

Описание услуги содержит перечень операций по двигателю 1.5 TFSI 150 л.с. (2017–н.в.): диагностика, измерения, демонтаж, ремонт и обкатка.
Область применения услуги
Определение параметров и функциональных ограничений двигателя 1.5 TFSI 150 л.с. (2017–н.в.) при диагностике и ремонте. Применение процедур ограничено бензиновыми моторами с непосредственным впрыском топлива и турбонаддувом, оснащёнными системой изменяемых фаз газораспределения и системой рециркуляции отработавших газов. Обслуживание распространяется на работы по мониторингу компрессии, измерению давления масла в магистрали и поддоне, по демонтажу агрегата с сохранением маркировки узлов. Включение в перечень задач дефектовки, шлифовки плоскостей и расточки посадочных мест для восстановления геометрии. Замена поршней, колец и вкладышей выполняется при подтверждённых износах или повреждениях; Поддержание работоспособности головки блока цилиндров предусматривает проверку седел клапанов и направляющих с последующей шлифовкой плоскости для восстановления герметичности. Обкатка производится по документированной программе с контрольными замерами давления масла и компрессии после сборки.;

Общие данные по двигателю
Двигатель 1.5 TFSI 150 л.с. (2017–н.в.) характеризуется турбонаддувом, непосредственным впрыском, алюминиевым блоком и системой ГРМ с изменяемыми фазами.
Технические характеристики 1.5 TFSI 150 л.с. (2017–н.в.)
Тип двигателя: рядный четырехцилиндровый бензиновый с турбонаддувом и непосредственным впрыском топлива. Рабочий объем: 1498 см3. Максимальная мощность: 150 л.с. при заданных оборотах коленвала. Максимальный крутящий момент: указанный в заводской документации, реализуется в среднем диапазоне оборотов. Степень сжатия: заводская величина, определяемая конфигурацией камеры сгорания. Система газораспределения: распределенный привод с актуаторами фаз, наличие системы отключения цилиндров может варьироваться по модификации. Система охлаждения: закрытого типа с принудительной циркуляцией и термостатом. Масляная система: шестеренчатый насос с масляным радиатором в базовой компоновке. Топливная система: высоконапорная рампа с форсунками под прямой впрыск. Электроника: блок управления двигателем с адаптивными картами работы и системой самодиагностики. Ограничение по крутящему моменту и мощности реализуется программно через ЭБУ.
Подготовка к работе
Организация рабочего места: освещение, вентиляция, доступ к крану, подъемник; инвентарь и калиброванные приборы подготовлены для ремонта двигателя.
Организация рабочего места и инструментов
Определение зоны работ производится с выделением участков для демонтажа, разборки, хранения и сборки компонентов двигателя. Рабочая плоскость оборудуется устойчивым подъемником с грузоподъемностью, соответствующей массе агрегата. Освещение обеспечивается направленным светом с уровнем освещенности, обеспечивающим чтение маркировок и измерительных шкал. Стеллажи маркируются для раздельного размещения головки блока, блока цилиндров, кривошипно-шатунного комплекта и вспомогательных узлов. Инструментальная стойка комплектуется динамометрическими ключами с поверенными моментами, набором щупов, съемниками, оправками и набором головок по размеру. Контейнеры для мелких деталей снабжаются вкладышами и пакетами с маркировкой позиции и номера цилиндра. Рабочие поверхности покрываются антискользящими ковриками. Защитные покрытия для впускных и выпускных каналов подготавливаются в одноразовом исполнении. Масляная емкость для слива снабжается сетчатым фильтром и мерной шкалой. Электроинструмент фиксируеться в зарядном отсеке. Инструменты для контроля геометрии находятся в калиброванном футляре. Журнал учета операций размещается в водонепроницаемом файле рядом с рабочей зоной.
Первичная диагностика
Визуальный осмотр проводится для фиксации течей, повреждений и следов нагара. Регистрация замечаний в отчётной форме. Дальнейшая проверка планируется.
Визуальный осмотр и фиксирование дефектов
Визуальный осмотр выполняется по установленной схеме для выявления внешних повреждений и течей. Осмотр включает корпусные элементы, соединения трубопроводов, крепежные детали и видимые уплотнения. Фиксация дефектов производится в журнале с указанием местоположения, характера повреждения и предполагаемого влияния на работоспособность. Фотографирование выполняется при каждом обнаруженном дефекте для последующей оценки. Оценка состояния поверхности цилиндров и поршней производится без демонтажа при доступе. Запись результатов производится в формате, обеспечивающем согласованность данных для дальнейшей диагностики и ремонта.
