
Описание услуги ремонта двигателя AC 378 GT Zagato 6.2 V8 GM LS3 2012–2017. Перечень работ‚ ожидаемые сроки и ответственность.
Общие сведения об агрегате AC 378 GT Zagato 6.2 V8 GM LS3 (2012–2017)
Двигатель V8 LS3‚ объём 6.2 л‚ мощность 437 л.с. Конструкция алюминиевая‚ щуповый масляный контур‚ впрыск топлива прямой.
Техническая характеристика двигателя
Двигатель V8‚ конструкция блоков из алюминиевого сплава‚ рабочий объём 6.2 л‚ максимальная мощность 437 л.с. при установленной частоте вращения коленвала. Система питания бензиновая с распределённым впрыском топлива. Система газораспределения OHV с двумя клапанами на цилиндр и гидравлическими компенсаторами зазоров. Степень сжатия указана производителем. Система смазки с насосом шестерённого типа и сухим картером для повышения устойчивости давления в динамических режимах. Система охлаждения с циркуляцией через алюминиевый радиатор и электрический вентилятор. Электронный блок управления двигателя интегрирован с системой управления трансмиссией и системой диагностики OBD-II. Топливный насос высокого давления расположен в баке. Поршни кованые‚ коленчатый вал кованый‚ шатунные вкладыши многослойные.

Перечень выполняемых работ
Диагностика двигателя с фиксацией параметров. Оценка состояния компонентов по журналу. Измерение компрессии цилиндров. Измерение давления масла.
Комплекс процедур по ремонту и обслуживанию
Перечень процедур охватывает полный цикл работ с двигателем AC 378 GT Zagato 6.2 V8 GM LS3 2012–2017‚ включающий диагностические и восстановительные операции. Диагностика проводится с использованием приборов для измерения компрессии и давления масла‚ с фиксацией результатов в отчётной форме. Оценка состояния узлов и блоков выполняется по установленным критериям износа и дефектов. Снятие и разборка выполняются по схеме маркировки деталей и последовательности демонтажа для исключения ошибок при сборке. Дефектовка проводится с применением измерительных инструментов и визуального анализа‚ с классификацией повреждений. Шлифовка коленвала и расточка блока выполняются в специализированных станках с контрольными обмерами. Подбор поршней‚ колец и вкладышей производится по техническим параметрам и допускам‚ с документированием соответствия. Работы с ГБЦ включают разборку‚ правку плоскостей и замену направляющих втулок по техническим картам. Сборочные операции содержат затяжку по моментам и проверку контрольных размеров после установки. Обкатка восстановленного агрегата регламентируется режимами нагрузки и сроками измерений для подтверждения эксплуатационной пригодности.
Подготовка к приему автомобиля
Принятие автомобиля сопровождается заполнением диагностической карты‚ фиксацией VIN‚ пробега‚ видимых повреждений‚ наличием комплектов ключей.
Оформление диагностической карты и регистрация данных
Формирование диагностической карты производится при поступлении автомобиля. В документ вносится идентификационный номер агрегата‚ модельный год и заводской индекс двигателя. Фиксация пробега на момент приёма и состояние внешних узлов отмечаются в разделе визуального осмотра. Результаты первичных измерений компрессии и давления масла регистрируются в таблице с указанием номера цилиндра и величин в барах. Отметка о необходимости инструментальных проверок вносится отдельной строкой. Подпись ответственного лица и дата регистрации проставляются внизу карты.
Диагностика силового агрегата
Диагностика производится по этапам: визуальный осмотр‚ электронная проверка цепей‚ измерение компрессии и давления‚ протоколирование.
Визуальный осмотр и инструментальная проверка
Визуальный осмотр проводится с фиксацией дефектов корпуса‚ фланцев‚ соединений и магистралей. Поверхности оценены на наличие трещин‚ коррозии‚ следов перегрева. Крепежные элементы проверены на целостность и соответствие усилий затяжки по каталогу. Измерения выполнены толщиномером покрытий‚ микрометром и щупами для контроля зазоров. Электросхема сканирована диагностическим инструментом для регистрации кодов неисправностей. Система впуска и выпускной тракт осмотрены на предмет засоров и повреждений. Уровень масла и состояние фильтров зафиксированы в протоколе. Состояние ремней и цепей ГРМ подтверждено визуально и инструментально.
