

Описание услуги: ремонт двигателя Audi A5 2.0 TDI 204 л.с. (2019–н.в.). Диагностика, оценка состояния, измерения компрессии и давления масла.
Описание оказываемой услуги
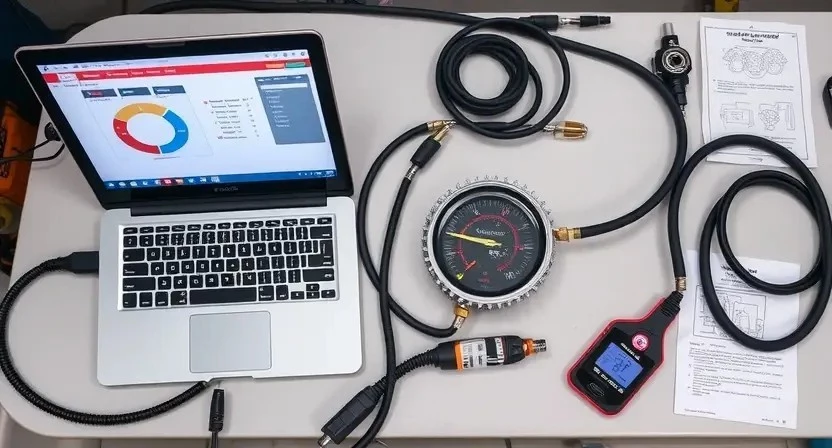
Предоставление комплексного ремонта двигателя Audi A5 2.0 TDI 204 л.с. (2019–н.в.) включает поэтапные операции, направленные на восстановление рабочих параметров агрегата. Диагностика выполняется с применением специализированного оборудования для считывания кодов неисправностей и анализа параметров системы управления двигателем. Оценка состояния производится путем инструментальных и визуальных замеров. Измерение компрессии проводится по каждому цилиндру с фиксацией результатов в протоколе. Измерение давления масла осуществляется в рабочем режиме с регистрацией пиков и падений.
Снятие двигателя производится с использованием подъемной техники, закрепление и маркировка элементов обязательны. Разборка осуществляется по узлам с документированием дефектов. Дефектовка проводится посредством контрольных замеров геометрии, магнитной и оптической инспекции. Шлифовка коленчатого вала выполняется на специализированном станке с указанием допусков. Расточка блока производится с последующим контролем параметров посадочных мест и цилиндров. Подбор поршней производится по размерам расточки и температурным коэффициентам. Замена шатунных вкладышей и поршневых колец производится с контролем зазоров и усилий затяжки. Ремонт головки блока цилиндров включает шлифовку плоскостей, проверку клапанных направляющих и замену уплотнений. Сборочные операции выполняются по регламенту завода-изготовителя с применением динамометрических ключей и смазочных материалов, указанных в технической документации. Обкатка проводится в несколько этапов с постепенным увеличением нагрузок и мониторингом давления масла, температуры и показателей топлива. Настройка окончательная производится посредством калибровки датчиков и адаптации блока управления с последующим функциональным тестированием на испытательном стенде.
Область применения
Применение услуги ограничено Audi A5 с двигателем 2.0 TDI 204 л.с. (2019–н.в.). Охват работ: диагностика, демонтаж, восстановление деталей.
Модель и диапазон выпуска
Обслуживание распространяется на автомобили Audi A5 с силовым агрегатом 2.0 TDI мощностью 204 л.с., выпущенные с 2019 года по настоящее время. Включение в диапазон произведено на основании кода двигателя, совместимости узлов и типоразмеров компонентов. Операции по диагностике и ремонту предусмотрены для базовой и модифицированных версий двигателя, отличающихся системами турбонаддува и впрыска топлива. Конфигурации с дополнительным оборудованием подлежат учёту при составлении сметы. Применение запасных частей должно соответствовать спецификациям производителя и эксплуатационной документации. Ограничения по кузовным вариантам и годам выпуска учитываются при планировании работ.
Цели обслуживания
Цель обслуживания: восстановление ресурса двигателя Audi A5 2.0 TDI 204 л.с.; обеспечить работоспособность, снизить износ, восстановить герметичность систем.