Электронная диагностика
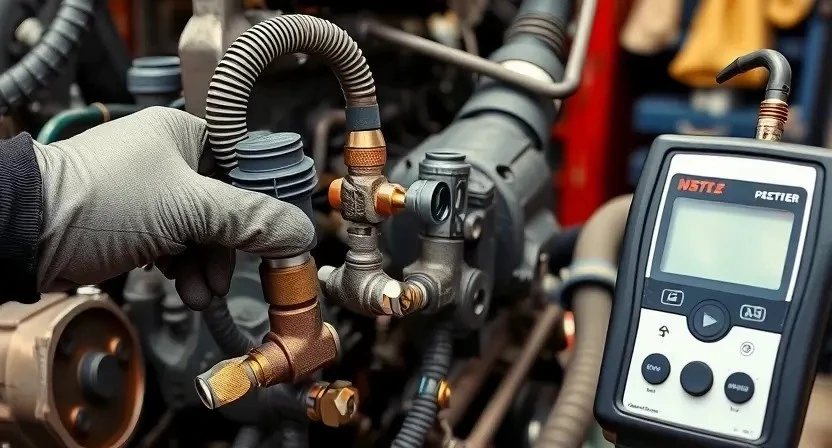
Считывание кодов неисправностей и логов выполняется специализированным сканером. Протоколирование результатов и сохранение данных производится в базу.
Считывание кодов неисправностей и логов
Определение приоритета диагностики производится через подключение оборудования к диагностическому разъему автомобиля. Считывание кодов ошибок выполняется через совместимые диагностические интерфейсы с сохранением идентификаторов неисправностей и контекстных параметров. Сбор логов осуществляется при запуске двигателя и при имитации эксплуатационных режимов. Регистрация параметров включает обороты, температуру охлаждающей жидкости, давление масла, угол опережения впрыска, показания датчиков положения распределительного вала и коленвала. Файлы логов формируются в формате, допускающем последующий анализ, и сохраняются в архив с метаданными. Анализ кодов проводится по каталогам производителя с привязкой к версии программного обеспечения блока управления. Описание ошибок фиксируется в отчете с указанием временных меток, условий воспроизведения и рекомендуемых дальнейших измерений для подтверждения причинной связи.
Оценка состояния двигателя
Осмотр истории эксплуатации и записей диагностики. Составление перечня дефектов по параметрам компрессии, давления масла, утечек и ресурса деталей.
Анализ технической истории и эксплуатационных параметров
Сбор данных о технической истории двигателя 1.5 TFSI 150 л.с. (2017–н.в.) производится из сервисных карт, записей о ТО, заменах гарантийных узлов и отчетов диагностического оборудования. Регистрационные интервалы пробега и даты работ фиксируются. Журнал эксплуатации анализируется на предмет перегрузок, частых запусков в холодном режиме и использования топлива с отличными от регламента характеристиками. Статистика по пробегу по годам сопоставляется с данными о расходе масла. Архивные коды неисправностей сопоставляются с текущими ошибками ЭБУ. Выявление корреляций между периодичностью ТО и частотой отказов производится статистическим методом. Отчет оформляется в виде таблицы с временными метками, кодами работ и рекомендациями по приоритету ремонтных операций.
Измерение компрессии
Измерение компрессии производится цилиндр за цилиндром с использованием манометра, регистрируются значения и сравниваются с нормативом двигателя.
Порядок выполнения замера и контрольные значения
Подготовка измерительного оборудования производится с обеспечением исправного адаптера для свечного отверстия и манометра, настроенного на диапазон до 30 бар. Демонтаж форсунок и снятие модулей зажигания выполняются для обеспечения доступа. Прокрутка коленчатого вала осуществляется стартером при отключенной системе питания топливного насоса и закрытом впуске воздуха. Снятие давления фиксируется для каждого цилиндра последовательно, при этом фиксируется минимум три показания на цилиндр с интервалом не менее пяти секунд. Контрольные значения компрессии для двигателя 1.5 TFSI заданы в диапазоне 11–13 бар при температуре масла 20–80 °C; отклонение более 1,5 бара между цилиндрами считается дефектом. Фиксация результатов производится в протоколе с указанием номера цилиндра, среднего значения и расхождения.

