
Предоставляется комплекс работ по диагностике и ремонту двигателя Audi Q2 1.0 TFSI 110 л.с.: оценка, измерения, демонтаж, дефектовка, ремонт, обкатка.
Область применения услуги
Оказание комплекса работ по ремонту двигателей допускается для автомобилей Audi Q2 с бензиновым мотором 1.0 TFSI мощностью 110 л.с., выпуска 2016–2024 годов. Рабочий спектр включает диагностику неисправностей двигателя, оценку эксплуатационного состояния узлов и агрегатов, измерение компрессии в цилиндрах, измерение давления масла при различных режимах, демонтаж силового агрегата, разборку корпуса двигателя, дефектовку с фиксированием дефектов и замеров, шлифовку коленчатого вала и расточку блока цилиндров в границах заводских допусков, подбор и замену поршней, поршневых колец, коренных и шатунных вкладышей, зачистку и притирку седел клапанов при восстановлении головки блока цилиндров, замену направляющих и сальников, выполнение сборочных операций с контролем моментов затяжки и нанесением монтажной смазки, осуществление обкатки отремонтированного двигателя по заданной программе с фиксированием рабочих параметров, регулировку угла опережения зажигания и соответствующих параметров впрыска при необходимости. Операции распространяются на единичные и серийные случаи ремонта при наличии документации производителя и доступности необходимых запасных частей.

Общее описание двигателя
Описывается бензиновый турбированный двигатель 1.0 TFSI 110 л.с., три цилиндра, прямой впрыск, цепной привод ГРМ, алюминиевый блок, система охлаждения интегрирована.
Технические характеристики 1.0 TFSI 110 л.с.
Объем рабочего пространства цилиндров указан как 999 см³. Мощность двигателя заявлена 110 лошадиных сил при определенном диапазоне частот вращения. Крутящий момент фиксируется 200 Н·м с отметкой пикового значения на кривой момента. Конфигурация цилиндров ⸺ рядная, количество цилиндров ⎼ 3. Степень сжатия указана в спецификации производителя. Система наддува представлена турбонаддувом с интеркулером. Система питания топливом реализована через непосредственный впрыск с последовательным распределением сигнала. Газораспределительный механизм оснащен фазовым регулированием. Ход поршня и диаметр цилиндра указаны в ремонтной документации. Масса силовой установки приведена в каталоге узлов.
Предварительная информация
Представлены входные данные: VIN, пробег, сервисная история. Приведены допустимые допуски, оригинальные спецификации и схема разборки для 1.0 TFSI.
Документация по бслуживанию и спецификации
Предоставление нормативной документации по двигателю Audi Q2 1.0 TFSI 110 л.с. включает каталоги деталей, электрические схемы, таблицы допустимых зазоров, параметры натяжения болтов и допуски посадочных поверхностей. Технические паспорта содержат последовательности операций при снятии и установке агрегата, рекомендации по моментам затяжки, спецификации смазочных материалов и рекомендационные значения рабочих температур. Сервисные бюллетени регламентируют обновления программного обеспечения блока управления и модификации конструкции. Подлинные чертежи используются для определения размеров поршневой группы и коленвала. Распечатки спецификаций прилагаются к заказ-наряду. Инструкции по измерениям давления масла и компрессии включают методики калибровки приборов и требования к подготовке двигателя к замерам. Сертификаты на запасные части и сопроводительная документация включены в комплектацию ремонта.»>

Подготовка рабочего места
Организация пространства: выделение зоны, очистка поверхности, защита от загрязнений. Инструменты и подъёмное оборудование размещены по плану.
Инструменты и оборудование
Перечень инструментов и оборудования оформлен для выполнения комплексного ремонта двигателя Audi Q2 1.0 TFSI 110 л.с. Оборудование для диагностики: сканер с поддержкой протоколов производителя, измерительный стенд для давления масла, прибор для измерения компрессии с адаптерами для свечных отверстий. Подъёмно-транспортные механизмы: автомобильный подъёмник, кран для снятия двигателя, опоры для агрегата. Ручной инструмент: динамометрический ключ с набором моментных значений, набор головок, воротков и трещоток. Слесарное оснащение: набор оправок, съемников, приспособлений для фиксации распредвала и коленвала. Станочное оборудование: токарный станок для расточки и шлифовки коленвала, расточной станок для блока цилиндров, шлифовальный станок для ГБЦ. Контрольно-измерительные приборы: микрометры, щупы, индикаторы часового типа, калибры посадочных мест. Оборудование для мойки и обезжиривания деталей: ультразвуковая ванна, моечный стенд. Система хранения и маркировки деталей: контейнеры с маркировкой, набор бирок, регистрационные журналы работ и отчетная документация.