Оценка состояния блоков и узлов
Оценка блока цилиндров и навесных узлов выполняется измерениями износа‚ проверки деформаций‚ диагностики микротрещин методом неразрушающего контроля.
Оценка состояния блока цилиндров и головок блока
Визуальный осмотр блока цилиндров выполнен для выявления трещин‚ коррозии‚ следов перегрева и механических повреждений. Контроль геометрии корпуса произведён путем измерения биения посадочных поверхностей и плоскостности при помощи плит и индикатора. Измерение цилиндров выполнено микрометром и нутромером для определения износа‚ овальности и конусности с фиксацией размеров в протоколе. Измерение поверхности гильз произведено на расточке для определения необходимости гильзовки. Осмотр направляющих клапанов и седел выполнен с использованием оптики и щупов для выявления износа и утечки. Проверка толщины стенок блока зафиксирована для оценки допустимости расточки. Испытание на герметичность камеры сгорания проведено для обнаружения трещин и микропроходов между цилиндрами и каналами охлаждения. Результаты документированы с указанием предельных величин и рекомендаций по обработке поверхностей или замене компонентов.
Измерение компрессии
Измерение компрессии производится цилиндр за цилиндром. Применение калиброванного манометра. Запись значений в диагностическую карту.
Методика измерения компрессии по цилиндрам
Подготовка оборудования и закрепление протокола. Демонтаж свечей зажигания производится для обеспечения свободного проворачивания. Подача топлива и система зажигания блокируются посредством отключения соответствующих цепей. Замер давления выполняется компрессометром с переходниками‚ соответствующими резьбе свечного отверстия. Поршень устанавливается в ВМТ рабочей камеры при помощи проворачивания коленвала от стартерного привода. Шток компрессометра вводится в гнездо свечи и фиксируется. Проворачивание коленвала производится до стабилизации показаний.
Снятые значения фиксируются по цилиндрам в протоколе. Допускаемые расхождения между цилиндрами указываются в нормативной карте двигателя. Повторный замер выполняется после регенерации привода стартера и очистки камер горения при сомнительных результатах. Анализ значения давления проводится с учётом температуры и вязкости масла‚ что отражается в отчёте.
Измерение давления масла
Снятие показаний через порт манометра. Фиксация давления при холостом ходе и при 3000 об/мин. Калибровка приборов до снятия показаний;
Последовательность снятия показаний и калибровка приборов
Определение последовательности снятия показаний начинается с подготовки измерительных приборов и эталонного оборудования. Калибровка манометров и компрессометров проводится по протоколу поверки с фиксацией даты‚ номера эталона и результатов. Подключение датчиков к магистрали выполняется при холодном двигателе с отключенной электросистемой. Для снятия показаний предусмотреть прогрев до рабочей температуры‚ выдержать режим холостого хода‚ затем зафиксировать значения давления масла при разных оборотах и параметры компрессии по цилиндрам. Запись результатов производится в диагностическую карту с указанием метода измерения‚ применённых переходников и используемой арматуры. Отклонения от нормативов сопоставляются с допустимыми лимитами и оформляются как основание для дальнейших работ.
Решение о необходимости демонтажа двигателя
Диагностические значения: компрессия ниже нормы‚ давление масла снижено‚ вибрации увеличены; Демонтаж оправдан для дальнейшей разборки.
Критерии принятия решения на основе диагностических данных
Оценка проводиться по измерениям компрессии‚ давления масла и визуальным дефектам. Превышение допустимых отклонений компрессии в одном или нескольких цилиндрах считается основанием для дальнейшей разборки. Давление масла‚ зафиксированное ниже нормативного диапазона при штатных оборотах и температуре‚ рассматривается как признак износа масляного тракта или насоса и требует углублённой проверки. Наличие задиров на гильзах‚ микротрещин на поверхности блока или явных деформаций головки рассматривается как основание для шлифовки и расточки. Уровень износа шатунных вкладышей‚ получаемый по зазорам и внешним признакам‚ используется для решения о замене вкладышей и поршней. Присутствие посторонних металлических включений в масле иfilter-элементе фиксируется как критерий полной разборки коробки картеров с дефектовкой кривошипно-шатунной группы. Показатели утечки через клапаны и направляющие учитываются при принятии решения о ремонте или замене головок блока. Инструментальная диагностика и протокол измерений прилагаются к заключению.