Измерение давления масла
Подключение манометра к масляной магистрали. Измерение при холодном и рабочем блоке. Фиксация показаний на холостых и повышенных оборотах.
Методика измерения и оценка результатов
Подготовка оборудования выполняется калиброванными манометрами и адаптерами, совместимыми с бензиновыми системами высокого давления. Измерение производиться при рабочей температуре двигателя, после прогрева до эксплуатационной температуры и фиксации показаний стабильного холостого хода. Для определения давления масла применяется манометр с точностью не хуже 0,1 бар; замеры выполняются в точках подачи масла к распределительному механизму и перед масляным фильтром. При снятом трубопроводе давления исключение посторонних утечек обеспечивается заглушками.
Отклонения фиксируются в табличном виде. За пределы нормы принимаются значения, превышающие технологические допуски производителя по давлению на холостом ходу и под нагрузкой. При кривошипном давлении ниже паспортных величин регистрируется необходимость дефектовки масляной магистрали, проверки масляного насоса, состояния подшипников и зазоров. Визуальная оценка результата сопровождается протоколом измерений с указанием температуры, режима и применённых инструментов.
Принятие решения о демонтаже
Принятие решения основано на результатах измерений: компрессии и давления масла, данных диагностики и оценке повреждений для перехода к демонтажу.
Критерии для перехода к снятию двигателя
Фиксация значительных отклонений при измерении компрессии, превышение предельных значений расхождения между цилиндрами зафиксирована. Снижение давления масла ниже допускаемых параметров при рабочей температуре зафиксировано в логах. Наличие механических повреждений блок-картера, видимые трещины и деформации обнаружены при визуальном осмотре. Шумы и вибрации, не поддающиеся корректировке программными методами, зарегистрированы в диагностических журналах. Повторяющиеся коды неисправностей, указывающие на критический износ внутренних компонентов, считаны диагностическим сканером. Наличие задиров на гильзах, превышение предельного износа поршневых колец и вкладышей установлено при локальном замере; износ признан неремонтопригодным без демонтажа. Масляное давление, фиксируемое с использованием внешнего манометра, подтверждает потерю герметичности системы смазки. Пересмотр эксплуатационной истории выявил случаи перегрева с превышением температурных порогов; последствия оценены как приводящие к деформации компонентов. Протечки охлаждающей системы в зоне блока цилиндров, сопровождающиеся следами коррозии, документированы. При обнаружении любого из перечисленных признаков принято решение о демонтаже для проведения дальнейшей разборки и дефектовки.
Снятие двигателя
Демонтаж производится по регламенту: отсоединение коммуникаций, слив жидкостей, фиксация подвесов, подъем крюком, снятие с рамы для последующей разборки.
Последовательность операций при демонтаже агрегата
Изъятие аккумуляторной батареи и отсоединение электрических разъемов. Слив моторного масла и охлаждающей жидкости в подготовленную емкость. Демонтаж воздухозаборной системы и патрубков. Отсоединение топливопроводов и слив топлива в герметичный контейнер. Снятие навесных агрегатов: генератора, компрессора климат-контроля, насоса гидроусилителя руля. Отключение систем выпуска и снятие коллектора. Отсоединение радиатора и вспомогательных элементов охладительной системы. Снятие впускного коллектора и датчиков, влияющих на синхронизацию работы. Освобождение электрических жгутов и фиксаторов. Отделение коробки передач от стартера и фланца. Подготовка опор двигателя к подхвату грузоподъемным оборудованием. Подъем двигателя на траверсе. Отведение агрегата к краю рабочей площадки для полной доступности. Демонтаж двигателя с подъемного устройства и установка на стенд для разборки. Фиксация агрегата в специальных зажимах и маркировка соединений. Составление ведомости снятых компонентов и упаковка крупных узлов для хранения.
Разборка двигателя
Демонтаж узлов производится по этапам. Детали маркируются. Соединения освобождаются, крепеж убирается. Части размещаются для дефектовки и учета.
