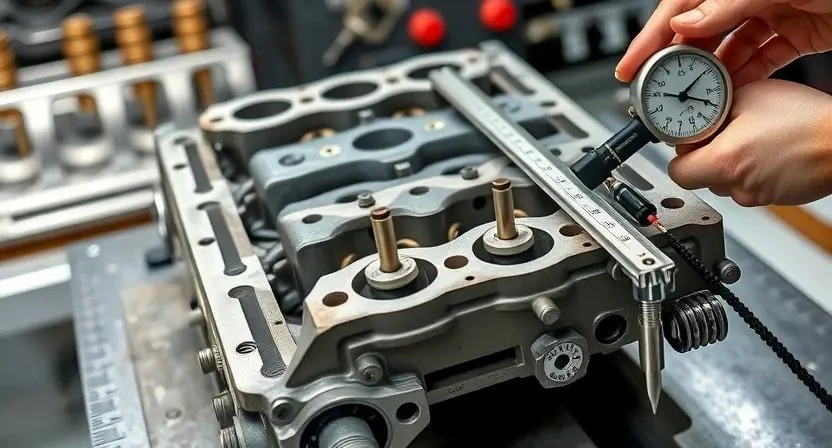
Измерение компрессии
Проведение измерения компрессии производится с использованием манометра, фиксирование результата по каждому цилиндру, документирование для сравнения с эталоном.
Процедура проведения и требования к результатам
Измерение компрессии проводится поршневыми компрессометрами при прогретом моторе до рабочей температуры. Заполнение цилиндров производится натурным способом с отключением систем зажигания и подачи топлива. Результаты фиксируются по каждому цилиндру в протоколе. Допуск по разбросу между цилиндрами установлен в 1,5 бар. Минимальное абсолютное значение компрессии для оценки пригодности блока установлено на уровне 10 бар.
Измерение давления масла выполняется манометром высокого давления с подключением в масляный канал. Давление на холостом ходу должно превышать 0,8 бар, при 3000 об/мин — превышать 3,0 бар. Фиксация значений производится в отчётной форме с указанием температуры масла и оборотов двигателя.

Измерение давления масла
Подключение манометра производится к масляной магистрали. Измерение проводится на холодном и рабочем режимах. Значения протоколируются и сравниваются.
Методика измерения и оценка показателей
Подготовка оборудования производится к диагностированию маслонапорной системы двигателя. Применение манометра с рабочим диапазоном до 10 бар и точностью не хуже 0,1 бар. Подключение измерительного прибора выполняется к штатному гнезду давления масла или через адаптер, допускающий герметичное соединение. Проведение прогрева двигателя до рабочей температуры 90–100°C перед снятием показаний. Регистрация давления холостого хода, давления при 2000 об/мин и пикового давления под нагрузкой. Сверка полученных величин с нормативами завода-изготовителя. Оценка считается неудовлетворительной при снижении ниже допустимого на 20% или при наличии пульсаций, превышающих 0,5 бар. Подготовка протокола измерений с указанием времени, температуры и режима вращения коленвала.

Оценка результатов диагностики
Классификация дефектов производится по степени критичности. Решение о ремонте принимается на основе измерений и дефектовки узлов.
Классификация дефектов и решение о ремонте
Классификация дефектов производится по степени влияния на работоспособность: критические, существенные, эксплуатационные. Критические дефекты включают разрушение блока цилиндров, трещины ГБЦ, заклинивание коленвала. Существенные дефекты включают износ втулок, задиры на цилиндрах, превышение износа поршневых колец, деформация направляющих клапанов. Эксплуатационные дефекты включают повышенный люфт, незначительные утечки, загрязнение масляных каналов. Решение о ремонте определяется по результатам дефектовки: замена узла при критическом повреждении, ремонтная расточка и шлифовка при восстановимых параметрах, подбор ремонтных втулок и комплектов поршней при превышении допусков, ремонт ГБЦ с проточкой седел и заменой направляющих при выявленных дефектах. Финальное решение фиксируется в отчете и привязывается к заказ-наряду.