Проедура приема автомобиля
Фиксация данных производится при приемке: VIN, пробег, признаки неисправности. Оформление заказа-наряда. Внесение видимых повреждений в акт.
Фиксация данных и история эксплуатации
Регистрация сведений о транспортном средстве производится при приеме. Вносится идентификационный номер, пробег по одометру, дата выпуска и комплектация двигателя. Фиксация текущих симптомов неисправности выполняется с привязкой к режимам работы: холодный запуск, прогрев, холостой ход, нагрузка. Операционная карта заполняется с указанием сроков предыдущего обслуживания, замен масел и фильтров, использования присадок, фактов перегрева и аварийных ситуаций. Внесение кодов ошибок и скриншотов диагностических параметров обеспечивается с пометкой времени и условиями измерения. Документы по гарантийному обслуживанию прикладываються к делу. Оригинальные сервисные записи, накладные на комплектующие и акты выполненных работ копируются и архивируются. Обозначение предполагаемых вмешательств указывается в заявке на ремонт.
Диагностика электрооборудования
Считывание ошибок выполняется адаптированным сканером; Анализ сигналов датчиков производится. Проверка цепей питания и массы выполняется по регламенту.
Считывание кодов неисправностей и параметров
Подключение диагностического оборудования к разъему OBD производится для получения данных ECU двигателя и вспомогательных модулей. Считывание кодов неисправностей выполняется в полном объеме с фиксацией статуса, времени появления и условий запуска. Параметры работы считываются в реальном времени: давление наддува, положения датчика массового расхода воздуха, угол опережения зажигания, температура охлаждающей жидкости, обороты холостого хода, значения коррекций топлива по цилиндрам. Синхронизация данных производится с сохранением логов. Анализ кодов проводится по классификации: текущие, сохраненные, предыдущее состояние. Ошибки приводятся с кодами и возможными причинами. Протоколирование результатов выполняется в сервисной карте.
Визуальная и функциональная оценка состояния
Осмотр узлов выполнен: выявлены утечки, коррозия, дефекты креплений. Функциональное тестирование выполнено: параметры соответствуют допускам или зафиксированы отклонения.
Осмотр компонентов, проверка утечек и соединений
Визуальный осмотр выполняется по плану: оценка состояния впускной системы, масляных магистралей, топливных трубопроводов и охлаждающих патрубков. Соединения осматриваются на предмет коррозии, механических повреждений и ослабления хомутов. Уплотнения проверяются на наличие трещин, деформаций и следов масляных пятен. Электрические разъемы исследуются на признаки окисления, повреждения контактных дорожек и ненадёжного замыкания. Крепления навесных агрегатов контролируются по моментам затяжки согласно спецификации. В местах стыков фиксируются следы проникновения рабочих жидкостей, указывающие на внутренние утечки. Протечка охлаждающей жидкости определяется по изменению уровня и цветовой индикации. Давление в топливной магистрали контролируется при статическом положении. Воздухоотводные каналы исследуются на предмет засоров и нарушений прохода. Защита проводки оценивается на сохранность изоляции. Фиксация выявленных дефектов выполняется в форме отчёта с указанием места, характера повреждения и требуемой операции для устранения.
Измерение компрессии в цилиндрах
Подготовка: цилиндры выводятся на ВМТ, свечи извлекаются. Измерение производится манометром на каждом цилиндре. Результаты фиксируются в протоколе.
Подготовка к измерению и методика проведения
Подготовка включает блокирование запуска, отключение подачи топлива и снятие катушек зажигания. Обеспечение доступа к свечным отверстиям и удаление масла с поверхности выполняется перед установкой манометра. Используемый инструмент должен соответствовать стандарту для бензиновых двигателей с непосредственным впрыском. Калиброванный компрессометр подготавливается с адаптером, совместимым с резьбой свечных отверстий. Контроль давления в системе смазки производится отдельно манометром высокого давления. Роторный вал фиксируется в положении верхней мертвой точки цилиндра первого порядка для единообразия замеров. Проводится последовательное измерение по всем цилиндрам через одинаковый интервал вращения стартера. Усреднение результатов производится по трём замерам на цилиндр. Фиксируются пиковые значения и время нарастания давления. Отклонения от нормативов классифицируются по установленным критериям. Документирование результатов выполняется с использованием формата, включающего идентификатор автомобиля, номер двигателя и дату проведения работ.