Фиксация деталей и составление ведомости
Фиксация снятых компонентов производится по каталожным позициям с присвоением меток для каждого узла. Нумерация деталей выполняется с указанием цилиндра, стороны и расположения относительно плоскости установки. Маркировка сопряжённых элементов должна быть выполнена так, чтобы обеспечить обратную сборку без корреляций. Для сложных узлов создаётся фотографическая фиксация с масштабом и пометками. Ведомость составляется в табличной форме с колонками: позиция, код детали, состояние, измеренные размеры, допуски, рекомендуемая операция. Описание дефектов вносится для каждой позиции отдельно. Характер повреждений классифицируется по типу: износ, деформация, трещина, коррозия. Отдельная графа предназначена для указания необходимости замены или восстановления. Примечания содержат ссылки на стандарты и допуски производителя.

Дефектовка узлов
Осмотр деталей выполнен по регламенту. Измерения посадочных мест и наружных размеров произведены. Дефекты зарегистрированы в ведомости.
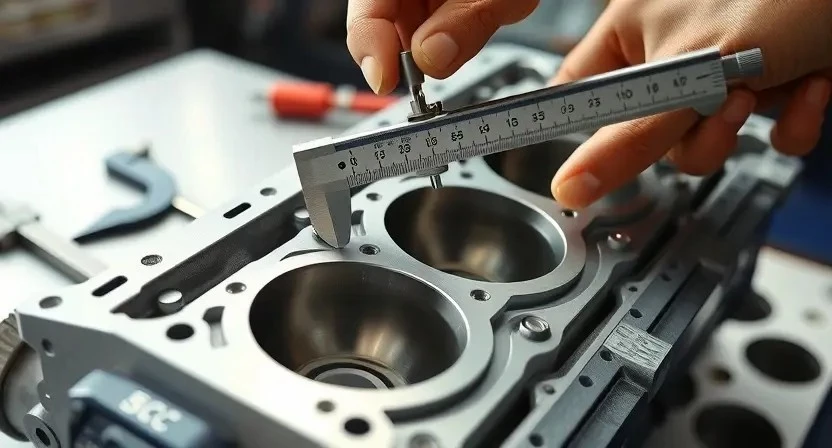
Методика определения износа и повреждений
Визуальный осмотр поверхности цилиндров, поршней, шатунов и крышек проводится при освещении не менее 1000 лк. Фиксация трещин и задиров производится фотопротоколом с указанием масштаба. Замеры толщины стенок и размеров поверхности выполняются микрометром и индикатором часового типа с точностью 0,01 мм. Измерение овальности цилиндров и износа направляющих клапанов осуществляется индикатором и щупами. Контроль поверхностей вкладышей осуществляется измерением радиального зазора по шейке коленвала с калибровкой прибора. Испытание на герметичность камер сгорания производится давлением 3–5 бар и фиксацией падения давления. Уровень износа поршневых колец определяется по свободному диаметру и эксцентриситету посадки. Проверка плоскостей сопряжения головки блока и блока цилиндров производится щупом и поверочной линейкой; величина перекоса фиксируется. Клеймение и маркировка дефектных деталей выполняются перед составлением ведомости дефектов для последующей оценки ремонтопригодности.
Параметры износа и допустимые отклонения
Установлены предельные значения износа для ключевых узлов двигателя 1.5 TFSI 150 л.с. (2017–н.в.). Измерение цилиндров производится по внутреннему диаметру; предельный износ цилиндра +0,25 мм от номинального допуска. Контроль поршневых колец проводится по зазору в замке: верхнее кольцо 0,20–0,40 мм, второе кольцо 0,25–0,50 мм, маслосъемное кольцо 0,30–0,60 мм. Ход юбки поршня не должен превышать 0,10 мм смещения относительно номинала. Радиальный зазор вкладышей коренных подшипников 0,020–0,040 мм; шатунных вкладышей 0,015–0,035 мм. Износ коленвала по диаметру шейки допускается до +0,08 мм. При превышении указанных величин производится составление дефектной ведомости и назначение операций по восстановлению или замене компонентов. Контроль направляющих клапанов и седел осуществляется по износу посадочной поверхности; износ, выраженный в утончении поверхности более чем на 0,5 мм, признается критическим.
Шлифовка и расточка блока
Проведение шлифовки плоскости блока и расточки цилиндров. Контроль размеров по чертежам. Выработка документации на допуски и технологию.