Подготовка к снятию двигателя
Фиксация маркировки и фотографирование узлов. Отключение аккумуляторной батареи. Демонтаж магистралей и навесных агрегатов перед эвакуацией.
Фиксация приспособлений и демонтаж вспомогательных агрегатов
Фиксация приспособлений производится для обеспечения устойчивого положения двигателя при снятии. Опора моторная подставляется под картер, опорные элементы отмечаются метками на кузове и на кронштейнах. Балансировка подъемных тросов контролируеться измерением смещения при подъеме на 10 мм. Отключение электрических разъемов выполняется последовательностью: питание, датчики, исполнительные механизмы. Слив технологических жидкостей производится в подготовленные емкости с последующей утилизацией. Шланги и проводка маркируются для упрощения монтажа. Газоотвод и впускная система демонтируются с сохранением прокладок и крепежа. Крепежные элементы укладываются по категориям и нумеруются.
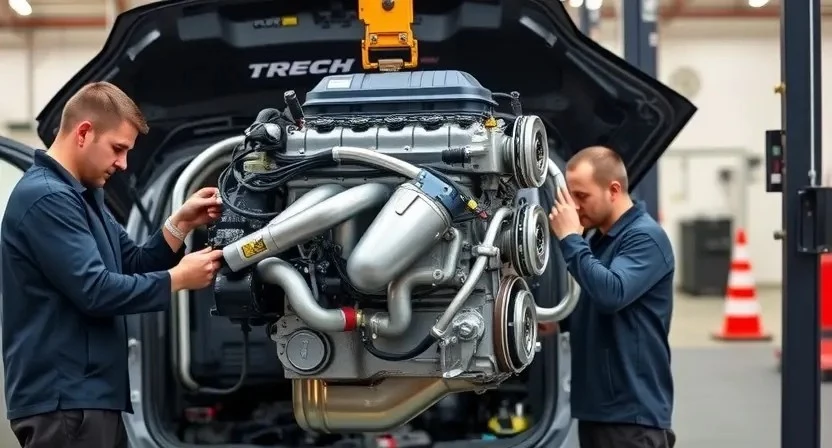
Снятие и транспортировка двигателя
Снятие производится с использованием траверсы и грузоподъёмного оборудования. Транспортировка осуществляется в защитной упаковке на поддоне.
Последовательность действий при снятии и упаковке
Фиксация номера двигателя и маркировка корпуса производится перед перемещением. Демонтаж вспомогательных агрегатов выполняется с последовательным отключением коммуникаций и сливом технологических жидкостей. Снятие двигателя производится с применением грузоподъемных средств с распределением усилий по точкам крепления, заявленным производителем; Подвеска двигателя в транспортировочном положении обеспечивается использованием строп с защитой резьбовых соединений. Консервация отверстий и магистралей выполняется заглушками и защитной пленкой. Упаковка предполагает применение деревянной поддоны и каркасного ящика с амортизирующими вкладышами. Маркировка упаковки включает указание ориентации, веса и кода заказа. Транспортная фиксация производится методом растяжек, исключающих перемещения внутри ящика.
Разборка двигателя
Демонтаж узлов производится по такому порядку: снять навесные агрегаты, разобрать ГРМ, извлечь поршневую группу, пометить детали для сборки.
Разборка узлов и маркировка деталей
Разборка производится после фиксации исходных данных и привязки к заказ-наряду. Демонтаж узлов производится по технологической последовательности, при сохранении взаимного расположения агрегатов и коммуникаций. Каждой детали присваивается идентификаторный номер. Маркировка наносится стойкой краской или лазерной гравировкой в зонах, исключающих нарушение точности посадочных поверхностей. Упаковка компонентов производится по группам: высоконадёжные узлы, сопряжённые детали, расходные элементы. Сборка в обратной последовательности обеспечивается только при наличии полной маркировки и отчётной документации. Фотофиксация этапов выполнения включена в отчёт. Контроль соответствия маркировки и номенклатуры деталей проводится до отправки на дефектовку.