Определение ожидаемого результата
Определение ожидаемого результата включает количественные и качественные показатели восстановленного агрегата. Восстанавливаемая компрессия должна находиться в пределах заводских допусков для модели. Давление масла после обкатки должно соответствовать нормативным значениям при указанном температурном режиме и частоте вращения. Уровень вибраций и шумов после сборки должен соответствовать параметрам, зафиксированным при заводских испытаниях. Износ деталей после обкатки должен быть минимален, соответствие размеров и зазоров подтверждено протоколами измерений. Работа систем смазки и охлаждения подлежит функциональной проверке. Документация о выполненных операциях оформляется в отчет.
Подготовительные мероприятия
Осмотр документации и сервисной истории. Подготовка инструментов, диагностики и рабочего места. Обеспечение маркировки и упаковки деталей.
Ознакомление с историей обслуживания и документацией
Сбор данных истории обслуживания выполняется из сервисной книжки, электронных записей и каталогов. Фиксация проведённых операций производится в форме отчёта с указанием дат, пробега, заменяемых узлов и применённых деталей. Анализ записей выполняется для выявления повторяющихся отказов, несоответствий между симптомами и проведёнными работами, а также для сопоставления режимов эксплуатации с типичными дефектами. Выявленные расхождения документируются с указанием ссылок на оригинальные записи и технические бюллетени. Проверка соответствия номера двигателя, кода прошивки и серийных данных проводится посредством сверки с базой производителя. Результаты заносятся в протокол с указанием источников информации и даты формирования.
Первичная диагностика
Визуальная оценка состояния агрегатов выполнена. Фиксация течей, коррозии, уровня масла и состояния шлангов проведена. Замеры записаны.
Визуальная оценка состояния агрегатов
Осмотр производится внешнего корпуса двигателя, навесного оборудования и магистралей для выявления дефектов, утечек и механических повреждений. Кузовные и монтажные места осматриваются на предмет смещений и деформаций. Поверхности визуально обследуются на коррозию и трещины. Резьбовые соединения оцениваются по наличию обрыва и износа. Соединения трубопроводов и шлангов проверяются на признаки пропитывания маслом и охлаждающей жидкостью. Крепеж оценивается по целостности и следам перегрева. Электрические разъемы обследуються на окисление и повреждения изоляции. Рычаги и тяги осматриваются на люфт. Клапанные крышки снимаются при необходимости для визуального осмотра состояния каналов и привалочных поверхностей. Фиксация замечаний и фотодокументация выполняются для последующей дефектовки.

Инструментальная диагностика
Подключение диагностического сканера OBD-II. Считывание кодов. Фиксация параметров в реальном времени. Снятие логов для анализа топливной и форсунок.
Подключение диагностического оборудования и чтение кодов
Подключение диагностического оборудования производится к диагностическому разъему согласно электрической схеме автомобиля. Инициализация сканера выполняется в режиме чтения неисправностей двигателя и вспомогательных систем. Снятие кодов с блока управления осуществляется после установления связи и запроса списка ошибок. Коды ошибок регистрируются в отчете с указанием группы, параметра и времени фиксации. Определение повторяющихся кодов и кодов текущих событий выделяется отдельно. Считывание параметров в реальном времени выполняется с записью оборотов, давления топлива, температуры и показаний датчиков давления масла. Анализ кодов основан на таблице расшифровок производителя и верификация проводится по параметрам тяги и реакции педали акселератора. Протоколирование результатов производится с отметкой версии ПО блока управления и версии диагностического ПО.

Оценка компрессии
Измерение компрессии цилиндров проводится манометром. Фиксация значений по каждому цилиндру. Составление протокола с результатами.
Измерение компрессии по цилиндрам
Подготовка измерений включает постановку двигателя в рабочее положение, удаление свечей накаливания или форсунок, обеспечение доступа к цилиндрам. Применение манометра с подходящим адаптером производится к каждому цилиндру последовательно. Проворачивание коленчатого вала от стартера производится до достижения стабильного показания. Фиксация значения давления выполняется в килопаскалях или барах. Снятие результатов записывается в журнал диагностики с указанием номера цилиндра и времени измерения. Анализ полученных данных производится с учетом допустимого разброса между цилиндрами и абсолютного уровня давления.
Оценка масляного давления
Измерение давления масла производится манометром в рабочем режиме. Фиксация значений по оборотам и температуре. Оценка соответствия эталону.
Измерение давления масла в рабочем режиме
Подготовка системы: прогрев двигателя до рабочей температуры, отключение электронных ограничителей, обеспечение доступа к штуцеру для манометра. Подключение оборудования: использование манометра с диапазоном до 10 бар и калибровкой не хуже 1%. Подключение выполняться через штатный датчик или прямой штуцер на корпусе масляного фильтра. Измерения проводятся на холостых оборотах, при 2000 об/мин и при 3000 об/мин. Фиксация показаний производится после стабилизации в течение 30 с. Сопоставление результатов с паспортными значениями производителя. Оценка проведена с учетом температуры масла и вязкости.