Снятие двигателя и подготовка к разборке
Демонтаж двигателя производится по этапам: маркировка проводки‚ слив жидкостей‚ отсоединение агрегатов‚ фиксация на траверсе‚ транспортировка в цех.
Последовательность демонтажа и маркировка деталей
Операция демонтажа двигателя выполняется по установленной технологии. Отсоединение вспомогательных систем производится с фиксацией подсоединений и маркировкой шлангов. Снятие навесного оборудования осуществляется по очередности: генератор‚ компрессор кондиционирования‚ насос гидроусилителя. Разъединение электрических разъемов сопровождается фиксацией порядковых номеров на проводке. Крепежные элементы маркируются с указанием положения и момента предварительной затяжки. Присоединения топливной системы отмечаются кодовыми метками. Снятие коробки передач производится с соблюдением центровки фланцев. Блок коробки сцепления фиксируется описанием положения диска. Корпус двигателя маркируется уникальным идентификатором. Контрольные замеры совмещаемости шпилек выполняются после демонтажа. Упаковка демонтированных узлов производится с применением влагозащитной пленки и маркировочных бирок.
Разборка узлов и компонентов
Разборка проводилась по этапам. Демонтаж навесных агрегатов‚ снятие головок. Маркировка компонентов выполнена перед упаковкой.
Технология разборки коленчатого вала‚ шатунов и поршней
Подготовка к демонтажу включает фиксацию двигателя в подъемном приспособлении и слив эксплуатационных жидкостей. Снятие навесного оборудования производится последовательно для обеспечения доступа к крышкам шатунов и коренных опорам. Маркировка деталей выполняется для сохранения монтажных мест. Демонтаж масляного поддона обеспечивает доступ к нижней четверти блока. Крышки коренных подшипников и крышки шатунов извлекаются поочередно с контролем положения вкладышей. Поршни извлекаются вместе с шатунами после освобождения пальцев и стопорных элементов. Вкладыши осматриваются на плоскостях посадки и зазоры измеряются микрометром. Коленчатый вал извлекается при соблюдении центровки подъемного приспособления. При снятии деталей регистрируются износ и повреждения для последующей дефектовки.
Дефектовка компонентов
Проведение дефектовки проводится по стандартной схеме: визуальный контроль‚ инструментальная оценка‚ фиксация параметров‚ составление актов.
Методы выявления износа и повреждений деталей
Первичный осмотр поверхности компонентов проводится визуально с применением направленного освещения и увеличительных приборов. Поверхностные дефекты фиксируются фотографически для отчётности. Наличие микротрещин и пористости определяется методом красителя с контролируемым временем экспозиции. Геометрические отклонения измеряются индикатором и нутромером с протоколом допуска. Контактное давление и износ проверяются по отпечатку с применением пластилина контрольной твердости. Магнитопорошковая дефектоскопия используется для выявления поверхностных и подповерхностных трещин на чугунных и стальных деталях. Уплотнительные поверхности подвергаются измерению плоскостности на плитах с параллельным контролем толщиномером. Износ посадочных мест цилиндров и вкладышей определяется микрометром и калиброванными щупами с внесением результатов в дефектную ведомость. Испытание под давлением проводится в камере с контролируемой средой. Завершение обследования оформляется в виде акта с перечнем дефектов‚ их классификацией и предложенными методами восстановления.