Контроль размеров и выявление износа
Измерение диаметров цилиндров производится штангенциркулем и микрометром по трём осям на двух уровнях. Измерение радиального зазора вкладышей производится щупом с последующей сравнительной таблицей. Контроль биения шатунных шеек выполняется индикатором часового типа; Оценка износа направляющих клапанов производится нутромером с протоколом. Замер плоскостей фланцев головок и лап блока производится плитой поверочной и микрометром. Измерение конусности поршней и цилиндров фиксируется в ведомости. Результаты сопоставляються с заводскими допусками. Решение о восстановлении или замене документируется.
Шлифовка коленвала и расточка блока цилиндров
Коленвал подвергается шлифовке с контрольной калибровкой. Блок цилиндров растачивается до ремонтного размера с проверкой соосности и чистоты поверхностей.
Технологические операции и допуски
Обработка коленвала выполняется шлифовкой с контролем круглости и биения. Допуск на овальность шейки составляет 0,03 мм. Радиальное биение после шлифовки не превышает 0,01 мм. Расточка блока цилиндров проводится с обеспечением соосности и сохранением рабочего габарита. Допуск диаметра цилиндра после расточки указан +0,02 мм к ремонтному размеру. Установка поршней с шатунными вкладышами производится по посадочным номерам. Клиновые зазоры колец соответствуют спецификации: замковый зазор в канавке 0,15–0,35 мм, компрессионные кольца по допуску производителя. Контроль подшипниковых зазоров осуществляется щупом; предел износа вкладышей 0,08 мм. Торцевые плоскости ГБЦ проверяются плоскопараллельностью; допуск коробления 0,05 мм. Момент затяжки головки указывается в таблице процедур; последовательность вращения фиксируется при сборке.

Замена поршней, колец и вкладышей
Замена проводится с подбором по коду и размеру. Контроль зазорных величин производится. Смазка установочных поверхностей наносится перед сборкой.
Подбор деталей и требования к установке
Подбор деталей производится по идентификационным данным двигателя и каталожным номерам. Применение оригинальных компонентов допускается. Взаимозаменяемые детали подлежат сверке допусков и размеров. Подбор поршней проводится по диаметру цилиндров, компрессионной высоте и маслосъёмной конфигурации. Выбор колец основывается на толщине канавок и зазорах. Вкладыши подбираются по размерному ряду и прайму. Направляющие клапанов и седла подлежат подбору по износу и геометрии. Уплотнения выбираются по материалу и температурной стойкости. Установочные поверхности очищаются. Монтажные зазоры контролируются; Моменты затяжки и очередность сборки фиксируются в документации.
Ремонт или замена головки блока цилиндров (ГБЦ)
ГБЦ демонтирована, плоскости проверены, трещины выявлены. Направляющие и седла заменены или восстановлены, герметичность восстановлена.
Контроль плоскостей, замена направляющих и седел клапанов
Контроль плоскостей ГБЦ выполняется специализированным прибором с индикатором часового типа и плитой. Плоскость головки фиксируется на плиту. Замер производится по схеме в четыре точки вдоль и поперёк. Отклонение от заводской плоскости подлежит сравнительному сопоставлению с допустимыми значениями. При превышении предела планирование выполняется в станке с удержанием заданной толщины с последующей проверкой геометрии.
Направляющие клапанов подлежат измерению внутреннего диаметра калиброванным щупом и микрометром. Износ определяется по разности диаметров и биению. При выявлении износа заменяются посадочные направляющие. Установка новых направляющих производится в прессовом оборудовании с контролем посадочной глубины и температурной компенсацией.
Седла клапанов подлежат осмотру на растрескивание и выработку. Фрезеровка седел производится для восстановления угловой геометрии и обеспечения герметичности. Притирка клапанов выполняется пастой с гранулометрией, соответствующей материалу седла и клапана. После притирки измерение на герметичность проводится манометрическим методом с выдержкой давления и фиксированием падения. Документирование результатов производится с указанием измерительных приборов, значений до и после операций, применённых деталей и используемых материалов.
Сборка двигателя
Сборка проводится по чертежам. Контроль моментов затяжки выполняется по таблице. Установки уплотнений и смазка производится перед монтажом.