Анализ результатов компрессии
Сравнение измеренных значений с заводскими допусками произведено. Отклонения по цилиндрам зафиксированы. Дальнейшее решение основывается на результатах.
Критерии оценки и дальнейшие решения
Оценка проводится на основе результатов измерений компрессии и давления масла, визуальной дефектовки и лабораторных измерений размеров деталей. Критерии пригодности цилиндров определяются по величине утечки и разнице показателей между цилиндрами. Допуск на компрессию считается в пределах паспортных значений и норм колебаний. Давление масла сопоставляется с нормами при холостом и рабочем режиме. Износ коренных и шатунных вкладышей определяется по зазору при измерении микрометром и щупом.
Решение о ремонте принимается по совокупности признаков: превышение износа по посадочным поверхностям, наличие трещин на ГБЦ или блоке, критические износы колена. При установлении дефектов, допускающих восстановление, определяется объем механической обработки: расточка цилиндров, шлифовка коленвала, планировка ГБЦ. При обнаружении повреждений, исключающих восстановление, предусмотрена замена агрегата или замена отдельных узлов с применением новых компонентов.
Оформление заключения выполняется с указанием измеренных величин, принятых решений и перечня работ с детализацией необходимых комплектов запасных частей и смазочных материалов.
Измерение давления масла
Измерение производится манометром на холодном и прогретом двигателе. Фиксация показаний в паспорте работ. Оценка по заводским допускам.
Методика измерения при разных режимах работы
Подготовка стенда и измерительного оборудования производится в соответствии с техническими требованиями. Запуск двигателя выполняется до рабочей температуры охлаждающей жидкости 90–100°С. Измерения давления масла проводятся при холостом ходе, под нагрузкой и на повышенных оборотах. Для холостого хода фиксирование показаний производится после стабилизации давления в течение 30 с. При нагрузочном режиме создаётся имитация нагрузки посредством регулятора, показания регистрируются на установившемся значении оборотов. Для измерения при повышенных оборотах фиксирование производится на 3000–3500 об/мин, выдержка 10 с. Измерительная аппаратура калибруется перед каждым циклом. Применение манометров с погрешностью не более 1,5% и адаптеров, совместимых с резьбовыми соединениями, обеспечивает корректность данных. Ведение протокола измерений производится в печатном виде с указанием режима, температуры, давления и времени замера. При расхождении данных с нормативами производится повторный замер с записью возможных факторов погрешности.
Интерпретация показателей давления масла
Отклонение давления от номинала трактуется как износ масляной системы или засорение фильтра. Фиксация значений выполняется при разных режимах.
Определение износа масляной системы
Проведение оценки износа масляной системы осуществляется путем комплексного измерения давления масла и анализа состояния фильтрующих элементов. Пробы масла отбираются из сливного отверстия для лабораторного анализа на содержание металлов и крупных примесей. Давление масла фиксируется манометром на холостом ходу, при прогреве и на нагрузочных оборотах. Результаты сравниваются с нормативными значениями производителя. Осмотр маслонасоса включает проверку шестерен, осевых зазоров и корпуса на наличие деформаций. Фильтр и сетчатый уловитель осматриваются на предмет засорения и механических повреждений. Оценка микроскопических износов производится по содержанию железа, алюминия и меди в образцах. При превышении пороговых значений проводится дефектовка элементов масляной магистрали. Состояние масляных каналов оценивается визуально после частичного демонтажа; при необходимости выполняется прочистка и восстановление геометрии каналов специализированным инструментом. Результаты оформляются в виде отчета с указанием измеренных значений и заключением о годности системы для дальнейшей эксплуатации или необходимости ремонта.
Решение о демонтаже двигателя
Основание для демонтажа составлено на результатах диагностики: критические отклонения компрессии или давления масла, механические повреждения, повторные ошибки.
