
Предоставление услуги по ремонту двигателя Alfа Romeo Stelvio 2․0 Turbo 280 л․с․ включает диагностику, оценку состояния, документирование дефектов․
Область применения услуги
Предоставление услуги направлено на восстановление работоспособности двигателя Alfa Romeo Stelvio 2․0 Turbo 280 л․с․ 2017–н․в․ Применение включает диагностические и ремонтные операции, выполняемые в условиях специализированного технического центра с применением контролируемого технологического процесса․
Объем работ охватывает комплекс мероприятий: обследование системы питания и смазки, оценка состояния узлов, измерение компрессии и давления масла, демонтаж силового агрегата и его компонентов, разборка блоков для дефектовки, выполнение шлифовочных и расточных операций по паспортным параметрам․
Замена комплектующих производится по итогам дефектовки․ Обкатка проводится при контроле параметров․ Выдача отчета о выполненных операциях и зафиксированных параметрах обеспечивается по окончании работ․

Технические данные двигателя
Тип: бензиновый, турбированный․ Рабочий объём 1995 см3․ Мощность 280 л․с․ Частота вращения и моменты указаны в сервисной документации․
Основные параметры мотора 2․0 Turbo 280 л․с․
Тип двигателя: бензиновый рядный с турбонаддувом, исполняется в конфигурации с двумя турбинами по конструкции не указываться; рабочий объём 1995 см3․ Максимальная мощность 206 кВт при частоте вращения, указанной в заводской документации․ Максимальный крутящий момент 400 Н·м в диапазоне оборотов, указанном изготовителем․ Система впрыска топлива: непосредственная․ Система управления: электронный ЭБУ с адаптивными картами․ Система охлаждения: закрытого типа с термостатом и электрическим насосом․ Смазочная система: сухой картер не применяется; давление масла регулируется клапаном․ Вал распределительный: цепной привод; фазировка регулируется посредством фазовращателей․ Массовые и габаритные параметры указываются в технической документации производителя․
Предварительная подготовка к диагностике
Освобождение рабочего места․ Снятие внешних крышек, маркировка разъёмов, подключение стендового питания, фиксация VIN и пробега в документации․
Осмотр внешнего состояния и фиксация дефектов
Осмотр производится всесторонний с фиксацией повреждений и коррозионных проявлений на видимых поверхностях․ Визуализировать трещины, пробоины, следы перегрева, масляные подтёки, деформации крепёжных элементов․ Фотографирование дефектных участков выполняется с привязкой к узлам и номерам цилиндров․ Протокол заполняется с указанием места обнаружения, характера дефекта, размеров и предполагаемого влияния на работоспособность․ Маркировка снятых элементов производится штрих-кодами и номерными ярлыками․ Контроль состояния шлангов и электрических разъёмов включён в акт осмотра․ Измерение наружных размеров деталей производится калиброванными средствами․ Сопроводительная документация содержит перечень использованных инструментов, применённых методик и выводов по необходимости проведения дальнейших операций․
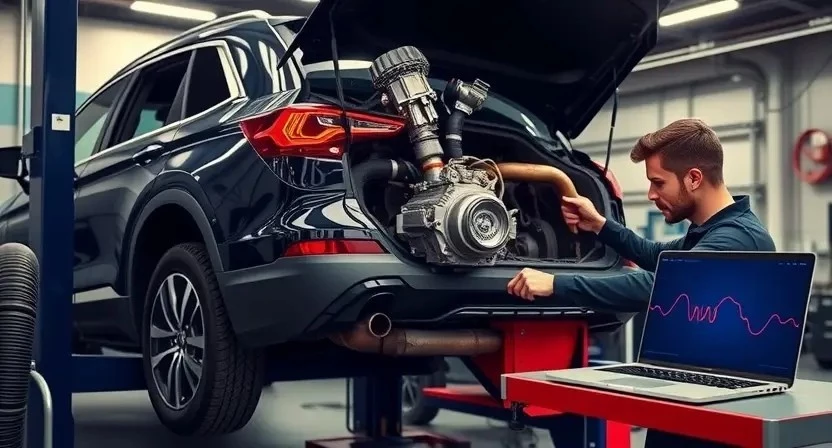
Электронная диагностика
Считывание кодов ошибок производится специализированным сканером․ Анализ параметров двигателя выполняется по журналам․ Протоколирование результатов обязательно․
Считывание кодов ошибок и анализ параметров
