
Описание услуги: Диагностика и комплексный ремонт двигателя Aston Martin Vanquish 5.9 V12. Перечень операций, контрольные параметры и сроки.
Описание услуги
Услуга включает комплекс операций по диагностике и восстановлению рабочего состояния двигателя Aston Martin Vanquish 5.9 V12 520 л.с. (2001–2007). Диагностирование проводится с применением специализированного оборудования для считывания кодов неисправностей и оценки электрических цепей. Оценка состояния выполняется визуально и инструментально с фиксацией дефектов и параметров. Измерение компрессии и давления масла производится по регламенту с записью результатов по каждому цилиндру и режиму работы. Снятие агрегата производится по последовательности с маркировкой креплений и магистралей. Разборка блока и головок блока производится на стенде, детали маркируются; Дефектовка включает неразрушающий контроль и метрологию; выявленные повреждения документируются. Шлифовка коленвала и расточка цилиндров выполняются с соблюдением допусков, указываемых в спецификации. Замена поршней, колец и вкладышей проводится подбором по диаметру и классу посадки; зазоры фиксируются протоколом. Головки блока подвергаются ремонтным операциям: притирка седел клапанов и контроль плоскостей. Сборочные работы выполняются с применением новых уплотнений и болтов с контролем моментов затяжки и фаз газораспределения. Обкатка производится по заданному режиму с мониторингом давления масла и температуры. Настройка систем впуска, зажигания и контроля давления масла осуществляется после завершения обкаточных процедур; итоговые параметры вносятся в акт выполненных работ.
Цели ремонта
Восстановление рабочей компрессии. Устранение утечек масла. Обеспечение соответствия допустимых зазоров. Обеспечение долговечности узлов.
Ожидаемые результаты работ
Восстановление номинальных параметров двигателя зафиксировано в документации по окончании работ. Компрессия по цилиндрам приведена к заданным заводским допускам. Давление масла доведено до нормативных значений на холостом ходу и под нагрузкой. Устраняемые течи смазочной системы ликвидированы. Изношенные поршни и кольца заменены комплектами, соответствующими спецификации двигателя. Вкладыши шатунов и коренных опор подобраны по размерной группе и установлены с контролем зазоров. Поверхности коленвала и блоков отшлифованы в пределах указанных допусков. Головки блока отремонтированы: плоскости выверены, седла клапанов отполированы. Сборка двигателя произведена с контролированными моментами затяжки. Обкатка осуществлена по заданному протоколу. Настройка систем впуска и зажигания выполнена с выходом параметров в рабочие диапазоны. Отчет о работах оформлен с приложением измерительных протоколов и рекомендаций по сервисному интервалу.
Применимость и ограничения
Применимость к Aston Martin Vanquish 5.9 V12 2001–2007. Ограничение: двигатели с неоригинальными модификациями требуют дополнительной оценки перед работой.
Модельный ряд и годы выпуска
Aston Martin Vanquish с двигателем V12 5.9 литра выпускался в период 2001–2007 годов. Модификация включает атмосферный бензиновый агрегат рабочего объема 5935 см3, выходная мощность 520 л.с. Конструкция блока цилиндров выполнена из алюминиевого сплава. Система впуска атмосферная, управление газораспределением механическое с распределительными валами. Топливная система — распределённый впрыск. Оборудование с электронным управлением двигателем применено в штатной комплектации. Серийные номера и обозначения мотора фиксируются в паспорте автомобиля и на блоке. Совместимость запасных частей определяется по коду двигателя и году выпуска.

Подготовка к диагностике
Подготовка включает сбор технической документации, проверку инструментов и наличие допустимых расходных материалов перед выполнением измерений и осмотров.