Критерии допустимого состояния
Порог компрессии установлен: минимум 32 бар на цилиндр. Давление масла в рабочем режиме: не ниже 1,5 бар при 1000 об/мин.
Пороговые значения компрессии и давления
Значения компрессии по цилиндрам установлены для оценки технического состояния: минимальное давление 30 бар, нормальное давление 35–45 бар, разница между цилиндрами допускается до 10% от среднего значения. Давление масла на холостом ходу при рабочей температуре двигателя должно находиться в диапазоне 0,8–1,2 бар; при частоте вращения 2000 об/мин давление водыется на уровне 3,0–4,5 бар. Снижение компрессии или давления ниже указанных параметров рассматривается как основание для дальнейшей инструментальной диагностики и дефектовки компонентов. Фиксация показателей выполняется с применением поверенного оборудования и протоколируется в акте измерений.
Решение о демонтаже двигателя
Демонтаж назначается при снижении компрессии ниже порога, наличии металлической стружки в масле, превышении масляного давления допустимого диапазона.
Условия перехода к снятию агрегата
Принятие решения о демонтаже двигателя производится на основании задокументированных результатов диагностики и измерений. Фиксирование показаний компрессии по цилиндрам с превышением пороговых значений деформации или разброса, зарегистрированное падение давления масла за пределы установленного диапазона, выявление механических повреждений в камере сгорания, трещин или износа сопряженных поверхностей, сопровождается оформлением дефектного акта. Диагностические коды, подтверждающие поломку элементов управления или системы смазки, вносятся в протокол. Повреждения, приводящие к утечкам или смешению рабочих сред, считаются основанием для демонтажа. В случае несоответствия параметров заводским спецификациям или повторного выхода агрегата из рабочей зоны после временных ремонтов, принимается решение о снятии для проведения разборки и дефектовки. При наличии коррозионных изменений, задира в цилиндрах или сильного осевого биения коленчатого вала, демонтаж признаётся необходимым шагом перед выполнением восстановительных операций.
Снятие двигателя
Подготовка места и инструмента выполнена. Обесточивание электрической сети и слив рабочих жидкостей произведены. Крепления разгружены, двигатель демонтирован.
Подготовка места и последовательность работ по демонтажу
Рабочее место должно быть организовано для снятия двигателя Audi A5 2.0 TDI 204 л.с. (2019–н.в.). Подготовка включает освобождение зоны подъемника, маркировку электрических разъемов и топливных магистралей, изъятие элементов мешающих демонтажу. Пространство оборудуется осветительными приборами и набором инструментов, адаптированным под модель. Контейнеры для мелких деталей нумеруются, используются пломбы для закрытых гидравлических соединений. Поддон для слива масла и охлаждающей жидкости должен быть установлен перед началом работ.
Крепежные элементы двигателя подготавливаются к поэтапному откручиванию. Подсоединенные к блоку агрегаты обесточиваются, топливная система переводится в безопасное состояние. Снятие воздуховода и выхлопной системы производится в последовательности, обеспечивающей доступ к опорам мотора. Подвесные точки двигателя отмечаются и центрируются при помощи подъёмного крюка. Фиксация коробки передач к раме выполняется перед разгрузкой мотора из моторного отсека.
Последовательность разборочных операций по узлам
Определение объема работ производится на основании предварительной документации и диагностических протоколов. Демонтаж навесных агрегатов выполняется поэтапно: снятие впуска и выпуска, удаление топливной аппаратуры, отсоединение электропроводки и трубопроводов. Снятие головки блока производится после маркировки положения фаз газораспределения и фиксации распределительных валов. Разборка ГБЦ включает извлечение клапанов, направляющих и седел с обязательной фиксацией дефектов. Снятие поршневой группы производится последовательным извлечением шатунов с маркировкой цилиндров. Коробчатые элементы подшипников демонтируются с фиксацией износа. Коленчатый вал вынимается после удаления опорных крышек. Все снятые детали подлежат промывке, маркировке и передаче на дефектовку.

Дефектовка компонентов
Осмотр узлов выполнен по регламенту. Фиксация дефектов производится в журнале. Замеры геометрии, контроль износа и повреждений зафиксированы.