Условия и основания для снятия агрегата
Определение необходимости демонтажа производится по результатам измерений и визуальной оценки. При разнице компрессии более 25 % между цилиндрами или при абсолютных значениях ниже эксплуатационных пределов фиксируется основание для снятия. При давлении масла ниже паспортных значений на холостом ходу и при повышенном расходе масла выполняется оценка целесообразности демонтажа. При обнаружении металлических включений в масле, сильном задире на вкладышах или износе поверхности коленвала производится решение о демонтаже. При деформации блока, трещинах головки или разрушении направляющих клапанов назначается снятие агрегата для дефектовки. При несоответствии геометрии каналов охлаждения и масляных каналов допустимым допускам проводится демонтаж. При невозможности восстановления параметров в условиях стапеля назначается снятие для проведения расточки, шлифовки и замены изношенных деталей.
Снятие двигателя
Подготовка места. Отключение аккумулятора и систем. Демонтаж навесного оборудования. Отсоединение коммуникаций. Подъём агрегата краном. Фиксация на столе.
Последовательность операций при демонтаже
Идентификация автомобиля и фиксация VIN, модели и комплектации. Отключение источников питания, отсечение клемм аккумулятора. Слив рабочих жидкостей: охлаждающей, моторного масла, при необходимости трансмиссионной. Маркировка и фотографирование коммуникаций для последующей сборки. Снятие периферийных узлов: воздухозаборник, воздушный фильтр, впускной коллектор, выпускной тракт. Отсоединение топливной магистрали и разъёмов электрооборудования. Демонтаж навесных агрегатов: генератор, стартер, кондиционер. Снятие приводов и карданного вала при наличии. Подготовка к вывешиванию двигателя: установка траверсы и точек крепления; Отсоединение моторных подушек и крепежных болтов. Вывешивание и опускание узла из моторного отсека. Транспортировка агрегата к рабочему месту для разборки.
Разборка силового агрегата
Разборка выполняется поэтапно. Маркировка деталей производится. Болты и соединения удаляются последовательно. Компоненты укладываются по группам.
Маркировка деталей и порядок разборки
Обозначение деталей производится при первичной фиксации состояния узла. Каждый съемный элемент маркируется уникальным идентификатором. Метки наносятся на корпусные поверхности и на упаковку для хранения. Для болтов и шпилек применяется последовательная нумерация с указанием позиции в сборке. Маркировка дополнительно фиксируется в журнале работ с указанием момента демонтажа и фотографической документации. Разборка выполняется по этапам: снятие вспомогательных агрегатов, отсоединение магистралей, удаление крепежа, извлечение частей в порядке уменьшения доступа. По ходу операций производится упаковка деталей в защитную тару с проставлением соответствующих кодов. Хранение промаркированных компонентов организуется по контейнерам с разделением по функциональным группам. Контроль соответствия маркировки документам производится при каждом перемещении компонентов.

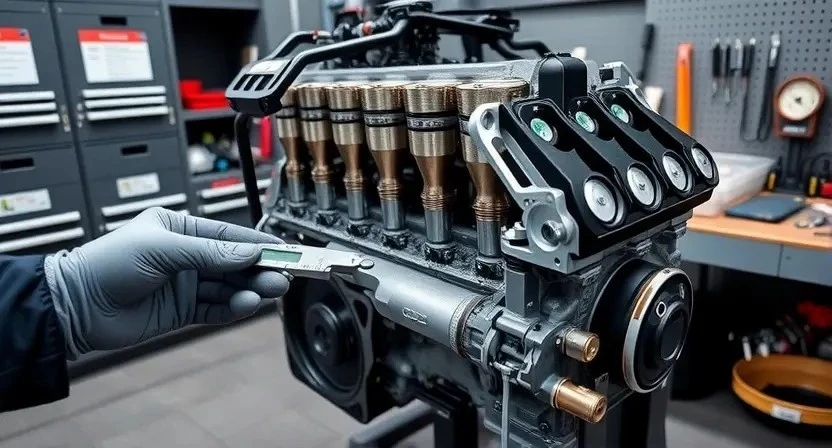
Дефектовка основных компонентов
Проведение дефектовки: оценить поршни, кольца, вкладыши, шатунные шейки. Зафиксировать износы, задокументировать зазоры и допуски для решения.
Критерии годности поршней, коленвала, вкладышей
Оценка износа поршней производится по задиру стенок, деформации юбок и состоянию канавок под маслосъёмные кольца. Измерение диаметра поршня и цилиндра сопоставляется с заводскими допусками. Фрикционные следы подвергаются документированию. Рекомендации по замене выносятся при превышении допустимых размеров износа или при обнаружении трещин.