Создание технической документации
Формирование комплекта документации для ремонта двигателя выполняется в строгой последовательности. Включение в комплект паспортных данных двигателя, шифров цилиндров, калибровочных значений и таблиц допуска. Описание применяемых методов измерений с указанием инструментов и предельных значений. Регистрация результатов предварительной диагностики в табличной форме с указанием единиц измерения. Составление перечня запасных частей с артикулами и допусками посадки. Указание контрольных моментов затяжки и последовательности сборки. Фиксация технологических карт для шлифовки и расточки с допусками. Хранение и архивирование документов в цифровом формате.
Проведение первичной диагностики
Снятие кодов неисправностей производится сканером. Визуальный осмотр выполняется на утечки, коррозию, состояние проводки и креплений.
Снятие кодов неисправностей и визуальный осмотр
Снятие кодов неисправностей производится с использованием диагностического блока, совместимого с протоколами Aston Martin. Считывание и регистрация кодов выполняются до запуска двигателя. Формирование отчёта по кодам включает идентификатор, время появления и статус. Визуальный осмотр проводится последовательно: пространство моторного отсека, электрические разъёмы, жгуты, патрубки и наружные течи. Подкапотные элементы осматриваются при холодном и тёплом двигателе. Фотофиксация нарушений выполняется для каждой обнаруженной неисправности. Состояние крепёжных элементов и наличность сервисных маркировок документируются отдельно. Определение первичных причин базируется на сопоставлении кодов и визуальных признаков.
Оценка состояния двигателя
Оценка производится визуально и измерительно. Фиксация дефектов, сопоставление с допустимыми данными, классификация повреждений и рекомендация ремонта.
Анализ износа и следов повреждений
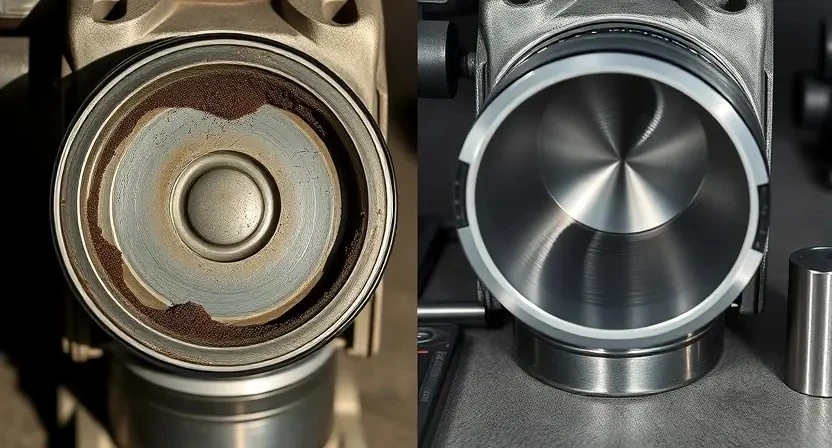
Осмотр поверхностей цилиндров, поршней, колец и шатунных шеек выполняется с целью фиксирования следов абразивного и контактного износа. Замеры радиальных и осевых размеров фиксируются метрологическим оборудованием. Оценка коррозионных очагов проводится визуально и при помощи увеличительных приборов. Следы перегрева фиксируются по изменению цвета металла и деформации уплотнительных поверхностей. Микротрещины на корпусных деталях выявляются методом вихретокового контроля или магнитной дефектоскопии. Наличие сварных ремонтов фиксируется протоколом с фотографиями. Измерения шероховатости и овальности обрабатываются протоколом с указанием допусков и предельных значений. Принятие решения о восстановлении или замене компонентов производится на основании сопоставления фактических параметров с заводскими допусками и эксплуатационными нормативами.
Измерение компрессии
Измерение компрессии производится по цилиндрам с применением манометра. Регистрируются значения, сравниваются с нормативными допусками производителя.
Порядок и методика замера по цилиндрам
Подготовка: Обеспечение прогрева до рабочей температуры, отключение систем впрыска и зажигания, удаление свечей. Применение манометра компрессии с рабочим диапазоном, соответствующим характеристикам V12. Фиксация показаний производится при вмт рабочего хода каждого цилиндра. Запись значений выполняется в табличной форме с указанием номера цилиндра и числа оборотов; Повторные замеры выполняются после прокрутки стартером не менее трех раз для исключения погрешности.