Считывание диагностических кодов выполняется специализированным сканером, поддерживающим протоколы Alfa Romeo․ Выполнение процедуры включает подключение к диагностическому разъёму, активацию режима чтения, сохранение перечня кодов и параметров работы силового агрегата․ Интерпретация кодов проводится по установленным расшифровкам производителя․ Параметры ECU фиксируются в реальном времени: скорость вращения коленвала, давление во впускном коллекторе, температура охлаждающей жидкости, давление масла в системе, угол опережения зажигания, положение дроссельной заслонки, показания лямбда-зонда․
Анализ трендов производится по записи логов․ Соотнесение кодов с текущими параметрами обеспечивает выделение первопричины․ Ошибки памяти очищаются после документирования․ Запись отчёта обязательна․
Механическая оценка состояния
Визуальный осмотр узлов выполнен․ Результаты фиксации зафиксированы в отчёте․ Замеченные дефекты обозначены по приоритету ремонта и замены․
Визуальная проверка узлов и соединений
Осмотр проводки и разъемов выполняется при естественном и направленном освещении․ Фиксация повреждений производится фотографированием и занесением в дефектный журнал; Состояние впускной системы документируется: отсутствие трещин, повреждений патрубков, целостность хомутов, плотность соединений․ Оценка системы охлаждения включает проверку шлангов, фитингов, состояния термостата, наличия коррозии на соединениях․ Крепления навесного оборудования оцениваются на наличие люфтов и деформаций․ Масляные магистрали и фильтрующие элементы проверяются на загрязнение и протечки․ Клапанные крышки осматриваются на герметичность и следы масла․ Ровность фланцев и состояние прокладок фиксируются․ Соединения впускного коллектора проверяются на соответствие монтажным зазорам․ Крепежные элементы маркируются перед демонтажем․ Регистрационные записи выполняются в единой форме․
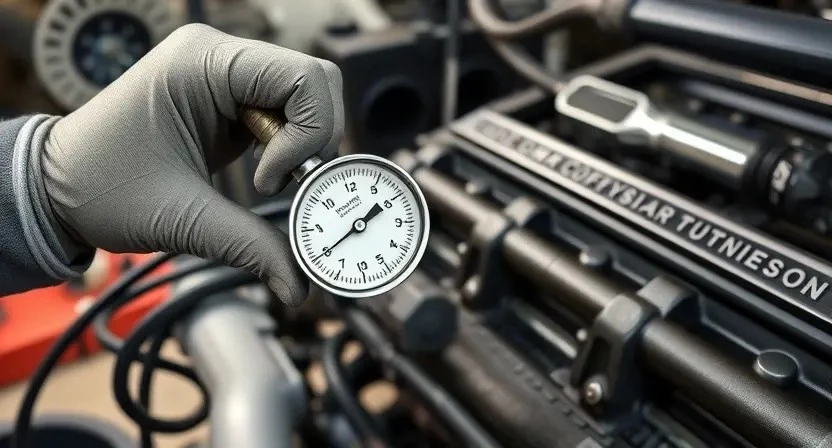
Измерение компрессии
Измерение компрессии производится цилиндр за цилиндром․ Использование калиброванного манометра․ Фиксация показаний и составление протокола․
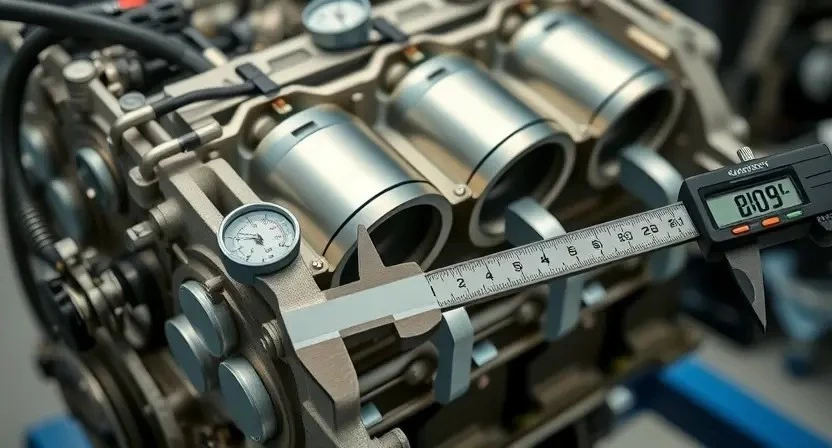
Порядок проведения и нормативные значения
Подготовка места выполнения измерений: обеспечение ровной поверхности, исключение посторонних вибраций, установка двигательного узла в транспортное положение․ Подготовка инструмента: применяемый компрессометр со шкалой до 25 бар, адаптеры под свечные отверстия, манометр давления масла с диапазоном до 10 бар и точностью не хуже 0,1 бар․
Измерение компрессии проводится при рабочем температурном режиме 80–90 °C, аккумуляторная батарея заряжена, зажим системы зажигания или отключение топливной подачи․ Последовательность: установка компрессометра в отверстие свечи первого цилиндра, проворачивание коленвала стартером до получения стабильного показания, фиксация результата․ Повторение процедуры для оставшихся цилиндров с записью значений․
Нормативы компрессии для 2․0 Turbo 280 л․с․: 10,5–13,5 бар для каждого цилиндра; разница между цилиндрами не превышать 0,6 бар․ Допуск утечки при компрессии-методе не более 15% от максимального значения в цилиндре․
Измерение давления масла выполняется при прогретом двигателе на холостом ходу и при 3000 об/мин․ Подключение манометра в место датчика давления масла или через адаптер масляного канала․ Нормативы: на холостом ходу 0,8–1,5 бар; при 3000 об/мин 3,0–5,0 бар․ Допустимое падение давления не более 0,3 бар после 30 секунд работы под нагрузкой․