Методика осмотра и фиксирования дефектов
Осмотр поверхности деталей выполняется при освещении не менее 1000 люкс. Контроль плоскостей головки блока и блока цилиндров производится измерительными щупами и индикатором с точностью 0,01 мм. Дефекты поршней фиксируются фотографированием и занесением в журнал с указанием номера цилиндра и типа повреждения. Кривизна коленчатого вала определяется на контрольной стойке с индикатором часового типа. Износ втулок и вкладышей определяется микрометром и нутромером с фиксацией размеров. Повреждения масляных каналов регистрируются описанием и схемой расположения. Трещины обнаруживаются методом окрашивания проникающим красителем или магнитопорошковой дефектоскопией с протоколом испытаний. Результаты измерений вносится в бланк дефектовки с указанием допусков и рекомендованных ремонтных операций.

Шлифовка коленчатого вала
Подготовка вала к шлифовке выполнена. Шлифование производится по размерам ремонтных шеек. Контроль биения и шлифповерка фиксируются в отчёте.
Подготовка и проведение шлифовальных операций
Оборудование подготавливается к шлифовке коленчатого вала: контроль чистоты, замена абразивного круга при износе, закрепление концевых опор. Детали очищаются от загрязнений и масляных пленок. Замеры геометрии выполняются до обработки: биение шейки, микронные отклонения регистрируются. Шлифование производится в несколько проходов с увеличением точности. Охлаждающая жидкость подается непрерывно для предотвращения термической деформации. Контроль поверхности осуществляется после каждого прохода: шероховатость и радиусы анализируются. Допуски восстанавливаются до заводских параметров. После шлифовки выполняется балансировка и окончательная протирка деталей. Запись параметров шлифовки в отчет производственной документации.
Расточка блока цилиндров
Расточка выполняется по измеренным параметрам цилиндров. Контроль геометрии проводится после каждой ступени. Очистка рабочих поверхностей обязательна.
Контроль параметров после расточки
Проверка геометрии цилиндров производится после расточки блока. Измерения внутреннего диаметра выполняются по поверхности каждого цилиндра с использованием микрометра и нутромера для определения овальности и конусности. Снятие замеров производится в трех при высотах: верхняя, средняя, нижняя зоны гильзы. Фиксация данных производится в табличной форме с указанием допуска завода-изготовителя. Измерения цилиндров сверяются с номинальными размерами и допускается величина отклонения, указанная в технической документации. Измерение соосности штатным инструментом отображает необходимость дополнительных операций. Качество абразивной обработки определяется по шероховатости поверхности; значение должно соответствовать регламенту. Контроль масляных каналов осуществляется визуально и инструментально; проходимость подтверждается проточной проверкой. После измерений выдается заключение о пригодности блока к сборке, включая перечень восстановительных операций и рекомендованные допуски для подбора поршней и вкладышей.
Подбор и установка поршней
Подбор по диаметру и компрессионному объему; Измерение посадочных мест. Установка с соблюдением монтажных допусков и нанесением меток.
Критерии подбора и монтажные допуски
Подбор поршней производится по внутреннему диаметру расточенного цилиндра и по массе с допуском, указанным в технической документации для модели Audi A5 2.0 TDI 204 л.с. (2019–н.в.). Подбор вкладышей производится по посадочным местам коленчатого вала и по калиброванной толщине, обеспечивающей рабочий масляный зазор. Подбор поршневых колец производится по наружному диаметру поршня и по ширине канавок с учетом тепловых зазоров. Монтажные допуски на шейки коленчатого вала и вкладыши определяются из таблицы предельных размеров. Допуск радиального биения поршня в цилиндре должен соответствовать паспортным значениям. Затяжка шатунных болтов производится с моментом, указанным в регламенте, с контролем остаточной деформации. Контроль размеров и зазоров производится измерительными инструментами с поверкой.

Замена шатунных вкладышей и поршневых колец
Замена вкладышей и колец производится по результатам дефектовки. Измерения зазоров проводятся, монтажные размеры фиксируются в акте.
Последовательность замены и контроль зазорных параметров
Подготовка объекта к разборке производится в рабочей зоне с фиксированными инструментами и измерительным оборудованием. Демонтаж поршней и шатунных крышек осуществляется по порядку, с маркировкой каждого узла для сохранения взаимного расположения. Замена поршней, шатунных вкладышей и колец выполняется комплектно, с подбором деталей по заводским размерам. Контроль осевых и радиальных зазоров производится микрометром, щупом и индикатором часового типа; Замер масляных канавок и толщины компрессионных колец фиксируется в протоколе. Шатуны центрируются на оправке. Контроль торцового зазора поршневого пальца осуществляется клиновым методом и измеряется нутромером. После сборки проводится первый статический прогрев, после чего повторный замер зазоров выполняется для подтверждения соответствия допускам.