Анализ: Значение отклонения между соседними цилиндрами оценивается по спецификации. Установление причин снижения давления производится на основании величины утечки: через цилиндр, через клапаны, через поршневые кольца или через систему впуска. Документирование результатов производится с отметкой допустимых допусков и рекомендаций по дальнейшим операциям.
Измерение давления масла
Измерение давления масла производится электрическим манометром. Фиксация давления на холостых и под нагрузкой, регистрация отклонений от нормы.
Проверка давления на холостом ходу и под нагрузкой
Подготовка стенда и измерительного оборудования к процедуре. Подключение манометра к масляной магистрали через адаптер, совместимый с резьбой производителя. Запуск двигателя до рабочей температуры для стабилизации вязкости масла. Фиксация показаний давления на холостых оборотах после достижения температуры охлаждающей жидкости, регистрирование среднего значения и пульсаций. Создание нагрузки путем увеличения оборотов до заданного значения и фиксация давления под нагрузкой в диапазоне рабочих режимов. Сравнение полученных значений с технической документацией производителя. Регистрация отклонений свыше допустимого интервала. Оформление протокола измерений с указанием температуры, оборотов, показаний манометра и выявленных аномалий. Проведение повторных измерений при смене масла или замене фильтра.
Решение о снятии двигателя
Критерии для демонтажа: компрессия ниже нормы, давление масла нестабильно, трещины блока, износ коленвала. Демонтаж планируется документально.
Критерии для демонтажа агрегата
Проведение демонтажа двигателя назначается при выявлении критических отклонений рабочих параметров и при обнаружении механических повреждений, исключающих восстановление в сборе. Дать приоритет демонтажу в случаях: компрессия по цилиндрам ниже допустимого значения более чем на 25%; давление масла на холостом ходу ниже заводского минимума на 30% или наличие резких перепадов под нагрузкой; износ вкладышей, выходящий за предельные допуски по радиальным зазорам; трещины в блоке цилиндров, деформация или излом шеек коленвала; разрушение поршней, задиров стенок цилиндров с проникновением масляных каналов; неисправность ГБЦ, выраженная в повреждении седел клапанов или в постоянной потере герметичности камер сгорания после предыдущих процедур ремонта; значительная коррозия охлаждающей системы, сопровождаемая внутренними отложениями, препятствующими восстановительной обработке; наличие металлопорошка в масле в концентрации, превышающей норматив по масляному анализу; неоднократные срабатывания спасательных режимов управления двигателем при стабильных внешних условиях; фиксация биений коленчатого вала, превышающих технические пределы. Демонтаж допускается также при отсутствии запчастей для промежуточного ремонта и при экономической нецелесообразности локального восстановления.
Снятие двигателя
Операция демонтажа выполняется по регламенту. Последовательность: отсоединение коммуникаций, маркировка, снятие навесных агрегатов, подъем и выемка агрегата.
Последовательность операций при демонтаже
Подготовка рабочего места выполнена: наличие подъемного оборудования и инструмента подтверждено. Электросеть автомобиля отключена, отрицательный провод изолирован. Система топливоподачи обездавлена, топливный насос отключен. Система охлаждения слита в сборный резервуар, радиатор вынут при необходимости. Впускной и выпускной коллекторы отсоединены и маркированы. Подсоединения трубопроводов гидравлики и вакуума отсоединены и заглушены. Отсоединение проводки мотора выполнено с маркировкой штекеров. Корпус воздушного фильтра и прилегающие узлы удалены. Двигатель зафиксирован стропами. Крепления двигателя к раме ослаблены по схеме, болты выкручены по этапам. Подъем двигателя произведен плавно до освобождения опор. Демонтаж агрегата завершен выгрузкой на рабочую платформу для последующей разборки.