Анализ показателей включает сопоставление измеренных величин с нормативами, выявление отклонений и документирование уровня износа․ При расхождениях выполнять углублённую диагностику уплотнений, колец, контактов масляных магистралей и состояния поршневой группы․ Запись результатов в отчёт с указанием времени, температуры, применённых приборов и их поверочных данных․
Измерение давления масла
Подключение манометра к масляной магистрали․ Регистрация давления при холостом ходе и под нагрузкой․ Сравнение с нормативными значениями․
Методика измерения и интерпретация результатов
Подготовка рабочего места включает применение поверенного манометра с диапазоном давления масла, адаптированного к характеристикам 2․0 Turbo 280 л․с; Демонтаж масляного фильтра и установка измерительного штуцера производится для исключения погрешностей, соединение герметизируется․ Запуск двигателя осуществляется до рабочей температуры, стабилизация оборотов производится на заданном уровне․ Снятие показаний производится при холостых оборотах и при повышенных оборотах, фиксация выполняется в протоколе․ Сопоставление значений с нормативами заводского паспорта выявляет депрессии и перепады давления․ Фильтрация данных применяется при наличии пульсаций․ Отклонения давления ниже допустимых значений трактуются как износ масляного насоса, блокировки каналов, дефект прокладок или повышенный зазор в подшипниках․ Давление выше нормального указывает на забитый масляный канал, неисправность предохранительного клапана или повышенную вязкость масла при низкой температуре․ Оценка окончательная производится по совокупности показателей и протоколов, где направление ремонта определяется на основании выявленных дефектов и степени отклонения параметров․
Оценка результатов замеров
Сопоставление измеренных значений компрессии и давления масла с нормативами․ Отклонения зафиксированы․ Решение о ремонте основано на данных․
Критерии принятия решения о ремонте
Оценка технического состояния производится на основании измерений и визуального контроля․ Показатели компрессии сравниваются с заводскими номиналами․ Отклонения свыше 15% от номинала рассматриваются как основание для ремонта цилиндро-поршневой группы․ Давление масла оценивается по динамической характеристике при холодном и рабочем режимах․ Падение давления ниже минимального значения при предусмотренных оборотах фиксируется как признак износа масляной системы․ Геометрия блока и головки анализируется по результатам замеров биения и плоскостности․ Трещины и дефекты поверхности подлежат устранению или замене․ Состояние вкладышей сопоставляется с допусками на масляный зазор․ Износ поршней и колец оценивается по величине люфтов и следам задиров․ Решение о капитальном ремонте принимается при совокупности критических отклонений по компрессии, масляному давлению и геометрии деталей․ Документация испытаний прикладывается к заказ-наряду․

Планирование работ
Составление сметы производится на основании дефектовки․ Перечень запчастей формируется по каталогу․ Сроки работ указываются в документе․
Составление сметы и перечня запчастей