Технология обработки и контроль размеров
Определение объема обработки производится по ведомости дефектовки. Применение шлифовального и расточного оборудования устанавливается исходя из степени износа и конструктивных допусков. Измерение проводится индикатором, микрометром и нутромером с протоколированием значений. Обработке подлежат плоскость блока, цилиндровая поверхность и посадочные канавки. Уставленные допуски указываются в протоколе. Контроль состоит из последовательных операций: замер первоначального размера, черновая обработка, промежуточная проверка, окончательная обработка, приемочный замер. Отклонения сравниваются с таблицей допустимых величин, результаты вносятся в отчет.
Поршневая группа
Выбор поршней и колец производится по номиналу цилиндров. Замена выполняется с контролем зазоров. Балансировка шатуна производится по массе.
Выбор поршней, колец и комплектующих
Подбор поршней должен осуществляться по наружному диаметру цилиндра после измерения рабочей поверхности блока. Применение изделий с заводскими размерами допускается при сохранении допусков. При выявлении износа, деформации или задиров, подбор должен производиться по ремонтному размеру с учётом фрикционного зазора и сборочного натяга. Выбор комплектующих включает кольца с указанием профильного сечения, теплового зазора и материала покрытия. Вкладыши подбираются по посадочным диаметрам и по классу износа коленчатого вала. Применение сертифицированных деталей обязано документироваться. Контроль геометрии поршня и кольцевых канавок проводится инструментально. Подбор комплектующих фиксируется в ведомости с указанием номеров партий и габаритных параметров.
Шатунно-поршневая сборка
Сборка шатунно-поршневой группы производится по контрольным размерам. Балансировка коленчатого узла выполняется после установки комплектующих.
Сборка, балансировка и контроль зазоров
Сборка шатунно-поршневой группы производится по технической карте двигателя 1.5 TFSI 150 л.с. (2017–н.в.). Компоненты промыты и высушены. Посадочные места обработаны по калибру. Поршневые кольца установлены с соблюдением ориентировочных зазоров в замках. Вкладыши установлены с применением монтажных смазок, затяжка коренных и шатунных крышек выполнена моментами, указанными в нормативной документации.
Балансировка коленвала и шатунных сборок производится на специализированном стенде с доводкой масс по протоколу. Степень балансировки фиксируется в ведомости. Динамическая балансировка обеспечивает соответствие допустимым биениям.
Контроль зазоров включает измерение осевых люфтов коленвала, боковых зазоров поршней и кольцевых зазоров. Измерения выполняются щупами, микрометрами и индикаторами. Результаты сверяются с предельными значениями и фиксируются в акте приемки сборки.
Замена вкладышей коленвала
Демонтаж коленвала производится. Вкладыши заменяются по износу. Контроль посадочных мест и зазоров выполняется измерительными приборами.
Контроль посадочных мест и зазоров
Осмотр седел и опор производить до сборки. Измерение посадочных мест выполняется микрометром и калиброванными щупами для установления диаметра и радиальной биения. Замеры направляющих производятся индикатором часового типа при установке на оправку; фиксирование показаний в протоколе. Контроль прилегания седла клапана к рабочей поверхности осуществляется свечным методом с применением краски-определителя и последующим измерением площади соприкосновения. Оценка зазоров между вкладышем и шатунной шейкой производится набором щупов; сравнение с каталоговыми значениями. При выявлении отклонений выполняется расточка посадочного места или замена детали. Запись данных и отметка о применённых размерах в ведомости выполненных работ.

Работа с головкой блока цилиндров
Демонтаж ГБЦ производится по регламенту. Разборка клапанного механизма и направляющих. Замер плоскости. Испытание на герметичность и дефектовка.
Разборка ГБЦ, проверка седел и направляющих
Разборка головки блока цилиндров производится по регламенту производителя с фиксацией последовательности и положения крепежных элементов. Демонтаж компонентов сопровождается маркировкой для обеспечения соответствия при последующей сборке. Очистка выполняется без применения абразивов, исключающих повреждение поверхностей. Проверка седел клапанов выполняется измерением профильных параметров и глубины посадки. Контроль направляющих производится по внутреннему диаметру и контролю биения. Замеры фиксируются в протоколе. Оценка износа проводится сравнением с заводскими допусками. При превышении пределов производится замена деталей. Реконтные работы документируются с указанием применённых размеров и материалов.