Разборка двигателя
Демонтаж агрегата выполняется по этапам. Снятие навесных узлов, слив жидкостей, маркировка соединений и деталей, хранение комплектующих.
Декомплектация узлов и маркировка деталей
Декомплектация корпуса двигателя производится по технологической карте. Узлы отделяются последовательными пакетами, чтобы обеспечить соответствие сборочной очередности. Детали сгруппированы по функциональным блокам, маркировка наносится термостойким маркером и штрихкодом. Каждый элемент закрепляется в индивидуальной кассете с указанием позиции, направления установки и номера операции. Болтовые соединения укладываются по порядку и пронумерованы на подложке. Контрольная ведомость заполняется при каждой операции разборки, фиксируются показания износа и механические повреждения. Фотопротокол ведётся для ключевых узлов с указанием масштаба и ориентации; файлы привязываются к карточке заказа. Хранение комплектов выполняется в антистатических контейнерах с влагозащитой и температурным контролем.
Дефектовка компонентов
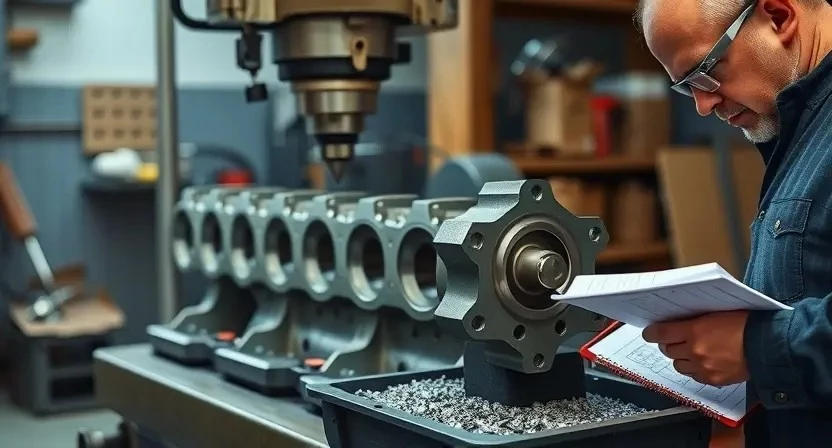
Контрольная проверка блока, коленвала и шатунов проведена. Измерения размеров и дефектная оценка оформлены протоколом для дальнейших операций.
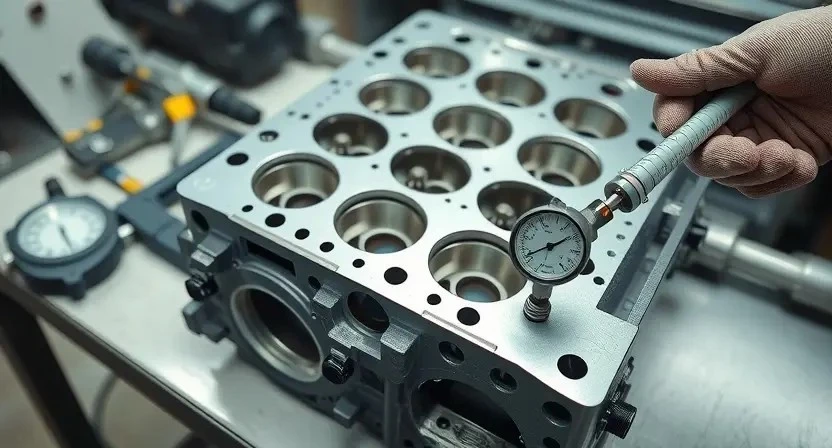
Контрольная проверка блока, коленвала и шатунов
Проведение измерений геометрии блока цилиндров с использованием микрометра и индикатора. Измерение цилиндрического биения посадочных поверхностей. Оценка наличия трещин методом магнитопорошковой и красителем. Проверка состояния шеек коленвала измерительными штихмасами по шейкам и проточке. Измерение овальности и конусности в местах опор. Контроль радиальных и торцевых зазоров шатунных вкладышей с помощью пластичной прокладки и микрометра. Оценка износа шатуна по люфту и визуальным дефектам. Сравнение параметров с заводскими допусками. Результаты документируются в акте дефектовки.