Восстановление головки блока цилиндров (ГБЦ)
Шлифовка плоскостей; Проверка трещин ультразвуком. Замена клапанов, направляющих и седел. Испытание герметичности под давлением.
Шлифовка, проверка плоскостей и замена элементов
Проведение шлифовальных операций на головке блока цилиндров выполняется после дефектовки. Плоскость ГБЦ измеряется на контрольном столе с применением индикатора и щупов. Занижение или выступание плоскости фиксируется и документируется. Шлифовальная обработка производится по допустимым материалосъёмным нормам. Контрольный замер после шлифовки обязателен для подтверждения соответствия допусков. Замена седел клапанов и направляющих производится при превышении износа по нормативам. Притирка клапанов проводится при необходимости восстановления герметичности камер сгорания. Прокладки и болты крепления подлежат замене однократно при каждой сборке. Антикоррозионная обработка контактных поверхностей выполняется перед установкой. Запчасти поставляются по каталожным номерам, соответствие подтверждается маркировкой и документами поставки. Проверка герметичности головки выполняется под давлением, протяжка болтов осуществляется по заданной схеме с контролем момента затяжки и фиксацией в отчёте.
Сборка двигателя
Сборка производится по этапам: установка коленвала, шатунов, поршней, ГБЦ. Контроль зазоров. Затяжка болтов по моментам и очередности.
Последовательность сборочных операций и затяжки крепежа
Сборка двигателя производится по этапам, обеспечивающим контроль геометрии и консервацию поверхностей. Установка коленвала выполняется с применением оправок для центровки; фиксация вкладышей выполняется с контролем зазоров посредством щупов и микрометра. Поршни монтируються с маркировкой положения; кольца размещаются в пазах с учётом направления замков. Шатунные крышки устанавливаются с применением новых болтов, затяжка производится в несколько этапов по схеме крест-накрест с преднатягом и последующей динамометрической доводкой. Головка блока позиционируется по меткам; болты ГБЦ заменяются. Затяжка головки выполняется в последовательности, указанной заводом, с контролем момента и угла доворота, измерения фиксируются в акте сборки.
Обкатка двигателя
Обкатка производится в два этапа: холостой режим для стабилизации смазки. Нагрузочный режим при поэтапном увеличении оборотов с мониторингом параметров.
Режимы обкатки и мониторинг параметров
Обкатка двигателя проводится в несколько этапов с фиксированными режимами работы. Первый этап предусматривает прогрев до рабочей температуры при минимальной нагрузке. Второй этап предусматривает переменный режим оборотов без длительных удержаний высоких нагрузок. Третий этап предусматривает постепенное увеличение нагрузки и продолжительность работы на средних оборотах для приработки колец и вкладышей.
Мониторинг параметров выполняется непрерывно. Контроль давления масла производится манометром с записью в журнал. Измерения компрессии фиксируются после остывания до заданной температуры. Температура охлаждающей жидкости регистрируеться сенсором. Частота вращения мотора снимается осциллографом. Параметры выбросов фиксируются анализатором. Отклонения зафиксированных значений от паспортных величин приводят к повторной диагностике. Отчёт о проведённых операциях оформляется в виде протокола с указанием режимов, времени и измеренных показателей.
Калибровка систем и итоговая функциональная проверка
Калибровка систем производится после сборки двигателя и завершения обкатки. Электронные блоки управления подвергаются адаптации по заводским параметрам. Параметры впрыска топлива синхронизируются с датчиками давления и температуры. Системы турбонаддува подлежат регулировке управляющего сигнала в соответствии с эталонными кривыми. Система рециркуляции газов настраивается на значения обратного давления в выпуске. Приводной ремень навесных агрегатов натягивается по заданному моменту. Ход клапанов подлежит контрольным измерениям и при необходимости регулируется посредством регулировочных элементов. Система смазки проверяется на отсутствие гидравлических утечек. Динамическая проверка выполняется на стенде при различных режимах нагрузки. Считывание кодов неисправностей производится с регистрацией результатов. Протокол испытаний оформляется с указанием измеренных величин, допусков и заключения о готовности агрегата к установке.