Шлифовка и восстановление ГБЦ
Фрезеровка плоскости выполняется с контролем параллельности. Герметичность проверяеться методом вакуума. Направляющие восстанавливаются под размер.
Фрезеровка плоскости и проверка герметичности
Подготовка детали к фрезеровке производится очисткой рабочей поверхности и удалением остатков прокладки. Зажимная оснастка устанавливается для обеспечения соосности. Фрезеровка выполняется на станке с цифровым управлением при заданной чистоте поверхности и допусках на параллельность. Контроль толщины плоскости производится по заданным технологическим картам. После обработки поверхность обезжиривается и осматривается на наличие рисок и раковин. Герметичность проверяется методом гидростатического давления или вакуумного опрессования. Протечки фиксируются протоколом; дефектные зоны подлежат шлифовке и повторному испытанию. Запись параметров обработки в карту выполняется с указанием размера снятого слоя, шероховатости и результата опрессовки.
Сборка двигателя
Сборка производится по контрольным картам. Моменты затяжки фиксируются. Контроль зазоров и совмещение меток выполняются в последовательности операций;
Последовательность сборочных операций и момент затяжки
Сборка блока цилиндров производится по этапам. Установление коленчатого вала в постели осуществляется с контролем чистоты посадочных поверхностей. Установление вкладышей производится с проверкой радиальных зазоров. Установка шатунно-поршневой группы производится с соблюдением ориентации меток. Установка стопорных колец и компрессионных колец производится по номерам цилиндров. Черновая затяжка крышек осуществляется равномерно крест-накрест, затем выполняется контролируемая финальная затяжка по документированной программе момент-угол. Момент затяжки головки блока цилиндров проводится в три этапа с прогрессией усилия и предварительной развёрткой болтов. Применение динамометрического ключа и угломера обязательно. Контроль плоскопараллельности крышки и соответствие зазоров фиксируются в ведомости.
Обкатка и окончательная настройка
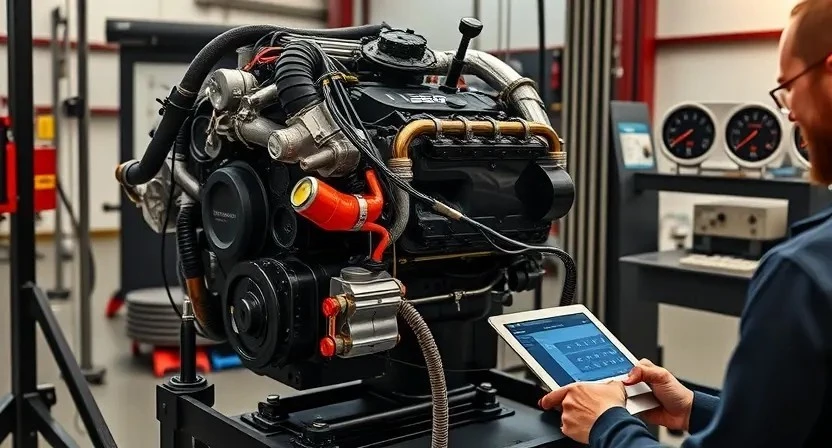
Программа обкатки включает поэтапный набор нагрузок, контроль температур и давлений, регулировки топливной подачи и угла опережения зажигания.
Программа обкатки, регулировки и контрольные замеры
Определение этапов обкатки проводится для восстановления рабочих характеристик после капитального ремонта двигателя 1.5 TFSI 150 л.с. (2017–н.в.). Время прогрева и режимы нагрузки указывается в технологической карте. Первичный запуск производится при минимальной нагрузке и средних оборотах до достижения рабочей температуры охлаждающей жидкости. Фиксация параметров выполняется по показателям давления масла, частоты вращения и температуре. Периодические холостые обороты чередуются с короткими участками движения под нагрузкой.
Регулировки производятся после первичных замеров. Выполняется корректировка угла опережения зажигания по данным диагностического сканера и адаптация системы впрыска по логам. Контрольные замеры компрессии и давления масла выполняются по установленной периодике, при этом допустимые отклонения фиксируются в отчёте. Завершение программы производится после стабилизации рабочих параметров в пределах заводских допусков.