Шлифовка коленвала
Шлифовка коленвала производится на станке. Контроль биения и радиальных размеров. Допуски и шероховатость обеспечиваются по паспортным данным.
Параметры обработки и допуски
Параметры обработки устанавливаются для обеспечения восстановленной геометрии коленчатого вала и цилиндров. Шлифовка коленвала проводится по диаметрам шеек с допуском по круглости 0,005 мм и по цилиндричности 0,01 мм. Чистота поверхности после шлифовки должна соответствовать Ra 0,4-0,8 мкм. Ремонтная расточка цилиндров допускается в пределах двух ремонтных размеров с шагом 0,25 мм. Поршни подбираются по посадочному диаметру с допуском посадки поршень-кольца 0,02-0,08 мм. Вкладыши подбираются по толщине для обеспечения радиального зазора 0,020-0,050 мм. Притирка клапанов производится до герметичности без подсосов. Контроль моментов затяжки головки блока производится с точностью 5%. Контроль биения коленвала после сборки допускается 0,03 мм. Испытания на стенде выполняются при температуре масла 90±5 °C.

Расточка цилиндров
Расточка цилиндров производится с контрольными допусками. Применять хонинговку для восстановления группы рабочих поверхностей. Замер хода поршня.
Технологические требования и грубость поверхности
Описаны допуски обработки цилиндров и сопряжённых поверхностей. Расточка выполняется с контролем круглости и конусности по каждому цилиндру. Шероховатость внутренней поверхности поршневой гильзы устанавливается в диапазоне Ra 0,6-1,2 мкм для обеспечения правильного приработки колец. Обработка поверхности фасок и канавок предусматривает удаление задиров и обеспечение стабильной герметизации. Применение абразивных материалов с зернистостью, рассчитанной на сохранение геометрии, должно быть документировано. Контроль параметров проводится измерительными приборами с протоколированием результатов. Приводятся критерии допустимых отклонений и требования к чистоте после обработки.
Замена поршней и поршневых колец
Замена поршней производится по результатам дефектовки. Подбор комплектов по диаметру. Контроль за зазором колец и посадкой поршней.
Выбор комплектующих и допуски посадки
Выбор комплектующих производится на основании размеров, материалов и технологических допусков. Поршни подбираются по диаметру и высоте юбки с учётом допустимой шероховатости гильз. Кольца совмещаются по внутреннему зазору в проточке и по высоте канавки. Вкладыши подбираются по классу толщины для обеспечения радиального зазора после сборки. Набор прокладок выбирается по толщине и материалу для восстановления требуемой высоты камер сгорания. Болты головки выбираются с учётом предельной прочности и ресурса затяжки.
Допуски посадки фиксируются в документации. Измерения выполняются микрометром и индикатором; результаты заносятся в отчет.
Замена вкладышей и подшипников
Контроль за радиальными зазорами при замене вкладышей. Измерения микрометром. Подбор посадочных размеров. Сборочные операции по допуску.
Контроль за радиальными зазорами
Измерение радиальных зазоров производится при полном демонтаже подшипников коленчатого вала. Применение микрометра и щупов для определения внутреннего диаметра опор и наружного диаметра вала. Снятие мерок проводится по оси вращения. Результаты фиксируются в протоколе с указанием предельных величин по технической документации Aston Martin. При выявлении отклонений выполняется оценка возможности расточки или замены опорных втулок. Допусковые величины сопоставляются с допустимыми износами. Контроль масляных каналов выполняется одновременно. Фиксация результатов обязательна в отчётной документации.