Сборка в соответствии с заданными моментами и последовательностью
Сборка двигателя производится с опорой на паспортные моменты затяжки и регламент последовательности. Шарнирные и резьбовые соединения смазываются оговоренным составом. Установочные поверхности очищаются и обезжириваются. Поршни и вкладыши ориентируются по меткам. Болты крепления ГБЦ и подшипников закручиваются по этапам с применением динамометрического ключа и угломера при необходимости. Применение новых крепёжных элементов фиксируеться в документации. Контроль остаточного люфта выполняется после предварительной затяжки. Результат сверяется с техническими пределами. Запись параметров производится в акт сборки.
Установка двигателя в автомобиль
Совмещение проушин производится по меткам. Крепление выполняется с моментами, указанными в регламенте. Подключение коммуникаций производится по схеме.
Совмещение, крепление и подключение коммуникаций
Совмещение фланцев и посадочных поверхностей производится по маркировочным рискам и контрольным калибрам. Ось установки совмещается с направляющими шпильками. Крепление двигателя выполняется с использованием моментных значений, заданных в технической документации; значения фиксируются в акте. Подключение топливных линий проводится через новые уплотнительные кольца, применяемые по спецификации. Соединение охлаждающих патрубков осуществляется после опрессовки системы на заводское рабочее давление. Прокладки устанавливаются только заменяемые. Электрические разъемы подсоединяются по цветовой кодировке и фиксируються стопорными язычками. Масляные магистрали при подключении проверяются на герметичность при статическом давлении. Шланги закрепляются хомутами с контролем за радиальным усилием. Сливные и напорные трубопроводы прокладываются без перегибов, с сохранением уклонов, указанных в спецификации. Контрольная документация прилагается к заказ-наряду.
Обкатка двигателя после ремонта
Обкатка производится с постепенным увеличением нагрузок, контроль температуры и давления масла, фиксация показаний, регистрация отклонений для последующей настройки.
Режимы обкатки и контроль параметров
Обкатка проводится по этапам: начальный прогрев на холостых оборотах до рабочей температуры, затем ступенчатое увеличение нагрузки с выдержками для стабилизации температурных и давленческих характеристик. Строгая фиксация времени и режимов выполняеться в журнале. Контроль параметров производится с использованием электронного стенда и манометров. Регистрация давления масла, температуры охлаждающей жидкости, показаний датчика массового расхода воздуха и давления турбины выполняется с интервалом записи не реже 1 с. Фиксация ошибок электронных блоков и коррекция зазоров регулируемыми механизмами при необходимости. Завершающий этап включает оценку динамики изменения параметров и оформление акта приемки.
Настройка и финальная проверка
Настройка производится; регулировка фаз и давления наддува выполняется. Стендовая проверка проводится. Финальная фиксация параметров записывается.
Тонкая регулировка, проверка на стенде и дорожные испытания
Настройка систем двигателя производится после сборки с целью восстановления параметров, соответствующих нормативам производителя. Испытания на моторном стенде выполняются для измерения мощности, крутящего момента, фаз газораспределения и турбонагнетания с одновременной записью параметров давления топлива и масла. Регулировка ЭБУ осуществляется через программное вмешательство и адаптацию датчиков с регистрацией рабочих карт. Внешние утечки исключаются при испытаниях под давлением. Дорожные испытания проводятся по регламентированному маршруту с измерением температуры ОЖ, давления масла, отклика педали и ускорения. Сведение и фиксация данных выполняются в отчетной форме.

Документация и гарантийные обязательства
Оформление работ производится в акте. Гарантия предоставляется на выполненные операции и установленные детали сроком обозначенным в договоре.
Оформление работ и условия гарантии
Оформление работ производится через заказ-наряд с указанием выявленных дефектов, списка выполненных процедур и использованных запчастей. Привязка документов к идентификационному номеру автомобиля и к номеру двигателя осуществляется в электронном журнале. Гарантийный талон выдается на выполненные работы и на установленные детали с указанием срока гарантии и условий возврата. Гарантийные обязательства распространяются на компоненты, замененные в ходе ремонта, при соблюдении регламента обкатки и эксплуатации. Возврат неисправной детали оформляется актом с указанием причины дефекта.