Шлифовка коленвала и расточка блока цилиндров
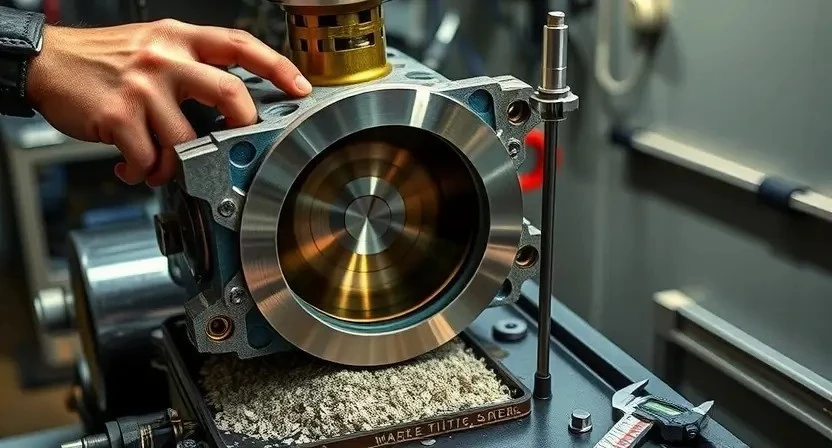
Шлифовка коленвала выполняется по замеру биения и износа. Расточка блока производится с контролем формы и допусков поверхности.
Технологические допуски и контроль после обработки
Установлены предельные размеры обработки коленвала‚ блока цилиндров и посадочных мест вкладышей в соответствии с заводскими спецификациями GM LS3. Допуски на диаметр шейки коленвала и посадочные размеры вкладышей заданы в миллиметрах с указанием класса ремонтного станка. Параметры плоскостей ГБЦ после правки определены в сотых миллиметра. Применение измерительных инструментов с калибровкой по трассировке обеспечено метрологической документацией.
Контроль внутренних проемов цилиндров проводится по замерам хонингования. Измерения производится микрометром и цилиндрическим нутромером с протоколированием результатов. Базовые требования к овальности и конусности установлены в нормативных пределах; превышение приводит к выбору ремонтного класса расточки. Контроль биения коленвала после шлифовки фиксируется индикатором часового типа. При каждом операционном цикле выполняется протокол контроля и присвоение статуса детали.
Подбор и замена поршней‚ колец и вкладышей
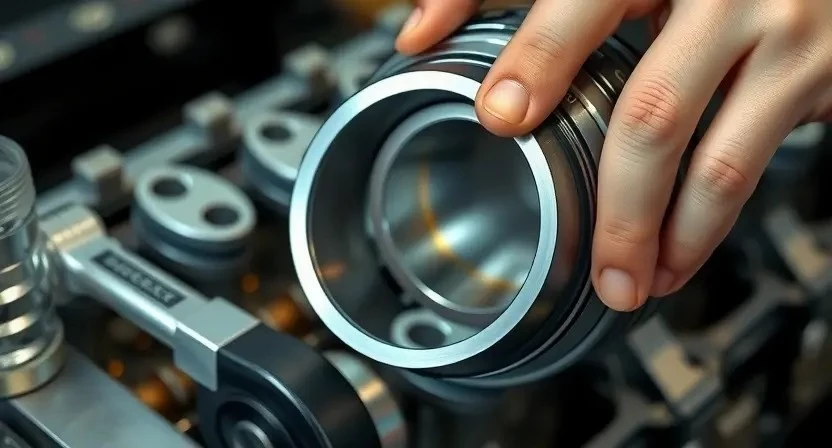
Подбор комплектующих по техпаспортным размерам. Замена производится после дефектовки. Контроль зазоров и калибровка измерительных приборов.
Критерии выбора комплектующих и проверка параметров
Определение применимости компонентов производится по заводским допускам и каталожным номерам. Подбор поршневых групп осуществляется по диаметру цилиндра после расточки и по степени сжатия‚ указанной в технической документации. Вкладыши подбираются по посадочному диаметру коленчатого вала с учётом допустимого износа и толщины ремонтной плоскости. Кольца подбираются по наружному диаметру поршня и зазору в канавке. ГБЦ выбираются по геометрии камер сгорания и плоскостности.