Ремонт и замена головок блока цилиндров
Головки осмотреть, плоскости отшлифовать по допуску, седла притереть, направляющие заменить при износе, сборка по моментам завода-изготовителя.
Проверка плоскостей, притирка седел клапанов
Осмотр поверхности головки блока цилиндров произведён на плоскостность с использованием щупа и индикатора. Измерения выполнялись в четырёх направлениях с шагом, обеспечивающим контроль деформации. Измеренная плоскостность сопоставлена с нормативом завода-изготовителя. Результат оценён как соответствующий допуску либо превышающий предел; в последнем случае запланирована шлифовка с указанием съёма металла и допустимой остаточной толщины. Контрольные размеры седел клапанов сняты специальным инструментом. Притирка седел произведена пастой с зернистостью, обеспечивающей герметичность и сохранение профиля. После притирки выполнена повторная контрольная проверка площади контакта и плотности при испытании давления в камерах сгорания. Документирование всех измерений и процедур внесено в акт дефектовки.
Сборка двигателя
Сборка производится по регламенту производителя. Моменты затяжки указаны в таблице. Контроль за зазорами и совмещением каналов охлаждения обязательный.
Последовательность сборочных операций и контроль моментов затяжки
Определение порядка сборки производится по узлам: блок цилиндров, коленчатый вал, шатуны, поршни, головки цилиндров, клапанный механизм, агрегаты привода ГРМ, система смазки и впуска. Собираемые поверхности очищаются и обезжириваются. Установочные элементы маркируются. Применение новых уплотнений и крепежа указывается по каталожным номерам. Моменты затяжки указываются в таблице с последовательностью и угловыми величинами. Затяжка осуществляется в этапы: начальный момент, контрольный момент, угловая доводка. Контрольный инструмент калибруется перед применением. Протяжка гайки производится равномерно по схеме крест-горизонталь. Контрольный протокол заводится при каждом этапе сборки.

Обкатка и предварительная эксплуатация
Обкатка производится при постепенном увеличении оборотов. Фиксация параметров охлаждения, давления масла и герметичности системы обязательна.
Параметры обкаточного прогрева и режимы нагрузки
Обкаточный прогрев двигателя производится после сборки для установления рабочих зазоров и контроля герметичности. Первичный прогрев осуществляется при температуре охлаждающей жидкости 60–80 °C, обороты холостого хода поддерживаются в диапазоне 800–1200 об/мин в течение 10–15 минут. Далее ступенчатое увеличение нагрузки и оборотов выполняется по этапам: 15 минут при 2000–3000 об/мин с плавным набором нагрузки до 30% от расчетной мощности; затем 10 минут при 3500–4500 об/мин с импульсными кратковременными нагрузками до 60% мощности. Интервалы холостого хода между этапами устанавливаются 5–7 минут для стабилизации температур. Давление масла фиксируется на каждом этапе; допустимые значения 2,5–4,5 бар при рабочей температуре и указанном диапазоне оборотов. Контроль утечек и шумов осуществляется в процессе. Регистрирование параметров и соблюдение технологической карты обкатки являются обязательными.
Настройка и финальная проверка
Настройка систем впуска и зажигания производится. Регулировка давления масла подтверждена замерами. Финальная проверка выполнена по протоколу.
Регулировки системы впуска, зажигания и контроля давления масла
Настройка системы впуска производится на основании паспортных значений распределения потоков и параметров абсолютного давления. Регулировка положения дроссельной заслонки выполняется по эталонной кривой холостого хода. Настройка фаз газораспределения обеспечивается выставлением меток и контролем углов опережения на синхронизаторе. Параметры системы зажигания задаются через калибровку угла искрообразования и контроль времени срабатывания катушек. Калибровка датчиков давления масла проводится путем создания эталонного давления на стенде и последующей записи отклонений. Измерения фиксируются в технической документации, допуски указаны в спецификации производителя. Отчётность оформляется с указанием замеров до и после регулировки.