Контроль коленвала выполняется по биению шеек и овальности шеек. Замер микрометром и индикатором сравнивается с паспортными значениями. Признаки усталости металла, задиры и риски фиксируются. При нарушении шероховатости или при наличии выработки принимается решение о шлифовке или замене.
Оценка вкладышей осуществляется по зазору между шатунной шейкой и вкладышем, по следам выработки и по целостности маслосъёмного слоя. Измерение зазора производится набором щупов. При превышении предельного зазора вкладыши подлежат замене.

Оценка состояния головки блока цилиндров
Проверка поверхности на трещины и коррозию. Контроль зазорных посадок направляющих клапанов. Измерение плоскостности и износа седел клапанов.
Проверка трещин, посадочных поверхностей и направляющих
Визуальный осмотр головки блока цилиндров и прилегающих поверхностей производится при чистой поверхности с применением контрольного освещения. Контроль предусматривает оценку наличия трещин в каналах охлаждения и камерах сгорания. Магнитопорошковая дефектоскопия применяеться к чугунным деталям; капиллярный контроль применяется к алюминиевым поверхностям. Замеры плоскостности посадочных поверхностей выполняются щупом с калиброванной линейкой вдоль и поперёк. При отклонении плоскости от нормы фиксирование параметра и переход к шлифовке; Направляющие клапанов измеряются на износ инструментом для внутреннего диаметра с выставлением допустимых пределов по техническим спецификациям мотора 1.0 TFSI. При выявлении износа отмечается необходимость замены отдельных направляющих или головки в сборе. Дополнительное обследование каналов смазки предусматривается при обнаружении задиров или эрозии.

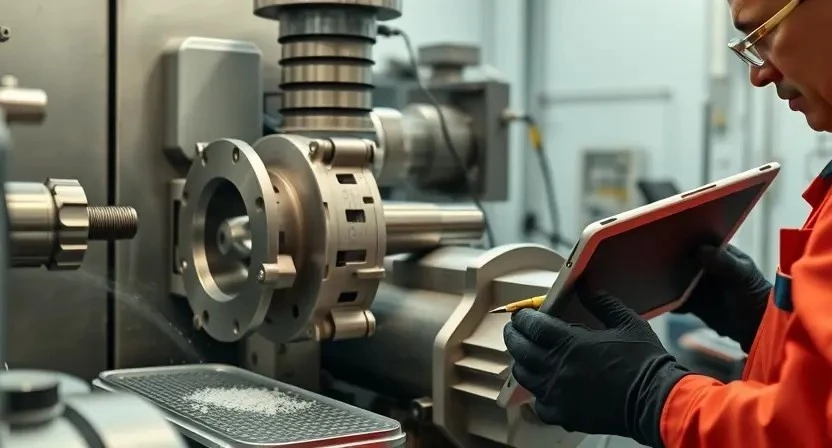
Шлифовка и расточка блоков и коленвала
Шлифовка поверхности блока выполняется до заданной плоскостности. Расточка цилиндров производится по ремонтным размерам. Балансировка коленвала проводиться отдельно.
Технические параметры обработки и допуски
Указание рабочих размеров и предельных отклонений для шлифовки и расточки цилиндров, обработки коленвала и поверхности блока. Обозначение номинальных диаметров цилиндров, шагов расточки и размеров посадочных мест вкладышей производится в соответствии с паспортными данными двигателя 1.0 TFSI 110 л.с. Предусмотрены три ремонтных размера цилиндров с указанием предела износа. Зазоры вкладышей коленвала заданы в таблице допусков для шатунных и коренных опор. Величины хонингования и шероховатости поверхностей определены количественно. Обработка поверхности головки блока допускает планировку до значения, при котором сохраняется плоскостность в пределах установленного предела. Сопряжения поршень-цилиндр фиксируются по посадочным диаметрам, кольцам задаются минимальные высоты и зазоры. Контроль параметров производится измерительными приборами с поверкой.
Замена поршней, колец и вкладышей
Подбор деталей по номерам. Демонтаж шатунно-поршневой группы. Очистка посадочных поверхностей. Установка новых колец и вкладышей с зазором. Обезжиривание.