Контроль размеров производится калиброванными инструментами. Измерения диаметров цилиндров выполняются микрометром и внутренним микрометром. Контроль биения и плоскостности головки выполняется щупом и индикатором часового типа. Замер зазоров посадки вкладышей производится толщиномером и щупом с допуском‚ указанным производителем. Замененные детали подлежат протоколированию с указанием партии и номера.
Работы с головками блока цилиндров (ГБЦ)
Демонтаж ГБЦ проведён. Разборка клапанного механизма. Правка плоскостей выполнена. Замена направляющих втулок и направлена герметичность.
Разборка‚ правка плоскостей и замена направляющих втулок
Демонтаж ГБЦ производится после маркировки и фиксации расположения компонентов. Выравнивание плоскостей головок проводится на фрезерном станке с использованием щупов и индикаторов для обеспечения требуемой плоскостности. Контроль выполняется по параметру биения и шероховатости. Замена направляющих втулок осуществляется при превышении допустимого износа по внутреннему диаметру или при обнаружении следов задиров. Втулки выпрессовываются гидравлическим прессом с последующей запрессовкой новых изделий под нагрев или охлаждение для плотной посадки. Посадочные места обрабатываются проточкой до заводских размеров. После установки направляющих проводится измерение зазоров клапанов и проверка посадки седел. Операция фиксируется в отчётной документации с указанием номеров деталей‚ размеров и используемых инструментов. Контроль качества производится по таблице допусков производителя.
Сборка двигателя после ремонта
Сборка производится с контролем зазорных и посадочных размеров. Моменты затяжки выполняются по регламенту. Контроль герметичности обязателен.
Сборочные операции с соблюдением моментов затяжки и контрольных размеров
Сборка производится на чистой поверхности при соблюдении температурного режима компонентов. Детали к установке маркируются по позициям и пронумеровываются для обеспечения соответствия сборочной геометрии. Болтовые соединения группируются по классам прочности. Моменты затяжки указываются в таблице и применяются с использованием динамометрического ключа с поверкой. Применение герметиков производится по технологическим картам и с указанием толщины нанесения. Шпильки и резьбовые поверхности обрабатываются антикоррозионными составами и смазками‚ совместимыми с материалами. Контрольные размеры замеряются микрометрами и щупами‚ результаты вносятся в акт измерений. Параметры биения и соосности фиксируются индикатором и протоколируются. Допуски проверки соответствуют заводским спецификациям.
Система смазки и фильтрация
Анализ масляного тракта произведён. Обнаружены и задокументированы утечки‚ состояние фильтров оценено‚ масляный насос проверен на давление.
Проверка масляного тракта‚ насосов и фильтров
Проведение диагностики масляного тракта производится с целью выявления ограничений потока и источников загрязнения. Визуальный осмотр магистралей и соединений выполняется на наличие течей‚ повреждений и следов перегрева. Демонтаж масляного поддона организован для оценки состояния стружкоуловителя и осмотра поверхности блока. Насос масляный подвергается испытанию на подачу и давление с применением манометра высокой точности. Фильтр масляный подлежит замене при превышении предельной загрязненности или нарушении целостности корпуса. Замер падения давления по тракту проводится при заводских оборотах и температурном режиме‚ соответствующем рабочему. Оценка состояния каналов выполняется инструментальной промывкой и эндоскопией. При обнаружении износа уплотнений производится их замена. Результаты испытаний фиксируются в отчётной документации с указанием фактических значений давления‚ объёма подачи и выявленных дефектов.
Система охлаждения и её проверка
Промывка теплообменника. Контроль герметичности контура. Испытание термостата на открытие при заданной температуре. Давление системы проверяется.
Промывка‚ проверка термостата и герметичности контура
Промывка охлаждающего контура производится специализированным средством для удаления отложений и коррозионных продуктов. Промывочная жидкость прогоняется через радиатор‚ блок цилиндров и рубашку охлаждения ГБЦ до достижения прозрачности сливаемой жидкости. Термостат демонтируется для визуального осмотра и функционального испытания в калиброванной ванне при температуре открытия‚ установленной заводской спецификацией. Замена термостата производится при отклонении температуры открытия за пределы допуска или при обнаружении деформации корпуса. Герметичность контура контролируется манометром и опрессовкой при давлении‚ указанном в технической документации. Давление выдерживается без падения в течение регламентированного времени. Уплотнения и хомуты подлежат замене при обнаружении механических повреждений или старения. Результаты промывки‚ данные испытаний термостата и параметры опрессовки регистрируются в диагностической карте.