Формирование сметы производится на основании результатов диагностики и дефектовки․ Перечень запчастей включается в смету с указанием кодов изделий, количества и единичной цены․ Учитывается замена поршней, колец, вкладышей, направления, прокладок и уплотнений, комплектов ГБЦ, болтовых креплений и фильтров․ Включение работ по шлифовке коленвала и расточке блока отражается отдельной строкой с указанием технологических операций;
Оценка стоимости работ базируется на нормах времени и ставках, применённых при расчёте․ Учёт расходных материалов и присадок производится отдельно․ Запланировать запас на непредвиденные детали․
Документирование сметы выполняется в формате с указанием этапов, сроков выполнения и гарантийных обязательств․ Внесение изменений допускается после согласования с владельцем транспортного средства․
Снятие двигателя
Демонтаж двигателя производится по этапам: отсоединение электрооборудования, слив жидкостей, маркировка шлангов и крепежа, поднятие с использованием траверсы․
Последовательность демонтажа и маркировка деталей
Предварительная фиксация положения элементов агрегата проводится для сохранения исходной компоновки․ Снятие облицовочных элементов выполняется с последовательной маркировкой крепежа․ Отсоединение магистралей топливной и охлаждающей систем производится с пометкой направления потока․ Блоки датчиков помечаются кодами по узлам․ Крепежные элементы группируются по зонам установки․ При демонтаже навесного оборудования маркировка наносится на корпус и фиксируется в журнале работ․ Выполнение маркировки поршневой группы предусматривает указание цилиндра и ориентации․ Соединения электроцепей маркируются по схемам и вносится запись в сопроводительную документацию․
Разборка двигателя
Разборка производится по этапам: демонтаж навесного оборудования, снятие головки блока, отделение картерных узлов, маркировка деталей для сборки․
Разборка блоков, приведение шатунно-поршневой группы в разбор
Демонтаж крышек коренных подшипников выполняется с фиксацией номеров и положений на маркировочных бирках․ Снятие шатунных крышек производится последовательным выводом поршней в верхнюю мертвую точку для сохранения взаимного расположения вкладышей и шатунов․ Извлечение поршней сопровождается размещением в индивидуальных лотках с маркировкой цилиндра․ Отверстия маслосборника промываются и просушиваются․ Приведение шатунно-поршневой группы в разбор предусматривает раскручивание болтов шатунных крышек в два этапа с контролем скручивания и регистрацией момента․ Вкладыши снимаются и укладываются по порядку․ Измерение зазоров по поршневым пальцам и шатунным шейкам выполняется микрометром и индикатором часового типа․ Контроль износа поршневых колец производится щупом в расточке цилиндра с указанием зазора․ Все детали помечаются для обратной сборки и направляются на дефектовку․
Дефектовка деталей
Выполнение дефектовки производится поэтапно: визуальный осмотр, измерение износа, магнитно-порошковая проверка трещин, документирование результатов․
Методы выявления износа и повреждений
Визуальный осмотр узлов с документированием дефектов производится при полном демонтаже внешних компонентов․ Осмотр головки блока включает проверку герметичности камер, состояние направляющих клапанов и седел․ Контроль цилиндров осуществляется путем измерения овальности и конусности микрометром и нутромером с фиксацией показаний․ Измерение зазоров шатунных и коренных вкладышей выполняется индикатором и щупами для определения масляного зазора․ Поверхности шатунов и шеек проверяются на задиры и риски с применением эндоскопа и магнитно-порошковой дефектоскопии․