Подбор комплектующих и требования к установке
Подбор комплектующих производится по идентификационному коду двигателя и каталожным номерам производителя. Оригинальные детали предпочтительны при восстановлении рабочих параметров. Для поршней и колец указывать допуски по диаметру и натягу. Вкладыши подбираются по размерной группе, отмеченной на коробке. Прокладки головки блока заменяются только новыми, с указанными фрикционными и толщинными характеристиками. Болты крепления коленчатого вала и ГБЦ использовать с контролем момента затяжки и угла поворота. Масляный насос подлежит проверке на подачу до установки. Использование уплотнений с температурной и маслостойкой маркировкой. Все комплектующие подлежат сопроводительной документации и сертификации.
Ремонт или замена головки блока цилиндров
Диагностика головки выполнена. Возможна шлифовка посадочных поверхностей, замена седел клапанов, направляющих и сальников. Сборка по допускам.
Процедуры шлифовки, планировки и замена сальников
Подготовка поверхности головки блока цилиндров производится до монтажа на станок строгой очисткой от отложений и герметика. Замеры плоскостности выполняются индикатором и плитой контрольной с фиксацией значений в протоколе. Шлифовка проводится абразивным кругом с использованием охлаждающей жидкости; контроль шероховатости поверхности осуществляется профилометром. Планировка посадочных поверхностей производится с учётом заводских допусков и указанных в спецификации параметров; величины снятого металла фиксируются в документации. Замена сальников производиться комплектно на валу коленчатого вала и распредвала; применяются изделия по каталожным номерам производителя. Монтаж новых уплотнений осуществляется на прогретую поверхность с нанесением герметизирующего состава по нормам завода. После обработки выполняется контроль герметичности под давлением и повторная поверка плоскостности. Результаты работ оформляются актом с указанием измерений и применённых материалов.
Сборка двигателя
Сборка производится по контрольным процедурам: установка коленвала, вкладышей, поршней с кольцами, головки, торцевые моменты динамометрические соблюдены.
Последовательность установки узлов и применения смазки
Установка коленчатого вала производится в корпус блока с соблюдением технологической очередности. Шарикоподшипники вкладышей запрессовываются и фиксируются по меткам. Нанесение смазки моторного типа производится точечно на шейки и вкладыши перед монтажом поршней. Поршни вставляются с кольцами в поршневой кольцевой компрессор, посадка цилиндров осуществляется без перекосов. Головка блока закрепляется с использованием новой прокладки, момент затяжки указывается в технической карте. Вал распределительный устанавливается с нанесением масляной пленки на опоры. Болты крепления подвергаются контролю угловой затяжки. Проверка люфтов и свободного вращения осуществляется после сборки.
Обкатка после ремонта
Обкатка проводится в три этапа: прогрев на холостом ходу, постепенное увеличение нагрузки, контроль параметров давления и температуры двигателя.
Режимы работы и фиксирование параметров в процессе
Обкатка производится по режимам, задаваемым разработчиком двигателя. Фиксация параметров выполняется при холодном пуске, при прогреве до рабочей температуры, при холостом ходе и при нагрузочных режимах. Измерение давления масла регистрируется при каждой фазе работы. Снятие данных параметров с диагностического адаптера и перенос в отчет выполняются цифровой записью. Промежуточные значения компрессии фиксируются после прогрева и после серии рабочих циклов. Температурные профили фиксируются в журнале с указанием времени и оборотов. Отклонения от нормы отмечаются в протоколе и сопровождаются предложением дальнейших процедур ремонта.
Финальная проверка и настройка
Контроль компрессии и давления масла выполнен. Регулировка системы впрыска и фаз газораспределения произведена. Фиксация параметров в отчёте.
Контроль компрессии, давления масла и рабочих параметров
Фиксация исходных параметров производится перед обкаткой после ремонта. Измерение компрессии проводится при стандартных оборотах и температуре; применяются манометрические приборы с калибровкой. Давление масла регистрируется в режимах холостого хода, средней нагрузки и повышенных оборотах; применение манометра с допустимыми пределами. Параметры рабочего впрыска и фаз газораспределения регистрируются сканером; сохранение логов выполняется для последующего анализа. Контроль температурных режимов двигателя осуществляется сенсорами; данные сохраняются. Фиксация утечек производится визуально и инструментально. Сравнение результатов с заводскими допусками выполняется по нормативам производителя. Оценка отклонений производится по величине и динамике изменения показателей; принятие решения о повторной регулировке или доработке производится на основании протокола измерений.