Обкатка восстановленного двигателя
Обкатка проводится по этапам: холостой режим‚ постепенное увеличение нагрузки‚ контроль температуры и давления масла‚ фиксация параметров.
Параметры обкатки‚ режимы нагрузок и контрольные измерения
Обкатка восстановленного двигателя должна выполняться по регламентированной программе. Начальный этап предусматривает прогрев до рабочей температуры на холостом ходу с контролем уровня и давления масла. Последующие этапы предусматривают чередование умеренных и повышенных оборотов с ограничением длительности высокой нагрузки. Постепенное увеличение нагрузок должно сопровождаться измерением давления масла‚ температуры охлаждающей жидкости и давления в топливной рампе. Обязательное снятие показаний компрессии производится после охладительного цикла. Регистрация параметров в журнале позволяет отслеживать динамику. При выявлении отклонений производятся повторные измерения и при необходимости продолжается диагностика для исключения дефектов‚ влияющих на долговечность агрегата;
Настройка и регулировка систем после ремонта
Настройка производится: синхронизация впрыска‚ регулировка угла опережения зажигания‚ калибровка датчиков и адаптация ЭБУ.
Настройка питания‚ зажигания и фаз газораспределения
Настройка топливного тракта производится для восстановления подаваемого давления и равномерности распределения топлива по цилиндрам. Калибровка форсунок проводится с применением стенда измерения расхода и контроля фактического впрыска. Настройка системы зажигания осуществляется путем синхронизации угла опережения искрообразования с измеренными рабочими параметрами коленчатого вала. Регулировка фаз газораспределения выполняется при помощи диагностического оборудования с фиксацией положений распредвалов и измерением холостого хода. Проверка обратной связи электронным блоком проводится через считывание диагностических кодов и протоколирование результатов.

Контрольные испытания и окончательная проверка
Дорожные испытания выполнены. Измерения компрессии и давления масла проведены. Параметры после обкатки зафиксированы в отчёте.
Дорожные испытания‚ измерения компрессии и давления масла после обкатки
Проведение дорожных испытаний организовано для верификации работоспособности восстановленного двигателя AC 378 GT Zagato 6.2 V8 GM LS3 2012–2017. Обкатка выполняется в несколько этапов с контролируемыми режимами нагрузки и температуры. Замер давления масла производится манометром высокого давления в масляной магистрали при холодном и рабочем температурном режимах. Измерение компрессии выполняется после стабилизации температурных показателей по цилиндрам при отключённой системе зажигания и открытом дросселе. Фиксация полученных значений в протоколе. Отклонения от нормативов фиксируются и сопровождаются дополнительной диагностикой. Дорожные испытания включают серию ускорений‚ длительных прогонов и остановок для оценки герметичности и утечек. Записи параметров сохраняются в отчёте и сличаются с заводскими допусками.
Документация и гарантийные обязательства
Выдан протокол работ‚ акт приёма‚ паспорта деталей и гарантийный талон. Гарантия оформлена на выполненные операции и заменённые узлы.
Оформление отчётности по выполненным работам и гарантийные условия
Формирование отчёта производится по завершении ремонтных операций на двигатель AC 378 GT Zagato 6.2 V8 GM LS3 2012–2017. Документирование включает перечень выполненных процедур‚ измеренные параметры‚ применённые узлы и комплектующие‚ номера серий и коды деталей. Результаты измерений компрессии и давления масла вносятся в отдельные таблицы с указанием дат и калибровочных данных приборов. Фотографирование критических этапов ремонта прилагается к отчёту. Гарантийные условия оформляются отдельным приложением‚ где указаны сроки гарантии по узлам и ограничения ответственности. Выдача отчётной документации производится совместно с актами приёма-передачи и платёжными документами.