Испытание прокладок и каналов производится под давлением для выявления протечек․ Контроль состояния поршневых колец и канавок делается визуально и с применением калибров; задира выявляется путем измерения толщины и бокового зазора․ Степень износа турбины и клапанного механизма определяется по люфтам и зазорам с применением индикаторов и измерительных оправок․ Электрические соединения и датчики подвергаются проверке сопротивления и сигналов в рабочем диапазоне․ Диагностическая карта формируется с указанием измерений, дефектов и рекомендуемых операций․

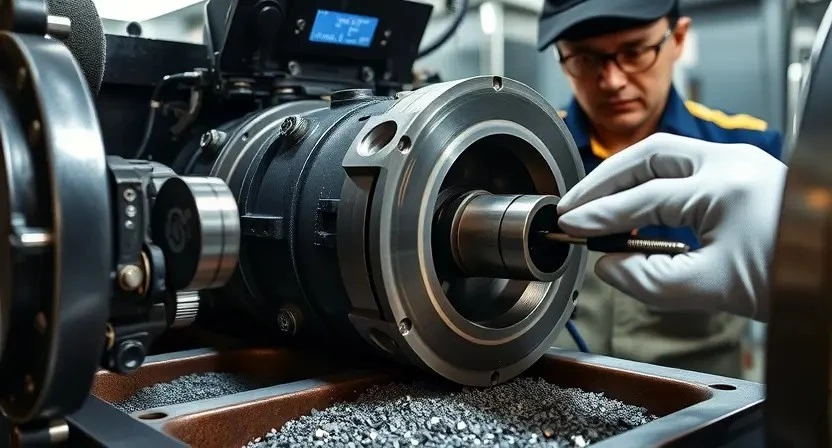
Шлифовка коленвала
Шлифование коленвала производится по замеру биения и диаметра шейки․ Задан допуск круглости и шероховатости․ Регистрация размеров в протоколе обязательна․
Технологические параметры и допуски
Контроль геометрии коленвала производится по радиальному биению на опоре с допуском 0,05 мм․ Осевая биение коленчатого вала ограничено 0,10 мм․ Радиус шейки коренного и шатунного подшипника после шлифовки должен соответствовать паспортным размерам ремонтной группы․ Допуск овальности цилиндров после расточки установлен 0,02 мм․ Конусность цилиндров не должна превышать 0,03 мм на рабочую длину․ Минимальная высота поршня после обработки корпуса допускается 0,1 мм от номинала․ Момент затяжки коренных и шатунных крышек указывается в технической карте, контрольный допуск ±5 %․ Масляный зазор вкладышей после установки и при температуре 20 °C должен быть в пределах 0,015–0,040 мм для шатунных и 0,020–0,050 мм для коренных вкладышей․ При полировке шеек коленвала шероховатость Ra не выше 0,4 мкм․ Смещение плоскостей фланцев головки блоков цилиндров относительно оси цилиндров допускается 0,05 мм․ При шлифовке плоскости головки допуск на снятие металла не должен превышать 0,6 мм относительно заводского размера․ Давление масла в штатном режиме измеряется при 80 °C и холостом ходе; требуемое значение указывается в сервисной документации; отклонение от эталона фиксируется в акте замеров․
Расточка блока цилиндров
Расточка блока производится в цельнометаллическом станке․ Контроль цилиндричности и соосности выполняется шаблонами․ Допуск на посадку поршней указывается․
Параметры расточки и контроль геометрии
Зона расточки блока цилиндров оценивается по радиусу и концентричности․ Отклонения от заводских размеров фиксируются в миллиметрах․ Измерение диаметров выполняется нутромером с шагом замеров через каждые 20 мм по высоте рабочего зеркала․ Коничность определяется как разность между максимальным и минимальным диаметром вдоль цилиндра․ Значение коничности свыше 0․05 мм считается выходом за допуск․ Контроль круглости проводится по четырем диаметрам с шагом 45°․ Допуск круглости 0․02 мм․ Параллельность плоскостей головки и блока контролируется индикатором на оправке․ Значение биения поверхности свыше 0․1 мм подлежит шлифовке․ Протяженность обработки указывается в технологическом задании․
Замена поршней и колец
Подбор поршневых комплектов по диаметру цилиндров․ Установка с контролем зазоров․ Притирка поршневых колец․ Замена уплотнений и фиксация результатов․
Подбор комплектующих и посадка поршней
Подбор комплектующих производится на основе технических параметров двигателя и результатов дефектовки․ Выбор поршней осуществляется по диаметру посадочного места и классу цилиндров․ Подбор колец выполняется с учётом зазоров в канавках и коэффициента расширения металла при рабочей температуре․ Подбор пальцев и стопорных элементов производится по допускам посадки и материалу․ Подбор поршневых пальцев и втулок цилиндров осуществляется по маркировке и ГОСТ-параметрам․
Посадка поршней выполняеться с применением измерительных приборов․ Контроль диаметра поршня, зазора юбки и допустимого биения производится перед монтажом․ Смазывание поверхности выполняется моторным маслом указанного класса․ Монтаж колец осуществляется в определённой последовательности и с учётом ориентации замков․ Окончательная посадка оценивается по показаниям компрессометра и по уровню масляного давления при пробном вращении коленвала․
Замена вкладышей
Вкладыши подобраны по каталожным номерам․ Установка производится с контролем масляного зазора․ Измерения зафиксированы в отчёте․
Выбор вкладышей и установка с контролем масляного зазора
Подбор вкладышей производится по размерной группе и классу обработки коленвала с опорой на заводские допуски․ Измерение диаметров шатунных и коренных шеек осуществляется микрометром и индикатором, фиксирование результатов в протоколе․ Сопоставление измерений с каталожными размерами определяет выбор стандартных или ремонтных вкладышей․ Контроль базовых параметров выполняется до установки: очистка посадочных поверхностей, удаление следов старой смазки, измерение биения шеек․
Установка вкладышей осуществляется с использованием монтажных инструментов, выдерживанием номинального положения ориентации отверстий масляных канавок․ Замер масляного зазора производится щупом по всей окружности вкладыша в нескольких точках․ Фиксирование значений в акте выполняемых работ․ При несовпадении со значением допуска производится подбор вкладышей другой размерной группы или доводка коленвала специализированной обработкой․ Завершающий этап включает моментную затяжку крышек по регламенту и повторную проверку зазора после первичного проворачивания коленвала․
Ремонт или замена головки блока цилиндров
Проверка ГБЦ выполнена; выявление трещин и деформаций выполнено ультразвуком․ Шлифовка поверхности проектируется по допускам; замена направляющих и сальников произведена․
Шлифовка, проверка трещин и замена направляющих
Подготовка головки блока цилиндров включает обезжиривание и маркировку посадочных мест․ Обеспыление поверхности производится перед измерениями․ Замеры плоскостности выполняются индикатором с базой по направлениям, результаты фиксируются в протоколе․ Контроль щупом зазорной величины между седлом и клапаном осуществляется в зонах подачи․ Проверка трещин выполняется магнитопорошковым методом или ультразвуком, дефекты отражаются в акте дефектовки․ Шлифовка поверхности корпуса производится на станке с микронной подачей, величина съема металла фиксируется․ Направляющие клапанов измеряются по посадочному отверстию и по биению, замена направляющих производится с прессовой посадкой и последующей доводкой до номинального зазора․ Контроль уплотнения каналов выполняется после установки новой направляющей․
Сборка двигателя
Сборка производится по этапам: установка коленвала, вкладышей, шатунов, поршней, ГБЦ․ Контроль моментов затяжки и торцевых зазоров выполняется․
Контроль торцевых зазоров и момент затяжки
Определение торцевого зазора проводится измерением линейкой и щупом между распределительным валом и опорной поверхностью крышки․ Значения зазоров фиксируются в журнале и сравниваются с технической документацией․ Измерение выполняется при холодном состоянии двигателя и после предварительной очистки поверхностей от отложений․ Величины зазоров, превышающие допуск, подлежат регулировке заменой регулировочных шайб или заменой крышек с контролем параллельности посадочных поверхностей․ Возврат допуска осуществляется пересмотром посадочных поверхностей и повторным измерением․
Момент затяжки фиксируется динамометрическим ключом․ Протокол включает начальный момент и окончательный угол поворота, при необходимости применяется метод двух этапов: установка установленного крутящего момента, затем доворот на заданный угол․ Крепежные изделия подлежат замене при деформации или нарушении резьбы․ Значения момента и угол привода соответствуют каталогу производителя и указываются в акте работ․
Обкатка двигателя
Обкатка двигателя производится на стенде в нескольких режимах: холостой ход, низкая нагрузка, переменная скорость․ Контроль температур и давления масла․
Режимы начальной обкатки и контроль параметров
Обкатка двигателя производится в несколько этапов с постепенным увеличением нагрузки и оборотов․ Первый этап предусматривает прогрев до рабочей температуры при минимальных оборотах холостого хода с фиксированием давления масла и уровня охлаждающей жидкости․ Второй этап включает кратковременные повышения оборотов до средних значений с регистрацией колебаний давления масла, температуры и показаний датчиков детонации․ Третий этап предполагает выдержку интервалов движения с переменной нагрузкой для формирования масляной пленки и приработки поршней к цилиндрам․ Контроль параметров осуществляется непрерывной регистрацией: давление масла, температура охлаждающей жидкости, показания лямбда-зонда, частота вращения коленвала, топливное давление и ошибки ЭБУ․ Протоколы замеров вносятся в отчет․ Корректировка проводится при отклонениях от нормативов по паспорту двигателя․
Настройка и финальная проверка
Калибровка ЭБУ производится․ Параметры холостого хода и давления масла контролируются․ Выдача отчёта о завершённых операциях документируется․
Калибровка систем управления и выдача отчета о работах
Калибровка электронных систем управления производится после сборки и предварительной обкатки двигателя․ Выполнение адаптаций блока управления двигателя осуществляется с применением заводского диагностического оборудования․ Программные параметры вновь загруженных блоков памяти сравниваются с эталонными таблицами производителя․ Параметрические графики систем зафиксированы и сохранены в отчётной документации․ Испытательный стенд используется для контроля подачи топлива и управления турбонаддувом․ Контроль фаз газораспределения выполняется по протоколам синхронизации․
Выдача технического отчёта производится с указанием перечня выполненных операций, заменённых деталей, измеренных значений и результатов калибровки․ Отчёт подписывается ответственной за работу единицей и регистрируется в базе данных сервиса․